一种微通道换热器生产设备的扁管割纸回收装置的制作方法
[0001]
本实用新型涉及微通道换热器制备领域,尤其涉及到一种微通道换热器生产设备的的扁管割纸回收装置。
背景技术:
[0002]
微通道换热器是一种采用铝合金材料制成的高效、环保的换热产品,相比传统管翅式换热器具有更高的能效和可靠性,扁管是微通道换热器的核心部件之一。在微通道换热器的装配过程中,扁管来料通常采用多条纸带捆扎,由人工割断纸带并码放整齐后进入自动装配工序,生产效率低下且工人劳动强度高,需要一种自动裁剪纸带并将裁剪好的纸带整理收集的装置。
技术实现要素:
[0003]
本实用新型的目的在于克服现有技术的不足,提供了一种微通道换热器生产设备的扁管割纸回收装置,以解决背景技术提到的技术问题。
[0004]
本实用新型是通过以下技术方案实现的:本实用新型公开了一种微通道换热器生产设备的扁管割纸回收装置,包括送纸单元、割纸单元、回收单元和集纸单元,所述送纸单元用于传输待割断的长纸带;所述割纸单元用于割断所述长纸带得到短纸带;所述回收单元用于将所述短纸带往靠近所述集纸单元方向运输;所述集纸单元用于将所述短纸带进行收集;
[0005]
所述送纸单元包括限位槽和设置于限位槽内的气力输送器;
[0006]
所述割纸单元包括割纸刀组和用于驱动所述割纸刀组平移切割的驱动组件,所述割纸刀组包括刀底、设置在所述刀底中间的切割刃和分别设置在所述切割刃两边的导向板,两个所述导向板相互相对的侧面均倾斜设置各形成一导向面,两个所述导向面越接近所述切割刃彼此之间的距离越近,所述割纸刀组垂直于所述长纸带的厚度方向设置,所述切割刃朝向所述长纸带设置以使所述切割刃通过平移对所述长纸带进行切割;
[0007]
所述回收单元包括纸带输送通道,所述输送通道位于所述限位槽上方且通过抽纸管与所述限位槽连通;
[0008]
所述集纸单元包括纸带收集盒,所述纸带收集盒的盒口与所述纸带输送通道的输出口连通。
[0009]
作为优选,所述驱动组件包括伺服电缸和与螺母固定连接的第一连接块,所述第一连接块与所述刀底固定连接。
[0010]
作为优选,所述驱动组件包括第一气缸和与所述第一气缸的伸缩杆固定连接的第二连接块,所述第二连接块与所述刀底固定连接。
[0011]
作为优选,所述集纸单元还包括气泵、吸嘴、第二气缸、压纸杆和电机,所述纸带收集盒包括用于收集短纸带的收集槽,所述气泵与所述吸嘴通过软管固定连接以使所述吸嘴吸纸和放纸,所述吸嘴与所述第二气缸的伸缩杆固定连接,所述吸嘴位于所述收集槽的上
方,所述压纸杆与所述电机的输出轴连接且垂直于所述电机的输出轴,所述压纸杆位于所述收集槽的侧面,所述压纸杆用于压住所述收集槽内的短纸带。
[0012]
作为优选,所述吸嘴设有多个,多个所述吸嘴沿所述短纸带长度方向均布在所述收集槽上方,多个所述吸嘴通过多口管组与所述气泵连接,所述多口管组包括主管和分管,所述分管设有多个,所述主管与多个所述分管一体成型,所述主管不与所述分管连接的一端与所述气泵连通,多个所述分管不与所述主管连接的一端分别与多个吸嘴一一对应连接。
[0013]
作为优选,所述压纸杆设有多个,多个所述压纸杆沿所述短纸带长度方向均布在所述收集槽侧面,多个所述压纸杆通过连接杆与所述电机的输出轴连接,所述连接杆与所述电机的输出轴固定连接且与所述电机的输出轴平行设置,多个所述压纸杆均与所述连接杆固定连接。
[0014]
作为优选,所述压纸杆朝向所述收集槽槽底的侧面设有压纸板。
[0015]
作为优选,压纸板由导电物质制成。
[0016]
作为优选,两个所述导向板相对的侧面还设有平直段,所述平直段位于所述切割刃与所述导向面之间,两个所述平直段相对设置形成一限位槽。
[0017]
作为优选,所述刀座内夹设有刀片,所述刀片位于两个所述导向面之间的部分为所述切割刃,所述刀片与所述刀座滑动连接。
[0018]
本实用新型公开了一种微通道换热器生产设备的扁管割纸回收装置,与现有技术相比具有下列有益效果:
[0019]
1、两个导向面的设置可引导长纸带与切割刃相向运动的过程中,将长纸带与切割刃之间的相对位置调整为相互垂直;
[0020]
2、因切割刃垂直于长纸带面积最小的侧面,切割刃与长纸带的接触面积小,切割效果好。
附图说明
[0021]
图1为除送纸单元外本实用新型的立体结构示意图;
[0022]
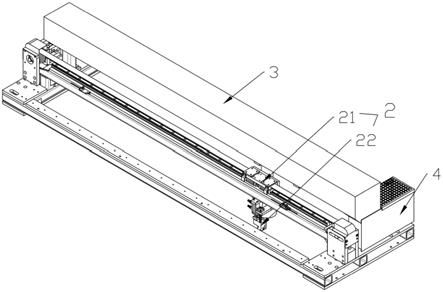
图2为本实用新型的结构示意图;
[0023]
图3为割纸组件割纸过程的结构示意图;
[0024]
图4为集纸单元的轴视半剖图;
[0025]
图5为压纸杆、电机和收集槽的立体结构示意图。
[0026]
附图标记:1、送纸单元;2、割纸单元;21、驱动组件;22、割纸刀组;221、刀座;222、导向面;223、切割刃;3、回收单元;4、集纸单元;45、电机;46、压纸杆;47、收集槽;48、盒口。
具体实施方式
[0027]
这里将详细地对示例性实施例进行说明,其示例表示在附图中。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。以下示例性实施例中所描述的实施方式并不代表与本实用新型相一致的所有实施方式。相反,它们仅是与如所附权利要求书中所详述的、本实用新型的一些方面相一致的装置和方法的例子。
[0028]
实施例1:
[0029]
如图1和2所示,图1中箭头所指方向为纸带被传输的方向。一种微通道换热器生产设备的扁管割纸回收装置,包括送纸单元1、割纸单元2、回收单元3 和集纸单元4,送纸单元1用于传输待割断的长纸带;割纸单元2用于割断长纸带得到短纸带;回收单元3用于将短纸带往靠近集纸单元4方向运输;集纸单元 4用于将短纸带进行收集;
[0030]
送纸单元1包括限位槽和设置于限位槽内的气力输送器;
[0031]
如图3所示,割纸单元2包括割纸刀组22和用于驱动割纸刀组22平移切割的驱动组件21,割纸刀组22包括刀底、设置在刀底中间的切割刃223和分别设置在切割刃223两边的导向板,两个导向板相互相对的侧面均倾斜设置各形成一导向面222,两个导向面222越接近切割刃223彼此之间的距离越近,割纸刀组 22垂直于长纸带的厚度方向设置,切割刃223朝向长纸带设置以使切割刃223 通过平移对长纸带进行切割;
[0032]
回收单元3包括纸带输送通道,输送通道位于限位槽上方且通过抽纸管与限位槽连通;
[0033]
集纸单元4包括纸带收集盒,纸带收集盒的盒口48与纸带输送通道的输出口连通。
[0034]
气力输送器将长纸条往靠近输送通道的方向输送,当长纸条被输送到需要裁剪的地方时,气力输送器将长纸条吸住,驱动组件21驱动割纸刀组22平移,两个导向板的导向面222引导长纸条向切割刃223运动。随着切割刃223与长纸带的相向平移运动,切割刃223将长纸带进行快速切割。因切割刃223垂直于长纸带面积最小的侧面进行切割,切割刃223与长纸带的接触面积小,切割效果好。
[0035]
将长纸带切割得到短纸带后,在输送通道(通过吸力或摩擦力)的作用下,短纸条依次从抽纸管、输送通道最后被运输到纸带收集盒中,实现短纸带的回收。
[0036]
驱动组件21包括伺服电缸45和与螺母固定连接的第一连接块,第一连接块与刀底固定连接。
[0037]
如图4和5所示,集纸单元4还包括气泵、吸嘴、第二气缸、压纸杆46和电机45,纸带收集盒包括用于收集短纸带的收集槽47,气泵与吸嘴通过软管固定连接以使吸嘴吸纸和放纸,吸嘴与第二气缸的伸缩杆固定连接,吸嘴位于收集槽47的上方,压纸杆46与电机45的输出轴连接且垂直于电机45的输出轴,压纸杆46位于收集槽47的侧面,压纸杆46用于压住收集槽47内的短纸带。
[0038]
当待整理的短纸带被运输到压纸杆46上方时,压纸杆46处于将收集槽47 中的已整理短纸带压住的状态,气泵吸气,吸嘴将待整理短纸带吸住。电机45 驱动压纸杆46转动以使压纸杆46不再阻挡待整理短纸带进入收集槽47,然后第二气缸的伸缩杆伸长,被吸嘴吸住的待整理短纸带进入收集槽47。最后气泵吹气,吸嘴对待整理短纸带失去吸力,第二气缸的伸缩杆缩短,电机45驱动压纸杆46转动,压纸杆46重新将收集槽47内的短纸带压住,实现短纸带的整理。
[0039]
吸嘴设有多个,多个吸嘴沿短纸带长度方向均布在收集槽47上方,多个吸嘴通过多口管组与气泵连接,多口管组包括主管和分管,分管设有多个,主管与多个分管一体成型,主管不与分管连接的一端与气泵连通,多个分管不与主管连接的一端分别与多个吸嘴一一对应连接。被输送到纸带收集盒内的短纸带的位置是不统一的,多个吸嘴通过吸力对短纸带的位置进行调整。
[0040]
压纸杆46设有多个,多个压纸杆46沿短纸带长度方向均布在收集槽47侧面,多个
压纸杆46通过连接杆与电机45的输出轴连接,连接杆与电机45的输出轴固定连接且与电机45的输出轴平行设置,多个压纸杆46均与连接杆固定连接。
[0041]
压纸杆46朝向收集槽47槽底的侧面设有压纸板。
[0042]
压纸板由导电物质制成。短纸带上存在着的静电会使纸带收集盒中的短纸带互相产生静电作用,增加短纸带整理的难度。由导电物质(如铜)制得的压纸板可很好地将短纸带上的静电导到空气中。
[0043]
两个导向板相对的侧面还设有平直段,平直段位于切割刃223与导向面222 之间,两个平直段相对设置形成一限位槽。在切割过程中限位槽可对长纸带进行限位,提高切割效果。
[0044]
刀座221内夹设有刀片,刀片位于两个导向面222之间的部分为切割刃223,刀片与刀座221滑动连接。当切割刃223产生过度磨损后,只需要推动刀片,刀片的另一部分刀刃位于两个导向面222之间得到新的切割刃223。当刀片上的刀刃全部过度磨损后,只需抽出刀片替换上新的刀片。
[0045]
实施例2:
[0046]
实施例2与实施例1的不同之处在于,驱动组件21包括第一气缸和与第一气缸的伸缩杆固定连接的第二连接块,第二连接块与刀底固定连接。
[0047]
工作原理:如图1~5所示,气力输送器将长纸条往靠近输送通道的方向输送,当长纸条被输送到需要裁剪的地方时,气力输送器将长纸条吸住,驱动组件21 驱动割纸刀组22平移,两个导向板的导向面222引导长纸条向切割刃223运动。随着切割刃223与长纸带的相向平移运动,切割刃223将长纸带进行快速切割。因切割刃223垂直于长纸带面积最小的侧面进行切割,切割刃223与长纸带的接触面积小,切割效果好。
[0048]
将长纸带切割得到短纸带后,在输送通道(通过吸力或摩擦力)的作用下,短纸条依次从抽纸管、输送通道最后被运输到纸带收集盒中,实现短纸带的回收。
[0049]
当待整理的短纸带被运输到压纸杆46上方时,压纸杆46处于将收集槽47 中的已整理短纸带压住的状态,气泵吸气,吸嘴将待整理短纸带吸住。电机45 驱动压纸杆46转动以使压纸杆46不再阻挡待整理短纸带进入收集槽47,然后第二气缸的伸缩杆伸长,被吸嘴吸住的待整理短纸带进入收集槽47。最后气泵吹气,吸嘴对待整理短纸带失去吸力,第二气缸的伸缩杆缩短,电机45驱动压纸杆46转动,压纸杆46重新将收集槽47内的短纸带压住,实现短纸带的整理。
[0050]
以上仅为本实用新型的优选实施方式而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1