一种窄幅钢箱-钢混桥面板组合桥梁施工系统及施工方法与流程
本发明属于组合桥梁施工,更具体地,涉及一种窄幅钢箱-钢混桥面板组合桥梁施工系统及施工方法。
背景技术:
1、钢-混组合结构桥梁作为可实现可持续桥梁工程的结构形式之一,有良好的综合技术经济效益和社会效益,日益受桥梁工程界所欢迎。钢-混组合结构能充分发挥混凝土和钢材各自的材料性能优势,以其整体受力的合理性、经济性、便于施工等突出优点,已广泛应用于结构工程许多领域。为促进我国桥梁建设向装配化、绿色化及智能化的转型升级,在中小跨度桥梁中推广使用钢-混组合结构面临机遇与挑战。近年来,随着国家推行绿色公路、发展“四个交通”的政策要求,桥梁工业化建造技术,包括结构标准化、工厂化预制及机械化施工等被提上了日程。钢-混凝土组合梁桥因其受力合理、钢主梁自重较轻、工厂化程度高等特点,越来越多地被应用于工程实际中。为了适应平面曲线变化,增加侧向抗扭刚度等,钢箱组合梁桥会被优先考虑,同时为了减小结构自重,便于运输及安装,设计上考虑采用窄幅钢箱组合梁桥。目前,国内窄幅钢箱组合桥梁应用较少,尚在推广阶段。相比于传统的钢箱-混凝土组合梁桥性能而言,钢箱-混凝土组合梁桥受力性能好,但存在有不足之处,例如钢箱梁截面大,其对于设计、加工、运输和安装等技术要求高,在运输、安装条件受限的城市桥梁和山区桥梁中其应用受到限制。
2、为了解决传统的钢箱-混凝土组合梁桥存在的缺陷,中国实用新型专利cn216108009u公开了一种基于窄幅钢箱和组合桥面板的钢混组合梁结构,包括悬桥面板、箱间桥面板、箱间横梁和三个窄幅钢箱,三个所述窄幅钢箱平行设置,相邻两个窄幅钢箱通过箱间横梁连接,所述箱间桥面板设置在三个所述窄幅钢箱的顶部,所述悬桥面板有两个,两个所述悬桥面板分别设置在外侧的两个窄幅钢箱的顶部。本实用新型的组合梁结构将混凝土和钢箱梁结构结合在一起,充分发挥两种材料各自的优势;钢箱梁、悬桥面板及箱间桥面板可生产后转运至现场组装;将主梁结构分别加工生产、分批次运输、现场组装大大提高了生产及运输效率,且采用窄幅钢箱及组装式的主梁结构均可节省原材料,降低工程造价;此外,中国实用新型专利cn217499903u公开了一种蜂窝型窄幅钢箱-uhpc桥面板的组合梁桥,包括uhpc桥面板、蜂窝型窄幅钢箱梁、pbl连接件和横梁,蜂窝型窄幅钢箱梁设有多个且平行布置,蜂窝型钢箱梁顶部固定设置有多组pbl连接件,uhpc桥面板通过pbl连接件铺设在蜂窝型窄幅钢箱梁上,横梁固定设于相邻两蜂窝型窄幅钢箱梁之间,横梁沿蜂窝型窄幅钢箱梁长度方向平行设有多个,本实用新型提供的一种蜂窝型窄幅钢箱-uhpc桥面板组合梁桥,简化了结构细部构造,能够解决传统混凝土桥面负弯矩区易开裂的问题,增强结构耐久性,同时采用蜂窝型钢腹板增强了钢箱梁结构的稳定性,减少钢材使用量,降低成本。
3、上述技术方案中,仍存在如下改进之处:(1)由于窄幅钢箱梁的内部构造,导致加工、安装难度及钢箱梁质量加重,应当对窄幅钢箱梁的内部结构做优化设计,在满足强度条件基础上减少构件及结构尺寸;(2)现阶段钢混组合桥面板的加工需支设浇筑模具、浇筑混凝土成型,可通过改进钢混组合桥面板本身结构,从而优化支模工序,以提高钢混组合桥面板加工效率;(3)在实际施工中,常伴随有衔接面处连接工件的焊接工序,因此,应当在钢箱钢混组合桥施工过程中,采用方便有效的连接工件的焊接工具,以优化施工过程。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供一种窄幅钢箱-钢混桥面板组合桥梁施工系统及施工方法,通过对窄幅钢箱梁内部结构进行仿真优化设计,可省去箱梁底板与箱梁顶板内表面的竖向加劲肋,从而使箱梁内部构造大为简化,加上采用了耐久性良好的钢混组合桥面板增大了跨越能力,使得桥面系纵、横梁构造简化。另外,由于没有桥面系的梁格结构和其它附加杆材,亦可使维护工作量减少,可维护性好,是一种经济性较好的结构型式;与此同时,钢混组合桥面板结构底板采用钢结构,以替代传统混凝土底层结构,该方案在提高桥面板承载能力的同时,在制造过程中省去了底模的支设,侧模支设完成后,直接在底钢板上表面浇筑混凝土即可完成钢混组合桥面板的加工。
2、按照本发明的第一方面,一种窄幅钢箱-钢混桥面板组合桥梁施工系统,其特征在于,包括:
3、窄幅钢箱梁、固定设于窄幅钢箱梁上方的钢混组合桥面板、设于窄幅钢箱梁之间的横梁、用于焊接钢板接触面间连接件的连接件焊接单元;
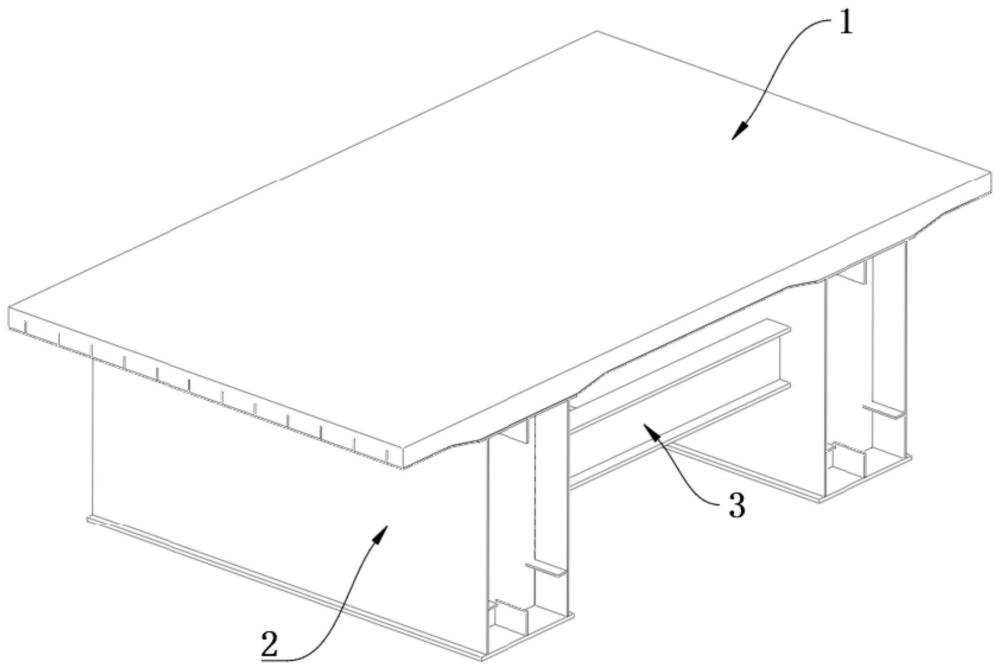
4、所述的窄幅钢箱梁,包括:箱梁底板、垂直于箱梁底板两侧并与其固定连接的第一箱梁腹板与第二箱梁腹板、固定连接于第一箱梁腹板与第二箱梁腹板上方的箱梁顶板、由箱梁底板、第一箱梁腹板、第二箱梁腹板和箱梁顶板所围成的中心空腔、固定设于中心空腔内并均垂直于箱梁底板、第一箱梁腹板、第二箱梁腹板和箱梁顶板的横隔板、以平行于横隔板方向分别固定设于第一箱梁腹板和第二箱梁腹板内侧面的竖向加劲肋、以垂直于横隔板方向分别固定设于箱梁底板、箱梁腹板和箱梁顶板的第一纵向加劲肋、第二纵向加劲肋和第三纵向加劲肋;
5、所述钢混组合桥面板,包括与所述箱梁顶板表面通过连接件固定连接的桥面底钢板、多排均匀排布并固定设于桥面底钢板上表面的开孔支撑板、开设于开孔支撑板的钢筋孔、贯穿固定于钢筋孔内的穿孔钢筋。
6、优选的,所述第一箱梁腹板与第二箱梁腹板之间的间距介于1.2m至1.6m之间。
7、优选的,所述的第三纵向加劲肋的列数为1列或2列。
8、优选的,所述的钢混组合桥面板的跨径通常不超过6m,且桥面底钢板厚度大于6mm。
9、优选的,所述的连接件焊接单元,包括:
10、主壳体、设于主壳体外侧壁的行走轮组件、设于主壳体内部用于夹紧连接件的连接件夹紧组件、设于所述连接件夹紧组件上方用于下压连接件至焊接表面的负电极施加压紧组件、设于主壳体底面用于将电极压至焊接金属面的正电极施加压紧组件;
11、通过行走轮组件控制连接件焊接单元的焊接位置,并启动正电极施加压紧组件,使得正电极与待焊接面接触,连接件夹紧组件夹紧待焊接连接件,通过负电极施加压紧组件使待焊接连接件与负电极导通连接,并将待焊接连接件下压至待焊接表面。
12、优选的,所述的行走轮组件,包括:
13、设于主壳体侧面的第一铰接轴、与所述第一铰接轴铰接的第一连杆、与第一连杆的末端同轴固定连接的长度伸缩部、与所述长度伸缩部的末端转动连接的行走轮与驱动组件;
14、设于主壳体侧面且位于第一铰接轴下方的第二铰接轴、一端与所述第二铰接轴铰接的行走轮收放气缸、所述行走轮收放气缸的另一端与第一连杆的末端转动连接。
15、优选的,所述的连接件夹紧组件,包括:
16、保持水平方向规定设于主壳体内侧面的夹紧驱动气缸、与所述夹紧驱动气缸的输出端固定连接的导向滑杆、开设于所述导向滑杆内部的导向滑槽、与所述导向滑槽滑动连接的滑块、两端分别固定连接导向滑槽上端面与滑块上表面的回拉弹簧、保持竖向与滑块的伸出侧固定连接的绝缘柔性接触块。
17、优选的,所述的正电极施加压紧组件,包括:
18、开设于主壳体底面的电极滑槽、与所述电极滑槽滑动连接的电极连接杆、分别设于电极连接杆顶端与底端的中间连接块与正电极、两端分别固定连接于电极滑槽顶面与中间连接块上表面的弹出弹簧、设于电极滑槽内侧壁的卡槽。
19、优选的,所述的负电极施加压紧组件,包括:
20、与主壳体固定连接的下压驱动电机、与所述下压驱动电机的输出轴同轴固定连接的下压驱动丝杆、与所述下压驱动丝杆螺旋传动连接的螺母传动块、平行于下压驱动丝杆并与主壳体固定连接的导向光杆、与所述导向光杆滑动连接的光杆滑块、与所述光杆滑块与螺母传动块固定连接的主压块、设于所述主压块下表面的负电极。
21、按照本发明的第二方面,一种窄幅钢箱-钢混桥面板组合桥梁施工系统的施工方法,包括如下步骤:
22、s100:根据施工设计需求,完成窄幅钢箱梁、钢混组合桥面板及连接件的采购、运输工作;
23、s200:采用连接件焊接单元将连接件焊接至衔接面,并完成焊接质量检测工作;
24、s300:通过利用吊装机械将窄幅钢箱梁吊装至桥墩上方,随后将钢混组合桥面板固定安装至箱梁顶板上方,经施工质量检测后,完成施工作业。
25、总体而言,通过本发明所构思的以上技术方案与现有技术相比,能够取得下列有益效果:
26、1.本发明的一种窄幅钢箱-钢混桥面板组合桥梁施工系统,通过对窄幅钢箱梁内部结构进行仿真优化设计,可省去箱梁底板201与箱梁顶板202内表面的竖向加劲肋,从而使箱梁内部构造大为简化,加上采用了耐久性良好的钢混组合桥面板增大了跨越能力,使得桥面系纵、横梁构造简化。另外,由于没有桥面系的梁格结构和其它附加杆材,亦可使维护工作量减少,可维护性好,是一种经济性较好的结构型式;与此同时,钢混组合桥面板结构底板采用钢结构,以替代传统混凝土底层结构,该方案在提高桥面板承载能力的同时,在制造过程中省去了底模的支设,侧模支设完成后,直接在底钢板上表面浇筑混凝土即可完成钢混组合桥面板的加工;
27、2.本发明的一种窄幅钢箱-钢混桥面板组合桥梁施工系统,通过采用电流加热焊接接触面,从而完成连接件与衔接表面的焊接,并在焊接设备中集成行走轮组件410,便于使用过程中焊接位置的调整;使用时,通过行走轮组件410,移动本装置至焊接位置,随后通过控制行走轮收放气缸416伸出,将行走轮414收起,从而使得主壳体4与焊接面接触;紧接着,正电极施加压紧组件430被触发,正电极435在弹出弹簧434的作用下紧密与焊接面接触;紧接着,将焊接连接件放置于量滑块426之间,启动夹紧驱动气缸421,即可完成对待焊接件的夹装,紧接着,启动负电极施加压紧组件440,控制下压驱动电机441转动,从而带动丝杆转动,使得螺母传动块444向下运动,进而使得主压块446朝两滑块426之间的待焊接连接件方向运动,并使负电极与待焊接连接件接触;紧接着,控制电机继续转动,从而使得带有负电的待焊接连接件与带有正电的焊接面接触,在接触瞬间产生强电流,从而融化焊接表面,进而完成焊接过程;当焊接完成后,控制行走轮收放气缸416收缩,从而伸出第一铰接轴411、并控制长度伸缩部413伸出,以越过焊接完成的连接件,并通过行走轮414运动至下一个焊接点。
- 还没有人留言评论。精彩留言会获得点赞!