一种机箱焊接托盘装置的制作方法
1.本实用新型涉及机箱生产技术领域,具体涉及一种机箱焊接托盘装置。
背景技术:
2.目前,机箱的生产模式是:先进行底板电装,在底板电装完成后转运至机装区进行底板装箱,装箱完成后再转至电装人员手中进行后面板的电装工作。在这个流程中存在着两次转运和生产流程上的等待浪费,不仅如此,底板在装箱后其重量和体积都有所增加,使得搬运耗力,给后续的工作带来不便;且在搬运过程中容易损伤机箱表面的油漆,在焊接过程中产生的多余物也很容易掉入底板和箱体的缝隙中,极难清理,一些无法清理的部位存在着多余物残留的风险,给产品带来质量隐患。
3.上述现有机箱的生产模式中,机箱的机装和电装间的工序衔接直接导致在这两个工序间形成转运和相互间等待的问题,因此,设计一种机箱焊接托盘装置来消除转运和等待的浪费、提高机箱生产效率以及产品的质量是十分必要的。
技术实现要素:
4.有鉴于此,本实用新型提出一种机箱焊接托盘装置,可使机箱在底板不装箱的情况下进行后面板的电装及电装检验工作,消除了转运和等待的浪费,为实现机箱流水作业提供基础。
5.为达到上述技术目的,本实用新型采用的技术方案是:
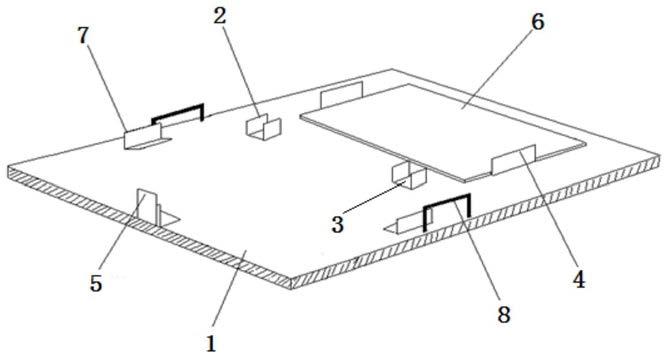
6.一种机箱焊接托盘装置,用于平放机箱的底板与后面板,所述装置包括托盘本体,所述托盘本体的表面分为底板放置区和后面板放置区,在所述底板放置区和后面板放置区之间的间隙中设有定位挡块,所述定位挡块上开设有走线槽,所述走线槽的两端分别朝向底板和后面板,所述底板放置区上设有用于固定底板的底板挡板,所述后面板放置区上设有用于固定后面板的后面板挡板。
7.优选的,所述定位挡块的数量为2个,每个所述定位挡块的宽度与所述底板放置区和后面板放置区之间的间距相等,该距离为依据底板装箱时的状态,将底板和后面板平放,测量出此时底板和后面板之间的间距值即为定位挡块的宽度。
8.优选的,所述底板挡板对称设置在底板的两侧,所述底板放置区上且位于两个所述底板挡板之间设置防护海绵垫。
9.优选的,所述后面板挡板的数量为一个或多个,所述后面板挡板与所述定位挡块相对设置。
10.进一步优选的,所述后面板放置区上且位于所述后面板以下设有多个用于找平的后面板垫板,使得所述后面板保持水平放置。
11.所述托盘本体的一组对边上分别设有把手,以方便整个装置的转运。
12.另外,所述的托盘本体为铝板制作,所述定位挡块、底板挡板、后面板挡板、防护海绵垫及后面板垫板为塑料制作,所述定位挡块、底板挡板、后面板挡板、防护海绵垫及后面
板垫板粘接在托盘本体上。
13.与现有技术相比,本实用新型的有益效果为:
14.本实用新型设计的一种机箱焊接托盘装置,应用于机箱的生产过程中,将底板与后面板平放在托盘本体上,并通过各自的挡板进行固定定位,底板与后面板之间的间距为依据底板装箱时的状态,将底板和后面板平放的间距,并且通过制作与该间距等宽的定位挡块设置在二者之间,可保证底板与后面板之间的走线位置;使用该装置将底板与后面板平放后,使得机箱底板在不用装箱的情况下就能进行后盖板的电装及电装检验工作,避免了来回的搬运和等待,也避免了在搬运过程中对机箱外观的损伤;同时,减少了机箱在电装过程中的重量和体积,便于操作,电装完成后也方便清理,避免多余物的残留,从而避免质量隐患,提高生产效率,也为实现机箱流水作业提供基础。
附图说明
15.图1为本实用新型机箱焊接托盘装置的整体结构示意图;
16.图2为将机箱的底板和后面板放置于本实用新型装置上的结构示意图。
17.附图中具体标记为:
[0018]1‑
托盘本体、2
‑
定位挡块,3
‑
走线槽,4
‑
底板挡板,5
‑
后面板挡板,6
‑
防护海绵垫,7
‑
后面板垫板,8
‑
把手,9
‑
底板,10
‑
后面板。
具体实施方式
[0019]
以下结合附图对本实用新型的优选实施例进行说明,应当理解,此处所描述的优选实施例仅用于说明和解释本实用新型,并不用于限定本实用新型。
[0020]
请一并参阅图1
‑
2所示,本实施提供一种机箱焊接托盘装置,用于机箱的生产过程中平放机箱的底板9与后面板10,该装置由铝板制成的托盘本体1、各个塑料挡块及防护海绵垫6组成,具体为:所述托盘本体1的表面分为底板放置区和后面板放置区,在所述底板放置区和后面板放置区之间的间隙中设有定位挡块2,所述定位挡块2上开设有走线槽3,所述走线槽3的两端分别朝向底板9和后面板10,所述底板放置区上设有用于固定底板的底板挡板4,所述后面板放置区上设有用于固定后面板的后面板挡板5。
[0021]
具体的,所述底板放置区和后面板放置区之间的间距为依据底板装箱时的状态,将底板和后面板平放测出此时两者间的距离,即为底板放置区和后面板放置区之间的间距,在本实施例中该间距为3cm。
[0022]
具体的,本实施例中所述定位挡块2的数量为2个,每个所述定位挡块2的宽度与所述底板放置区和后面板放置区之间的间距相等,也是3cm,本实施例的定位挡块2由塑料制作而成,其高度为4cm,宽度为3cm,所述走线槽3贯穿所述定位挡块2设置,所述走线槽3的宽度为3.5cm。
[0023]
具体的,本实施例中,所述底板挡板4的数量为2个,2个底板挡板4对称设置在底板9的两侧,将底板9居中平放以嵌入的方式放置在两个底板挡板4之间,以可以自由的放置和拿取为适宜,本实施例中底板挡板4的高度为4cm,宽度为11cm。
[0024]
本实施例中,所述后面板挡板5的数量为一个,所述后面板挡板5设置在与所述定位挡块2相对的位置上,将后面板10居中平放以嵌入的方式放置在定位挡块2和后面板挡板
5之间,以可以自由的放置和拿取为适宜,本实施例中所述后面板挡块5的高度为3.5cm,宽度为1.5cm。
[0025]
具体的,根据机箱底板9和后面板10的大小和重量选取相应的托盘本体1的材料及规格,要求具有一定的硬度,且重量尽量要轻,本实施例中选取2mm厚的铝板来制作托盘本体1,所述托盘本体1的长度为55cm、宽度为46cm,厚度为2mm。进一步地,为为解决机箱底板9与铝制的托盘本体1直接接触会造成损伤,在所述底板放置区上且位于两个所述底板挡板4之间贴上一块大小合适的防护海绵垫6,然后将底板9放置于防护海绵垫6上;为解决后面板10由于有器件的存在高度不一致而无法放平的问题,在所述后面板放置区上且位于所述后面板10以下垫上两个后面板垫板7。
[0026]
进一步地,所述后面板垫板7的高度为2.5cm,宽度为11.5cm。
[0027]
另外,为了方便转运整个装置,所述托盘本体1的一组对边上分别安装有两个把手8。
[0028]
需要说明的是,本实施例中所述定位挡块2、底板挡板4、后面板挡板5、防护海绵垫6及后面板垫板7是分别粘接在所述托盘本体1的表面上的,所述定位挡块2、底板挡块4、后面板挡板5和后面板垫板7的数量也不仅仅局限于本实施例中所选取的数量,以实际需求灵活设置。
[0029]
本实施例提供的一种机箱焊接托盘装置的使用过程为:
[0030]
机箱底板9电装完成后,将底板9和后面板10放入托盘本体1上相对应的底板放置区和后面板放置区内,底板9和后面板10紧贴定位挡块2放置,将底板9的电缆进行梳理和捆扎,依次从定位挡块2上的走线槽3出线,拉至相对应的插座进行捆扎便可对后面板10进行电装工作。
[0031]
其中,在整个操作过程中,底板9和后面板10都处于平放状态,且重量只有原来工艺中重量的四分之一,便于操作和在操作过程中调整位置。
[0032]
在焊接完成后需要进行转运至下一工序时,可拿着把手8很轻松转至下一工序;在进行检验时,直接将底板9和后面板10从两端向中间立起就可进行检验,在以前的工艺模式下检验时,由于箱体有一定的深度,光线较差,底板上的插针又很多而且很密,使得检验很费力,有时需要拿着手电筒照明进行检验,而使用本实用新型的装置,避免了上述问题,操作简单方便,且发现问题时便于更改。
[0033]
综上,本实用新型提供的一种机箱焊接托盘装置,主要是为了避免机箱机装与电装间的交叉作业,从而使机箱在生产流程上实现连续作业,为机箱实现流水作业解决了关键问题。本装置减少了产品作业过程中的整体重量,使作业变得轻便,节省人力搬运的消耗;避免了带箱体作业将机箱表面油漆损伤的现象;同时,检验时无物体遮挡,检测点直观清晰,便于操作;箱体外作业便于清理,减少多余物残留,提高产品质量,实现生产流程整体得到简化,提高生产效率的目的。
[0034]
说明书中未阐述的部分均为现有技术或公知常识。本实施例仅用于说明该实用新型,而不用于限制本实用新型的范围,本领域技术人员对于本实用新型所做的等价置换等修改均认为是落入该实用新型权利要求书所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1