高强度钢绞线群锚挤压式拉索的制作方法
1.本实用新型涉及拉索技术领域,尤其是一种钢绞线及钢绞线成品索的群锚挤压式拉索。
背景技术:
2.群锚挤压式拉索是将若干根钢绞线或者钢绞线成品索穿装在一个挤压锚套中进行一次整体挤压形成的索体,它适用于拱桥吊杆和系杆、桥梁拉索、风电风塔及大型体育场馆等建筑结构用索、景观性的建筑及桥梁工程。随着交通运输量和车辆载重量的大幅增加,桥梁承载能力的设计也随之加大,因此对拉索的安全系数也提出了更高的要求,采用更高强度的钢绞线可以提高拉索的安全系数。而目前的群锚挤压式拉索的结构难以有效锚固2400mpa级别的钢绞线或者是1860mpa级别的φ21.8mm、φ28.6mm大直径钢绞线。现有的一种群锚挤压式拉索包括若干钢绞线或者钢绞线成品索构成的索体、锚固单元和密封单元,其中,锚固单元和安装在索体端部的,包括挤压锚套、挤压簧、锚垫板、球形垫板和球形螺母,挤压锚套沿轴向开设有通孔,该通孔为插线孔,各根钢绞线的端部裸露并分别套装挤压簧后,一起装入挤压锚套的通孔内,然后用挤压模和挤压机对套装好的挤压锚套进行径向挤压,使钢绞线、挤压簧和挤压锚套结合成一体,接着需要用专用设备对完成整体挤压的挤压锚套进行螺纹加工,再安装锚垫板、球形垫板、球形螺母和密封单元等。这种结构的群锚挤压式拉索存在以下缺陷:1、挤压锚套插线孔需要深孔钻加工,锚头体积大,挤压后再进行挤压锚套连接螺纹加工难度大,制作成本高、效率低、交付周期长;2、对高强度钢绞线难以进行有效锚固。
技术实现要素:
3.本实用新型的目的是提供一种高强度钢绞线群锚挤压式拉索,这种拉索可以解决现有群锚挤压式拉索存在加工难度大、制作成本高,难以有效锚固高强度钢绞线的问题。
4.为了解决上述问题,本实用新型采用的技术方案是:这种高强度钢绞线群锚挤压式拉索包括索体和安装在所述索体上的挤压锚套,所述索体含有多股插装于所述挤压锚套内的钢绞线,各所述钢绞线的端部裸露部分均套装有挤压簧,所述挤压锚套具有沿轴向依次设置的第一预制螺纹段、挤压段和第二预制螺纹段,所述挤压段的外径大于所述第一预制螺纹段、所述第二预制螺纹段,所述第二预制螺纹段与密封筒螺纹连接;所述挤压段内均匀布置有多个沿轴向开设的插线盲孔,所述插线盲孔的孔口位于所述第二预制螺纹段的端面;所述挤压簧为全段设置内螺纹和外螺纹的套体,各所述插线盲孔均放置有所述挤压簧,各所述钢绞线的端部裸露部分一一对应插入各所述插线盲孔内的所述挤压簧中,所述挤压簧在所述挤压段挤压后与所述钢绞线的端部裸露部分和所述挤压锚套相咬合。
5.上述高强度钢绞线群锚挤压式拉索的技术方案中,更具体的技术方案还可以是:所述密封筒的另一端螺纹连接有密封螺塞,所述密封筒内填充有防腐填料,所述索体上套装有位于所述防腐填料和所述密封螺塞之间的第一密封圈,所述密封筒的尾部、所述密封
螺塞和所述索体外表面通过热收缩套密封。
6.进一步的,所述密封筒内设置有与所述第一密封圈的端面相抵的限位台阶。
7.进一步的,所述密封筒内设置有分丝减振器,各所述钢绞线穿过所述分丝减振器的相应分丝孔。
8.进一步的,所述挤压锚套套装有锚垫板,所述锚垫板套装于挤压后的所述挤压段上,所述锚垫板的外端面设置有套装在所述第一预制螺纹段上球形垫板,所述第一预制螺纹段上螺纹连接有球形螺母,所述球形垫板压紧于所述球形螺母和所述锚垫板之间;所述锚垫板的外端面安装有将所述第一预制螺纹段、所述球形螺母和所述球形垫板包罩在内的保护罩,所述保护罩内充满防腐材料。
9.进一步的,所述锚垫板的内端面连接有预埋管,所述密封筒和所述热收缩套位于所述预埋管内,所述预埋管的末端安装有防水罩,所述防水罩的大径段与所述预埋管的外壁紧密贴合,小径段与所述索体相贴合,所述小径段内设置有套装在所述索体上的第二密封圈。
10.进一步的,所述预埋管的内壁和所述索体之间套装有减振器,所述减振器位于所述预埋管末端。
11.进一步的,所述索体为成品索或者多股hdpe钢绞线拉索。
12.进一步的,所述第一预制螺纹段沿轴向开设有用于连接拉环螺栓的内螺纹盲孔,所述内螺纹盲孔的孔口与所述插线盲孔的孔口相背离,所述内螺纹盲孔与所述球形螺母相错开。
13.进一步的,所述锚垫板的外端面与所述第一预制螺纹段和所述挤压段之间的轴肩面平齐,所述插线盲孔的孔底位于所述锚垫板的套装范围内。
14.由于采用了上述技术方案,本实用新型与现有技术相比具有如下有益效果:
15.1、结构紧凑,外径小,便于加工,有利于整体结构的优化、美观;挤压锚套插线孔无需深孔钻加工,挤压锚套的连接螺纹可在挤压前事先加工完成,无需用专用设备对整束挤压锚头进行螺纹加工,效率高、交付周期短,解决了难加工,进度慢等问题,进而降低制作成本;挤压簧的结构可提高锚头对钢绞线的咬合力,锚固可靠,能有效锚固高强度钢绞线;拉索的钢绞线能采用强度为2400mpa,1
×
7丝结构的φ15.2~φ21.6mm直径的单丝喷涂、填充型环氧钢绞线、镀锌钢绞线,以及强度为1860mpa,1
×
19丝结构的φ21.8mm,φ28.6mm大直径钢绞线。
16.2、挤压锚套的前端用保护罩、防腐材料 ,后端用密封筒、防腐填料密封装置和热收缩套对钢绞线进行密封,密封和防腐性能优异。
17.3、在预埋管末端与索体之间设置减振器,可吸收拉索的振动,防水罩可避免风雨进入预埋管内,防止水气的侵蚀。
18.4、挤压锚套中的插线盲孔和内螺纹盲孔的相对位置设置,可确保连接强度。
附图说明
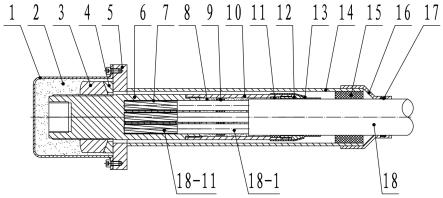
19.图1是本高强度钢绞线群锚挤压式拉索的结构示意图。
20.图2是挤压前的挤压锚套结构示意图。
21.图3是挤压簧的结构示意图。
22.图4是密封筒的结构示意。
23.图5是挤压状态示意图。
24.附图标号说明:1、保护罩;2、防腐材料;3、球形螺母;4、球形垫板;5、锚垫板;6、挤压锚套;6-1、第一预制螺纹段;6-2、挤压段;6-3、第二预制螺纹段;6-4、插线盲孔;6-5、内螺纹盲孔;7、挤压簧;8、防腐填料;9、分丝减振器;10、密封筒;10-1、限位台阶;11、第一密封圈;12、密封螺塞;13、热收缩套;14、预埋管;15、减振器;16、防水罩;17、第二密封圈;18、索体;18-1、钢绞线;18-11、端部裸露部分;19、挤压模。
具体实施方式
25.下面结合附图实施例对本实用新型作进一步详述:
26.图1所示的高强度钢绞线群锚挤压式拉索主要包括锚具部分、密封部分和索体18,索体18为含有多股钢绞线的成品索或者多股hdpe钢绞线拉索,锚具部分与密封部分连接并安装在索体18上。锚具部分包括球形螺母3、球形垫板4、挤压锚套6和挤压簧7,挤压锚套3安装在索体18的端部,如图2所示,挤压锚套6具有沿轴向依次设置的第一预制螺纹段6-1、挤压段6-2和第二预制螺纹段6-3,第一预制螺纹段6-1和第二预制螺纹段6-3均为外螺纹,挤压段6-2的外径大于第一预制螺纹段6-1、第二预制螺纹段6-3;挤压锚套6套装有锚垫板5,锚垫板5套装于挤压后的挤压段6-2上,锚垫板5的外端面与第一预制螺纹段6-1和挤压段6-2之间的轴肩面平齐,球形垫板4套装在第一预制螺纹段6-1上并靠压在锚垫板5的外端面,球形螺母3与第一预制螺纹段6-1螺纹连接,球形垫板4压紧于球形螺母3和锚垫板5之间。挤压段6-2内均匀布置有多个沿轴向开设的插线盲孔6-4,插线盲孔6-1的孔口位于第二预制螺纹段6-3的端面,插线盲孔6-1的孔底位于锚垫板5的套装范围内;第一预制螺纹段6-1沿轴向还开设有用于连接拉环螺栓的内螺纹盲孔6-5,内螺纹盲孔6-2的孔口与插线盲孔6-4的孔口相背离,内螺纹盲孔6-2与球形螺母3相错开。如图3所示,挤压簧7是特制的全段设置内螺纹和外螺纹的套体,其锚固锁紧力更加可靠,承载能力更高,结构更安全。挤压锚套5的各插线盲孔6-4均放置有挤压簧7,各钢绞线18-1的端部裸露部分18-11一一对应插入插线盲孔6-4内的挤压簧7中,挤压簧7在挤压段6-2挤压后与钢绞线18-1的端部裸露部分18-11以及挤压锚套6相咬合。
27.密封部分包括防腐填料8、密封筒10、第一密封圈11、密封螺塞12和热收缩套13,如图4所示,密封筒10两端部内壁设有螺纹,密封筒10的一端与挤压锚套6的第二预制螺纹段6-3螺纹连接,另一端螺纹连接密封螺塞12。密封筒10内安装有分丝减振器9和第一密封圈11,各股钢绞线18-1分别穿过分丝减振器9的相应分丝孔,第一密封圈11套装在索体18上,密封筒10的内壁设置有与第一密封圈11的端面相抵的限位台阶10-1,密封螺塞12将第一密封圈11压紧于限位台阶10-1处,以封堵填充在密封筒10和钢绞线18-1、索体18之间的防腐填料8。为了提高密封性能,密封筒10的尾部、密封螺塞12和索体18外表面用热收缩套13密封。
28.本高强度钢绞线群锚挤压式拉索还设置有两个防护部分,一个防护部分用于保护挤压锚套6前端以及球形螺母3和球形垫板4,它是锚垫板5的外端面安装将第一预制螺纹段6-1、球形螺母3和球形垫板4包罩在内的保护罩1,保护罩1内充满防腐材料2;另一防护部分用于保护挤压锚套6的挤压段6-2和密封部分,该部分是在锚垫板5的内端面连接预埋管14,
密封筒10和热收缩套13位于预埋管14内,预埋管14的末端安装有防水罩16,防水罩16的大径段与预埋管14的外壁紧密贴合,小径段与索体18相贴合,小径段内设置有套装在索体18上的第二密封圈17。 为减小振动对拉索的影响,在预埋管14的内壁和索体18之间套装有减振器15,减振器15位于预埋管14末端。
29.如图1和如图5所示,装配时,先将挤压簧7装入挤压锚套6的插线盲孔6-4内,密封螺塞12、第一密封圈11、密封筒10挤压前套入索体18上,安装分丝减振器9,穿过挤压模19,将各根钢绞线18-1端部裸露部分18-11穿入挤压锚套6对应的插线盲孔6-4内的挤压簧7中,用挤压机对挤压锚套6进行径向挤压,使挤压锚套6发生永久变形,挤压簧7碎断牢固地嵌入钢绞线18-1端部裸露部分18-11内,使钢绞线18-1、挤压簧7、挤压锚套6牢固地结合成挤压拉索。接着,将密封筒10旋紧于挤压锚套6的第二预制螺纹段6-3上,上紧密封装置,出厂超张拉检测,从密封筒10预留孔灌注防腐填料8,用密封螺塞12堵孔,套入热收缩套13密封收紧,密封防腐完成。安装时,先拆下球形螺母3及球形垫板4,根据实际工况确定安装方法完成吊装,安装球形垫板4及球形螺母3,根据设计要求对拉索施加预应力,对拉索进行防护,安装保护罩1及防水罩16等,拉索安装完成。
30.本高强度钢绞线群锚挤压式拉索的适用性强,可使用各种钢绞线,特别是可适用于2400mpa级别的高强度钢绞线;挤压锚套挤压密封设计加密封筒双重密封防腐设计,全密封性,防腐效果好;无需二次机加工,效率高,拉索即挤即出产品,交付周期短。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1