定日镜中心盘快速装夹装置的制作方法
1.本实用新型涉及一种工装夹具,尤其是定日镜加工中使用的快速装夹装置。
背景技术:
2.钢结构支架作为定日镜反射镜的承载结构,其尺寸的准确度直接决定了定日镜装配成型的质量和使用寿命,而中心盘处于整个钢结构支架的中心,所有的支臂、檩条均以中心盘作为定位的基础,中心盘的定位质量,直接决定了整个钢结构支架的尺寸准确性,定日镜的钢结构支架包括中心盘,以中心盘为中心呈放射状布置有多条支臂,其中长、短支臂交错布置,以中心盘为中心呈同心多边形布置有多条檩条,各檩条固定在所述的长、短支臂上。中心盘上还连接有一尾座,与尾座连接的短支臂为加强短支臂。
3.目前,定日镜钢结构的装配的效率要求越来越高,为实现中心盘在吊装定位夹紧的过程必须做到吊装快速、定位准确,迫切需要一种可用于定日镜中心盘的快速装夹装置。
技术实现要素:
4.本实用新型所要解决的技术问题是提供一种可提高定日镜钢结构的装配效率的定日镜中心盘快速装夹装置。
5.本实用新型解决其技术问题所采用的技术方案是:定日镜中心盘快速装夹装置,所述定日镜中心盘包括中心盘及其尾座,所述装夹装置包括底座平面,底座平面上分别设置有由同一控制开关控制的中心盘定位组件和尾座定位组件,中心盘定位组件用于中心盘的圆心定位,尾座定位组件用于支撑尾座和中心盘的水平定位。
6.所述中心盘定位组件包括定位卡爪和中心盘夹持机构,定位卡爪包括通过卡爪基座支撑在底座平面上的至少三个卡爪立板,各卡爪立板以垂直于底座平面的定位轴线上的一点为圆心同心布置,卡爪立板面向圆心的一侧依次布置有调整垫和耐磨导向块。
7.所述中心盘夹持机构包括第一摆动夹持气缸和与第一摆动夹持气缸连接的压头,由第一摆动夹持气缸摆动控制压头的转动,从而压头压紧或释放。
8.所述压头朝向各卡爪立板所限定的圆周面的一侧依次布置有调整垫片和压垫。
9.所述尾座定位组件包括支撑斜面板和尾座限位板,所述支撑斜面板上螺纹连接有呈三角形布置的三颗尾座调整螺钉。
10.所述尾座定位组件还包括布置在支撑斜面板两侧的尾座夹持机构,所述尾座夹持机构包括一对左右布置的第二摆动夹持气缸和与第二摆动夹持气缸连接的夹头,由第二摆动夹持气缸摆动控制夹头的转动,从而夹头夹紧或释放。
11.所述底座平面上还设置有檩条定位组件,檩条定位组件包括一对立柱,立柱上连接有可绕立柱手动旋转的檩条支撑板,檩条支撑板上连接有檩条定位块,檩条定位块上螺纹连接有定位块调整螺钉,定位块紧固螺钉将檩条定位块固定在檩条支撑板上,檩条支撑板的端部还设置有手动肘夹。
12.所述檩条支撑板通过水平固定销及安装座与立柱连接,安装座限定所述檩条支撑
板由平行于立柱且位于安装座下部的位置旋转至垂直于立柱的位置及旋转复位。
13.所述立柱上安装有传感器,传感器在所述檩条支撑板旋转复位时发出信号。
14.所述立柱上安装有短支臂限位板。
15.本实用新型的有益效果是:定位可靠,提高了定日镜钢结构组装的效率和组装的精度,装夹快速、占用空间小、操作方便,有效的提高了钢结构支架的整体装配效率和合格率,方便控制加工节拍。
附图说明
16.图1是定日镜钢结构支架的示意图。
17.图2是本实用新型定日镜中心盘快速装夹装置的轴测图一(安装中心盘)。
18.图3是本实用新型定日镜中心盘快速装夹装置的轴测图二(未安装中心盘)。
19.图4是本实用新型定日镜中心盘快速装夹装置的主视图。
20.图5是本实用新型定日镜中心盘快速装夹装置的俯视图。
21.图6是图5的a
‑
a剖视图。
22.图7是图5的b
‑
b剖视图。
23.图中标记为:1
‑
中心盘,2
‑
尾座,3
‑
长支臂,4
‑
短支臂,5
‑
檩条,6
‑
加强短支臂,100
‑
底座平面,110
‑
控制开关,120
‑
传感器,200
‑
中心盘定位组件,210
‑
定位卡爪,211
‑
卡爪基座,212
‑
卡爪立板,213
‑
调整垫,214
‑
耐磨导向块,220
‑
第一摆动夹持气缸,221
‑
压头,222
‑
调整垫片,223
‑
压垫,300
‑
尾座定位组件,310
‑
支撑斜面板,320
‑
尾座调整螺钉,330
‑
第二摆动夹持气缸,331
‑
夹头,340
‑
尾座限位板,400
‑
檩条定位组件,410
‑
立柱,420
‑
安装座,430
‑
水平固定销,440
‑
檩条支撑板,450
‑
檩条定位块,451
‑
定位块调整螺钉,452
‑
定位块紧固螺钉,453
‑
菱形定位销,454
‑
圆柱定位销,460
‑
手动肘夹,500
‑
短支臂限位板。
具体实施方式
24.下面结合附图和实施例对本实用新型进一步说明。
25.如图1所示,定日镜的钢结构支架包括中心盘1,以中心盘1为中心呈放射状布置有多条支臂,其中长支臂3、短支臂4交错布置,以中心盘1为中心呈同心多边形布置有多条檩条5,各檩条5固定在所述的长支臂3、短支臂4上,其中与中心盘1的尾座2连接的短支臂称为加强短支臂6。
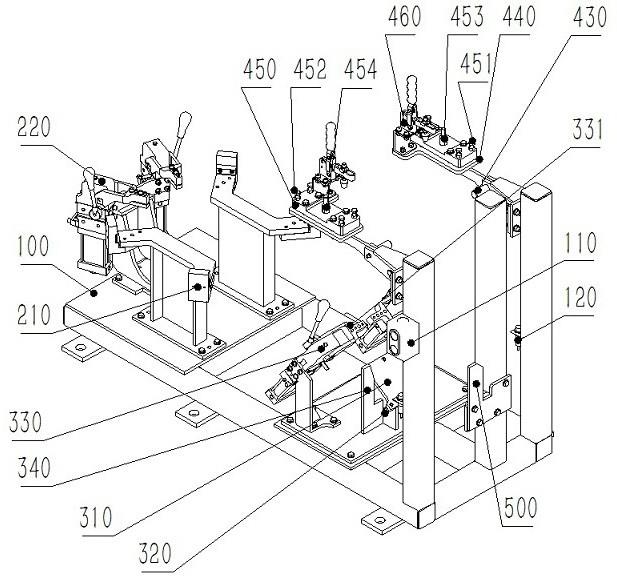
26.如图2~图7所示,本实用新型的定日镜中心盘快速装夹装置包括底座平面100,底座平面100上分别设置有由同一控制开关110控制的中心盘定位组件200和尾座定位组件300,中心盘定位组件200用于中心盘1的圆心定位,尾座定位组件300用于尾座2的支撑和中心盘1的水平定位。
27.本实用新型所称上下左右,指将底座平面100置于水平且其位于最下方位置时,底座平面100上其余零部件的相对位置关系。
28.实施例:
29.如图1~图7所示,本实用新型的定日镜中心盘快速装夹装置,所述装夹装置的底座平面100上分别设置有中心盘定位组件200和尾座定位组件300。
30.中心盘定位组件200包括定位卡爪210和中心盘夹持机构,定位卡爪210包括通过
卡爪基座211支撑在底座平面100上的四个卡爪立板212,各卡爪立板212以垂直于底座平面100的定位轴线上的一点为圆心同心布置,卡爪立板212面向圆心的一侧依次布置有调整垫213和耐磨导向块214,定位卡爪210用于中心盘1的圆心定位,调节调整垫213的厚度可调节中心盘1的圆心在中心盘定位组件200上的位置,耐磨导向块214为楔形块,以耐磨材料制作,用于吊装工件时自动导向,中心盘夹持机构包括第一摆动夹持气缸220和与第一摆动夹持气缸220连接的压头221,压头221朝向各卡爪立板212所限定的圆周面的一侧依次布置有调整垫片222和压垫223,配合尾座定位组件300对中心盘1水平程度的调节,能在所述调节后保持夹紧中心盘1,由第一摆动夹持气缸220摆动控制压头221的转动,从而压头221压紧或释放以固定或释放中心盘1。
31.尾座定位组件300包括支撑斜面板310和尾座限位板340,用于支撑尾座2,所述支撑斜面板310上螺纹连接有呈三角形布置的三颗尾座调整螺钉320,通过旋入或旋出尾座调整螺钉320调节其相对于支撑斜面板310的高度,可调整中心盘1放置后的水平角度,实现中心盘1的水平定位。
32.在支撑斜面板310两侧,呈左右布置有一对第二摆动夹持气缸330和夹头331,由第二摆动夹持气缸330摆动控制夹头331的转动,从而夹头331夹紧或释放以固定或释放尾座2。
33.底座平面100上还设置有檩条定位组件400,所述檩条定位组件400包括一对立柱410,两立柱410上均固定连接有安装座420,檩条支撑板440铰接在安装座420上,并通过水平固定销430与安装座420连接,安装座420限定所述檩条支撑板440由平行于立柱410且位于安装座420下部的位置旋转至垂直于立柱410的位置及旋转复位,立柱410上安装有传感器120,传感器120在所述檩条支撑板440旋转复位时发出信号。
34.檩条支撑板440上连接有檩条定位块450,檩条定位块450上螺纹连接有定位块调整螺钉451,定位块紧固螺钉452将檩条定位块450固定在檩条支撑板440上,檩条支撑板440的端部还设置有手动肘夹460,檩条5通过两头的檩条定位块450定位,由手动肘夹460固定。可通过檩条定位块450上的定位块紧固螺钉452和定位块调整螺钉451独立调整其水平位置、垂直位置甚至是旋转倾斜等姿态。其调节方式是:松开定位块紧固螺钉452,使得檩条定位块450定位处于自由状态,定位块调整螺钉451是安装于檩条定位块450上并顶住檩条支撑板440的,调整檩条定位块450四角的定位块调整螺钉451,即可调整5檩条定位块450的姿态,从而调整檩条5相对于中心盘1的位置,调整完成后使用定位块紧固螺钉452锁紧檩条定位块450,其中一个立柱410上的檩条定位块450上设置有菱形定位销453,另一个立柱410上的檩条定位块450上设置有圆柱定位销454,可以消除因檩条制造误差或环境温度变化带来的定位尺寸的偏移对装配的影响,确保了檩条能够快速、准确的安装定位。
35.第一摆动夹持气缸220和第二摆动夹持气缸330均由同一控制开关110控制,同时动作以夹紧或释放工件,从而可实现中心盘1的快速装夹。第一摆动夹持气缸220和第二摆动夹持气缸330可选用市售成熟产品,例如jck系列强力焊接夹紧气缸。
36.其工作过程如下:中心盘1由行车吊起,从定位卡爪210上方缓慢落下,放置在定位卡爪210上后,由第一摆动夹持气缸220对中心盘1进行固定,在下落过程中,由定位卡爪210定位导向,同时,中心盘1尾部由尾座定位组件300的尾座限位板340导向,使得中心盘1正确放置在本快速装夹装置的正中心。通过调整完成的卡爪立板212与耐磨导向块214之间的调
整垫213的厚度,限定中心盘1的位置。通过调整完成的尾座定位组件300的尾座调整螺钉320限定中心盘1放置后的水平角度,短支臂限位板500用于限定中心盘的水平回转。
37.待中心盘1放置完成后,人工按下控制开关110,第一摆动夹持气缸220和第二摆动夹持气缸330动作,将中心盘1及尾座2固定夹紧。由此可开始有序的安装加强短支臂6、各长支臂3、短支臂4及檩条5,各支臂及最内侧的檩条5安装完成后,解除手动肘夹460的紧固状态,取下水平固定销430,檩条支撑板440向下旋转复位,避免此处与安装完成后的钢结构支架形成干涉,复位后传感器120发出信号到控制系统。钢结构全部安装完成后,本快速装夹装置可根据控制系统的信号,自动释放第一摆动夹持气缸220的压头221和第二摆动夹持气缸330的夹头331。之后,中心盘可以竖直向上,脱离本实施例的快速装夹装置。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1