一种高速铁路交替侧磨打磨方法与流程
本发明属于铁路线路工程,是一种高速铁路交替侧磨打磨方法。
背景技术:
1、随着铁路线路运营时间的加长,越来越多的铁路线路存在晃车的问题,特别是有砟铁路的晃车问题愈发突出。通过现场调查发现,现场晃点钢轨存在左、右股轨距角交替出现接触的问题,钢轨廓形也存在交替变换,既交替侧磨。目前针对交替侧磨的处理方式大多以小机打磨为主,但小机打磨后廓形一致性差,导致平顺性较差。
技术实现思路
1、针对以上问题,本发明提出了一种高速铁路交替侧磨晃点打磨方法,通过钢轨线路钢轨廓形采集、打磨量分析、小机钢轨廓形打磨、大机钢轨廓形等步骤整治现场交替侧磨晃点。
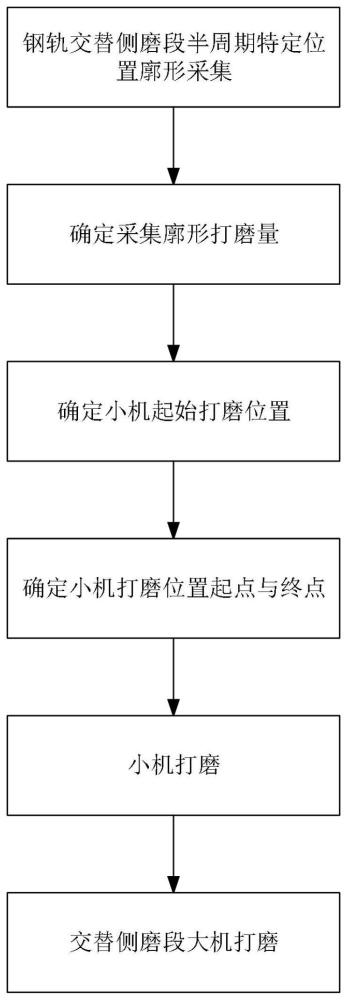
2、本发明高速铁路交替侧磨打磨方法,通过下述步骤实现:
3、步骤1:根据交替侧磨的特性,对半周期内起始位置、四分之一位置、中点、四分之三位置、终止位置进行钢轨廓形采集。
4、步骤2:根据廓形对比以最大打磨量减0.1mm为现场实施打磨量。
5、步骤3:确定小机打磨目标廓形和打磨范围。
6、步骤4:根据确定好的小计打磨范围,进行小机打磨,将钢轨廓形打磨至小机打磨目标廓形,确保打磨后钢轨前后廓形差异控制在±0.2mm范围内。
7、步骤5:采用大机对钢轨廓形进行二次修复,将钢轨廓形打磨至前后无交替侧磨区段的钢轨廓形,以保证钢轨廓形的一致性和平顺性。
8、本发明的优点在于:
9、1、本发明高速铁路交替侧磨打磨方法,充分结合了小机和大机打磨的优点,小机打磨作业灵活,打磨距离短,但打磨后磨痕不稳定,大机打磨作业更加稳定,且磨痕均匀。
10、2、本发明高速铁路交替侧磨打磨方法,,可将交替侧磨区段钢轨廓形一致修复,消除钢轨廓形差异,提升平顺性。
技术特征:
1.一种高速铁路交替侧磨打磨方法,其特征在于:步骤为:
2.如权利要求1所述一种高速铁路交替侧磨打磨方法,其特征在于:步骤为:步骤2中,以起始位置、中点、终止位置廓形进行对比,将三个位置廓形以内侧对齐方式进行对齐,得到三个位置钢轨廓形的偏差量,进一步得到钢轨的最大打磨量g1。
3.如权利要求1所述一种高速铁路交替侧磨打磨方法,其特征在于:步骤3中,按照线性规律进行分析,初步确定小机打磨起止位置;随后对初步确定的小机打磨起止位置处的前后5根轨枕范围内的钢轨廓形进行测量,分析廓形打磨量,以打磨量g2为基准,对廓形打磨量大于或等于g2的钢轨廓形,作为小机打磨的起点和终点。
4.如权利要求1所述一种高速铁路交替侧磨打磨方法,其特征在于:步骤5进行廓形修复完成后,对整个区段钢轨进行0.05mm的全覆盖打磨,要求全覆盖打磨起止位置在廓形修复位置基础上延长50米。
技术总结
本发明涉及一种高速铁路交替侧磨打磨方法,步骤1:根据交替侧磨的特性,对半周期内起始位置、四分之一位置、中点、四分之三位置、终止位置进行钢轨廓形采集。步骤2:根据廓形对比以最大打磨量减0.1mm为现场实施打磨量,并确定小机打磨目标廓形和打磨范围。步骤2:根据确定好的小计打磨范围,进行小机打磨,将钢轨廓形打磨至小机打磨目标廓形,确保打磨后钢轨前后廓形差异控制在±0.2mm范围内。步骤3:采用大机对钢轨廓形进行二次修复,将钢轨廓形打磨至前后无交替侧磨区段的钢轨廓形,以保证钢轨廓形的一致性和平顺性。
技术研发人员:张翼,胡伟豪,杨逸航,梁旭,戈春珍,李建军
受保护的技术使用者:中铁物总运维科技有限公司
技术研发日:
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!