用于测量反动式汽轮机T型叶根叶片的框架式测具的制作方法
用于测量反动式汽轮机t型叶根叶片的框架式测具
技术领域
1.本发明涉及叶片测量工装技术领域,具体为用于反动式汽轮机t型叶根叶片测量的倒挂式工装。
背景技术:
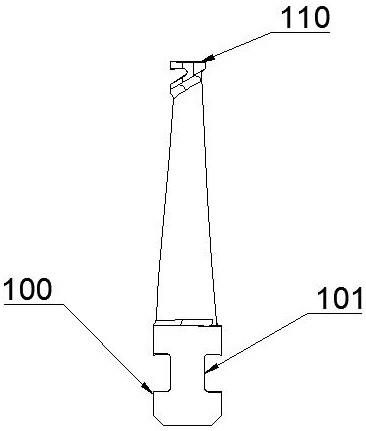
2.如图1、图2所示为反动式汽轮机t型叶根叶片的两种形式,其中图1为普通片,图2为末叶片,普通片的叶根100两侧开设有缺口101,末叶片的叶根100开设有通孔102。如图3所示对反动式汽轮机t型叶根叶片的型面测量和叶冠位置测量多是采用正装式的固定形式,即叶根100在下,叶冠110在上的结构形式,这种结构形式下,为了保证叶片工作面与测具定位面准确贴合,需要底面顶紧机构将叶片底部顶紧,但如图4所示,由于叶片毛坯底面120并不是绝对平坦,在底面顶紧时容易造成倾斜,使得叶根工作面与测具定位面很难完全贴合,造成测量数据的不准确,并且可能重复几次装夹后的结果不同。
技术实现要素:
3.针对叶片毛坯底面不平坦导致叶片测量时装夹不稳定的问题,本发明提供了用于反动式汽轮机t型叶根叶片测量的倒挂式工装,其能用于反动式汽轮机t型叶根叶片的毛坯在测量时的装夹,并且装夹方便、稳定。
4.其技术方案是这样的:用于反动式汽轮机t型叶根叶片测量的倒挂式工装,其包括安装板,其特征在于:所述安装板底部两侧分别安装有基准面轴向定位座一和基准面轴向定位座二,所述基准面轴向定位座一上活动连接有基准面定位块一,所述基准面轴向定位座二上活动连接有基准面定位块二,所述基准面定位块一和所述基准面定位块二位于同一高度;所述安装板底部还安装有用于定位叶片背径向面的背径向面定位块,所述背径向面定位块上连接有末叶片定位销,所述背径向面定位块一侧还连接有用于定位叶根侧面的叶根侧面定位块;其还包括叶根内径向面压紧机构,所述内径向面压紧机构用于将叶片压紧在所述背径向面定位块和所述叶根侧面定位块上。
5.其进一步特征在于:所述叶根内径向面压紧机构包括安装在所述安装板底部的压紧支座,所述压紧支座上连接有压紧螺钉,所述压紧螺钉端部连接有叶根压紧块;所述基准面定位块一与所述基准面轴向定位座一间隙配合,所述基准面定位块二与所述基准面轴向定位座二间隙配合,所述基准面定位块一和所述基准面定位块二用于插入普通片叶根两侧的缺口中;所述背径向面定位块与叶片接触面的形状与叶片背径向面的形状相对应;当叶片装夹在工装上,叶片的叶根在叶冠的上方。
6.本发明的有益效果为:通过采用上述结构,可以将叶片倒装在安装板底部,使叶根在上叶冠在下,不依靠叶片底部进行定位,而是依靠普通片的两侧缺口和末叶片的通孔依靠重力进行定位,便于使用,同时不会因叶片底部不平坦而导致装夹不稳定。
附图说明
7.图1为普通片结构示意图;图2为末叶片结构示意图;图3为传统方式装夹叶片示意图;图4为不平整的叶片毛坯底端示意图;图5为本发明结构的主视示意图(省略叶根内径向面压紧机构);图6为本发明结构的仰视示意图;图7为普通片装夹示意图(省略叶根内径向面压紧机构);图8为末叶片装夹示意图(省略叶根内径向面压紧机构)。
具体实施方式
8.如图5、图6所示的用于反动式汽轮机t型叶根叶片测量的倒挂式工装,其包括安装板1,安装板1底部两侧分别通过螺栓安装有基准面轴向定位座一2和基准面轴向定位座二3,基准面轴向定位座一2上活动连接有基准面定位块一4,基准面轴向定位座二3上活动连接有基准面定位块二5,基准面定位块一4和基准面定位块二5位于同一高度;安装板1底部还通过螺栓安装有用于定位叶片背径向面的背径向面定位块6,背径向面定位块6与叶片接触面的形状与叶片背径向面的形状相对应,背径向面定位块6上可拆卸连接有末叶片定位销7,背径向面定位块6一侧还通过螺栓连接有用于定位叶根侧面的叶根侧面定位块8;其还包括叶根内径向面压紧机构,结合图6,内径向面压紧机构包括通过螺栓安装在安装板1底部的压紧支座9,压紧支座9上螺纹连接有压紧螺钉10,压紧螺钉10端部连接有叶根压紧块11(可以通过轴承连接),叶根内径向面压紧机构用于将叶片压紧在背径向面定位块6和叶根侧面定位块8上。
9.具体的,基准面定位块一4与基准面轴向定位座一2间隙配合,基准面定位块二5与基准面轴向定位座二3间隙配合,可以来回抽动,基准面定位块一4和基准面定位块二5用于插入普通片叶根两侧的缺口中。
10.采用上述结构,普通片以叶根两侧缺口即叶根工作面定位,工作面分为进气侧和出气侧两个,要做到同时接触无缝隙,可做线接触,末叶片以叶根开设的通孔即减轻孔定位。
11.装夹时,对于普通片可以结合图7所示,使用前拆下末叶片定位销7,将基准面定位块置于普通片叶根两侧的缺口101中,依靠重力挂在工装上,再依靠叶根内径向面压紧机构将叶片压紧在背径向面定位块6和叶根侧面定位块8上;类似的末叶片可以结合图8所示,此时不需要使用基准面定位块,而是将末叶片定位销7置于通孔102中,依靠重力挂在工装上,再依靠叶根内径向面压紧机构将叶片压紧在背径向面定位块6和叶根侧面定位块8上;值得一提的是,结合图6所示,背径向面定位块6与叶片接触面为斜面,同时叶根内径向面压紧机构也相对地倾斜设置,这样夹紧时产生的力一部分将叶片压紧在背径向面定位块6另一部分将叶片压紧在叶根侧面定位块8上,从而实现叶片的倒挂式装夹,操作方便,不会因叶片底部不平坦而导致装夹不稳定。该工装可以配合现有型面框架测具使用,将该工装置于型面框架测具的上端,按常规手段将档位条依据图纸中测量高度分别装配在测具外框上并结合测量样板就可以实现反动式汽轮机t型叶根叶片的型面测量和叶冠位置测量。
12.以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉该技术的人在本发明所揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求的保护范围为准。
技术特征:
1.用于反动式汽轮机t型叶根叶片测量的倒挂式工装,其包括安装板,其特征在于:所述安装板底部两侧分别安装有基准面轴向定位座一和基准面轴向定位座二,所述基准面轴向定位座一上活动连接有基准面定位块一,所述基准面轴向定位座二上活动连接有基准面定位块二,所述基准面定位块一和所述基准面定位块二位于同一高度;所述安装板底部还安装有用于定位叶片背径向面的背径向面定位块,所述背径向面定位块上连接有末叶片定位销,所述背径向面定位块一侧还连接有用于定位叶根侧面的叶根侧面定位块;其还包括叶根内径向面压紧机构,所述内径向面压紧机构用于将叶片压紧在所述背径向面定位块和所述叶根侧面定位块上。2.根据权利要求1所述的用于反动式汽轮机t型叶根叶片测量的倒挂式工装,其特征在于:所述叶根内径向面压紧机构包括安装在所述安装板底部的压紧支座,所述压紧支座上连接有压紧螺钉,所述压紧螺钉端部连接有叶根压紧块。3.根据权利要求1所述的用于反动式汽轮机t型叶根叶片测量的倒挂式工装,其特征在于:所述基准面定位块一与所述基准面轴向定位座一间隙配合,所述基准面定位块二与所述基准面轴向定位座二间隙配合,所述基准面定位块一和所述基准面定位块二用于插入普通片叶根两侧的缺口中。4.根据权利要求1所述的用于反动式汽轮机t型叶根叶片测量的倒挂式工装,其特征在于:所述背径向面定位块与叶片接触面的形状与叶片背径向面的形状相对应。5.根据权利要求1-4任一所述的用于反动式汽轮机t型叶根叶片测量的倒挂式工装,其特征在于:当叶片装夹在工装上,叶片的叶根在叶冠的上方。
技术总结
本发明提供了用于反动式汽轮机T型叶根叶片测量的倒挂式工装,其能用于反动式汽轮机T型叶根叶片的毛坯在测量时的装夹,并且装夹方便、稳定。其包括安装板,安装板底部安装有基准面轴向定位座一和基准面轴向定位座二,基准面轴向定位座一上活动连接有基准面定位块一,基准面轴向定位座二上活动连接有基准面定位块二,基准面定位块一和基准面定位块二位于同一高度;安装板底部还安装有用于定位叶片背径向面的背径向面定位块,背径向面定位块上连接有末叶片定位销,背径向面定位块一侧还连接有用于定位叶根侧面的叶根侧面定位块;其还包括叶根内径向面压紧机构,内径向面压紧机构用于将叶片压紧在背径向面定位块和叶根侧面定位块上。上。上。
技术研发人员:朱银山 魏乾龙 董欣欣 王成富 章奇 滕树新
受保护的技术使用者:无锡透平叶片有限公司
技术研发日:2020.09.29
技术公布日:2021/10/22
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1