一种管件内配件压入机构的制作方法
1.本实用新型属于机械制造技术领域,特别涉及一种管件内配件压入机构。
背景技术:
2.现有技术中,管件内配件(如配件)的安装时,通过管件一端压入配件,通过管件的另一端作为靠山进行定位,但是在压紧过程中,当管件较长时,管件受力会变形。另外,管件的定位需要通过人工辅助,效率低,并存在安全隐患。
技术实现要素:
3.为了解决现有技术存在的装配配件时管件受力变形的问题,本实用新型提供一种管件内配件压入机构,解决管件压入配件容易受力变形的问题。
4.本实用新型解决其技术问题所采用的技术方案是:
5.一种管件内配件压入机构,包括工作台,所述的工作台上具有用于固定管件位置的定位结构和用于将配件压入到管内的压头,所述的定位结构设置在靠近压头的位置,所述的压头连接有驱动其沿管件轴向往复运动的第一驱动机构。
6.进一步的,所述的定位结构包括若干相互配合夹住管件圆周壁的夹紧组件,所述的夹紧组件包括若干夹持部,至少一个夹持部连接有驱动其向靠近或远离管件方向运动的第二驱动机构。
7.进一步的,所述的夹紧组件包括固定在工作台上的固定夹持部,所述的固定夹座上方设有活动夹持部,所述的第二驱动机构包括夹紧气缸,夹紧气缸的活塞杆与活动夹持部固定连接。
8.进一步的,所述的夹紧气缸连接有气动锁紧装置。通过气动锁紧装置可以给管件提供设定的压力,并在压入过程中保持,夹紧位置靠近压入位置,这样,防止管件在配件压入过程中变形。
9.进一步的,所述的固定夹持部与活动夹持部结构相同,所述的固定夹持部包括主体,所述的主体上设有用于容纳并定位管件的定位槽,定位槽的形状与管件形状相适配。通过定位槽对管件进行定位,接触面积大,定位牢固。
10.进一步的,所述的固定夹持部和/或活动夹持部与管件接触部位设有弹性垫。弹性垫可以对夹紧气缸的加持力起到一定的缓冲,避免压力过大,型材管壁出现变形,使得压入过程出现不顺畅或卡顿现象,同时弹性垫能够防止管件在夹持过程中划伤,还起到一个防护作用,另外,弹性垫增加了活动夹持部与管件之间的摩擦力,避免压入配件过程中管件移动导致配件压不到位。
11.进一步的,所述的弹性垫的材料为泡棉、橡胶或硅胶。
12.进一步的,所述的压头包括用于将预装的配件顶入到管件中的顶柱,顶柱端部具有与配件的中心孔对应的插柱、所述的压头上设有台阶,顶柱进入到管件中设定距离时,台阶抵在管件的端面上。通过台阶对压头的行程进行限位,防止配件顶入越位。
13.进一步的,所述的第一驱动机构包括压紧气缸,压头与压紧气缸的活塞杆固定连接。
14.进一步的,工作台在远离压头的一端还设有辅助支撑部,辅助支撑部与固定夹持部一起对放入的管件进行预支撑定位。
15.有益效果:
16.(1)定位结构设置在靠近压入位置,相比利用管件尾端作为支撑,本专利减小了定位位置与压入位置之间的距离,从而解决了变形的问题;
17.(2)另外,由于变形问题解决了,管件的长度也不再受限制,适用范围广;
18.(3)通过气动锁紧装置可以给管件提供设定的压力,并在压入过程中将管件锁紧,压入过程稳定,防止在碗簧压入时管件移动而导致碗簧压入的位置不能保证;
19.(4)通过设置泡棉、橡胶或硅胶材质的弹性垫,可以对夹紧气缸的加持力起到一定的缓冲,避免压力过大,型材管壁出现变形,使得压入过程出现不顺畅或卡顿现象;
20.(5)另外,弹性垫增加了活动夹持部与管件之间的摩擦力,避免压入配件过程中管件移动导致配件压不到位;
21.(6)同时弹性垫能够防止管件在夹持过程中划伤,还起到一个防护作用;
22.(7)本实用新型不需要人工定位,减轻了工人的安全隐患,同时效率得到了提升。
附图说明
23.为了更清楚地说明本实用新型实施例的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域的普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他附图。
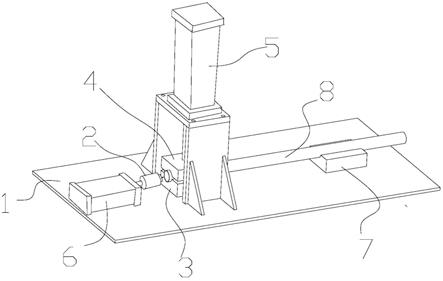
24.图1为本实用新型的管件内配件压入机构的整体结构示意图;
25.图2为固定夹持部和活动夹持部的结构图;
26.图3为压头的结构示意图;
27.图4为压入到管件的碗簧结构图。
28.其中,1、工作台,2、压头,21、顶柱,22,插柱,23、台阶,3、固定夹持部,31、主体,32、定位槽,4、活动夹持部,5、夹紧气缸,6、压紧气缸,7、辅助支撑部,8、管件,9、碗簧,91、碗簧中心孔。
具体实施方式
29.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。以下对至少一个示例性实施例的描述实际上仅仅是说明性的,决不作为对本实用新型及其应用或使用的任何限制。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
30.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本申请的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包
括”时,其指明存在特征、步骤、操作、器件、组件和/或它们的组合。
31.除非另外具体说明,否则在这些实施例中阐述的部件和步骤的相对布置、数字表达式和数值不限制本实用新型的范围。同时,应当明白,为了便于描述,附图中所示出的各个部分的尺寸并不是按照实际的比例关系绘制的。对于相关领域普通技术人员已知的技术、方法和设备可能不作详细讨论,但在适当情况下,所述技术、方法和设备应当被视为授权说明书的一部分。在这里示出和讨论的所有示例中,任何具体值应被解释为仅仅是示例性的,而不是作为限制。因此,示例性实施例的其它示例可以具有不同的值。应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步讨论。
32.在本实用新型的描述中,需要理解的是,方位词如“前、后、上、下、左、右”、“横向、竖向、垂直、水平”和“顶、底”等所指示的方位或位置关系通常是基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,在未作相反说明的情况下,这些方位词并不指示和暗示所指的装置或元件必须具有特定的方位或者以特定的方位构造和操作,因此不能理解为对本实用新型保护范围的限制;方位词“内、外”是指相对于各部件本身的轮廓的内外。
33.为了便于描述,在这里可以使用空间相对术语,如“在
……
之上”、“在
……
上方”、“在
……
上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在
……
上方”可以包括“在
……
上方”和“在
……
下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
34.此外,需要说明的是,使用“第一”、“第二”等词语来限定零部件,仅仅是为了便于对相应零部件进行区别,如没有另行声明,上述词语并没有特殊含义,因此不能理解为对本实用新型保护范围的限制。
35.如图1~4,一种管件内配件压入机构,包括工作台1,工作台1上具有用于固定管件8位置的定位结构和用于将配件压入到管内的压头2,定位结构设置在靠近压头2的位置,压头2 连接有驱动其沿管件8轴向往复运动的第一驱动机构。
36.定位结构包括若干相互配合夹住管件8圆周壁的夹紧组件,夹紧组件包括若干夹持部,至少一个夹持部连接有驱动其向靠近或远离管件8方向运动的第二驱动机构。
37.夹紧组件包括固定在工作台1上的固定夹持部3,固定夹座上方设有活动夹持部4,第二驱动机构包括夹紧气缸5,夹紧气缸5通过安装架固定在工作台1上,夹紧气缸5的活塞杆与活动夹持部4固定连接。
38.夹紧气缸5连接有气动锁紧装置。气动锁紧装置可以是气功锁紧电磁阀。
39.如图2,固定夹持部3与活动夹持部4结构相同,固定夹持部3包括主体31,主体31上设有用于容纳并定位管件8的定位槽32,定位槽32的形状与管件8形状相适配。
40.固定夹持部3和/或活动夹持部4与管件8接触部位设有弹性垫。弹性垫的材料为泡棉、橡胶或硅胶。
41.如图3,压头2包括用于将预装的配件顶入到管件8中的顶柱21,顶柱21端部具有与配件的中心孔对应的插柱22、压头2 上设有台阶23,顶柱21进入到管件8中设定距离时,台阶23 抵在管件8的端面上。
42.第一驱动机构包括压紧气缸6,压头2与压紧气缸6的活塞杆固定连接。夹紧气缸5和压紧气缸6可以共用气体管路,也可以各自具有单独的气体管路。
43.工作台1在远离压头2的一端还设有辅助支撑部7,辅助支撑部7与固定夹持部3一起对放入的管件8进行预支撑定位,辅助支撑部7的结构可以与固定夹持部3结构相同。
44.这里的管件8可以是作为展架的圆管件,也可以应在其他领域,本实用新型的配件为碗簧9,也可以是其他配件。
45.工作原理:
46.先将管件8同时放置在固定夹持部3和辅助支撑部7上,此时管件8端部已经预先装好碗簧9,碗簧9并没有压入,固定夹持部3和辅助支撑部7共同对管件8进行预支撑定位,然后压碗簧9之前通过气动锁紧电磁阀控制夹紧气缸5向下运动,将管件8锁紧,防止在碗簧9压入时管件8移动,导致碗簧9 压入的位置不能保证,管件8锁紧后,压紧气缸5动作,将碗簧9压入到管件8中,压入时,顶柱21的端部与碗簧9的侧面接触并施加压力,插柱22插入到碗簧中心孔91中,插柱22可以与碗簧中心孔91间隙配合,这样便于定位。设计时,根据碗簧9压入的有效深度,设计压头2的台阶23,确保碗簧9压入到设定的深度,通过压头2上的插柱22和结合弹性垫计算出压头2的中心高度,使得压头2的中心与碗簧9的中心线大致在同一水平线上。
47.以上,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1