多功能平口钳
1.本发明涉及一种平口钳,特别是一种多功能平口钳。
背景技术:
2.平口钳是机械加工制造中用来夹持工件的通用夹具,现有的平口钳一般包括基座、固定钳口、活动钳口、丝杆,基座上设置有滑轨,活动钳口与滑轨滑动连接,固定钳口固定在基座上,活动钳口上固定有螺母,丝杆穿过螺母后通过轴承固定在基座上。这种平口钳存在以下不足之处:由于固定钳口在夹紧工件时是用于定位,一旦将基座固定住,固定钳口的位置也是固定,其定位面就不能随意调整了;但在实际使用过程中,尤其是在数控机床上,在使用多功能精密平口钳定位时就需要调整基座的位置,从而使固定钳口的定位面与工件贴合,而调整基座的位置非常不方便,给工人的操作带来很大的不便,大大影响了加工效率。
3.授权公告号为cn209903010u的发明专利公开了“一种柔性多功能自定心平口钳”,该平口钳具有以下不足之处:(1)不能快速夹紧,即使在t形槽上方的钳口能快速移动贴近工件后,还需要拧紧两端的两个第一螺栓后,仍然通过传统的丝杆机构,转动丝杆才能使得工件夹紧。由于必须确保拧紧两个第一螺栓才能夹紧,这样既费力又不能确保工件是否被夹紧;(2)整个平口钳只能绕z轴旋转,旋转还得靠人工强烈的干预,虽设计成圆形方便旋转但太耗费体力和时间。
4.授权公告号为cn212470612u的发明专利公开了“新型精密多面快速平口钳可快速更换式柔性钳口结构”,该平口钳仍具有以下不足之处:(1)在夹紧定位的过程中需要使用卡位销,使得吊件固定在卡位孔中间,每次夹紧都需要操作,仍非常麻烦和耗费时间;(2)该钳口结构只具有1个自由度,只能绕着y轴旋转。旋转的角度有限,只有在夹台转动0/90
°
/-90
°
才能快速锁定,其他角度就需要标准杆搭在待计算后的高度的量块上才能实现,而需要不同高度的量块非常麻烦。
技术实现要素:
5.本发明要解决的技术问题是:提供一种多功能平口钳,以解决现有技术存在的工件位置调整不方便、影响加工效率、不能快速夹紧工件的问题。
6.解决上述技术问题的技术方案是:一种多功能平口钳,包括用于定位夹紧工件的钳口机构,所述的钳口机构包括钳口基座、固定钳口、滑动钳口;所述的固定钳口固定在钳口基座顶部的一端,滑动钳口与钳口基座顶部的另一端滑动配合;所述的滑动钳口通过快速夹紧机构夹紧工件;所述的多功能平口钳还包括用于调节摆动角度和前后左右方向微调移动的中间摆动移动机构、用于旋转定位的旋转底座,所述的钳口机构安装在中间摆动移动机构上,中间摆动移动机构安装在旋转底座上。
7.本发明的进一步技术方案是:所述的快速夹紧机构包括底部锁块、半球形零件、紧固螺栓,所述的底部锁块由位于下部的凸轮端和位于上部的圆柱端一体构成,底部锁块的凸轮端向前倾斜安装于设在钳口基座中部的凸轮滑行槽中;底部锁块的圆柱端两侧分别设有定位柱,且圆柱端内部还设有螺纹孔;所述的滑动钳口中部设有向前倾斜的半球形零件安装通孔,所述的半球形零件安装在该半球形零件安装通孔内;所述的紧固螺栓倾斜穿过半球形零件与底部锁块的螺纹孔通过螺纹连接在一起;所述的钳口基座在前后两侧还分别设有若干个圆弧槽卡口,该圆弧槽卡口与所述的定位柱相配合。
8.本发明的进一步技术方案是:所述的固定钳口、滑动钳口在相对一端分别与用于定位不同形状形面件轮廓的柔性钳头模块相连接;所述的柔性钳头模块包括柔性钳头基座、钳头旋钮、若干个顶针组件、上下压板、左右压板、盖板;所述的柔性钳头基座分别安装在固定钳口、滑动钳口相对的一端,所述上下压板分别安装在柔性钳头基座的上、下端内部,左右压板分别安装在柔性钳头基座的左、右侧内部,盖板安装在柔性钳头基座的内侧,且盖板上设有与若干个顶针组件相配合的顶针组件安装孔;所述的钳头旋钮分别通过螺纹安装在柔性钳头模块的上端、左侧、右侧,钳头旋钮的螺纹末端分别顶紧在上下压板和左右压板上;所述的若干个顶针组件分别按规律排列安装在盖板的顶针组件安装孔内。
9.本发明的进一步技术方案是:所述的顶针组件包括方形锁紧杆、推杆、复位弹簧,所述的推杆前端为与工件相接触的球形接触头或锥形接触头或方形接触头,复位弹簧套接在推杆的中部,推杆的后端通过螺纹与方形锁紧杆连接,方形锁紧杆按规律排列在所述盖板的顶针组件安装孔内。
10.本发明的进一步技术方案是:所述的钳口机构还包括移动固定钳口,该移动固定钳口包括中间组件、侧板,中间组件的内端安装有各种用于夹紧工件的夹头;中间组件通过位于两侧的拧紧螺栓连接侧板,侧板底部具有凸钩,并通过该凸钩钩住钳口基座。
11.本发明的进一步技术方案是:所述的钳口机构还包括增高块,该增高块分别安装在滑动钳口、中间组件上。
12.本发明的再进一步技术方案是:所述的中间摆动移动机构包括钳身基座、圆轴座、轴套座;钳身基座沿其长度方向设有凹形通槽,钳口基座的底部位于该凹形通槽内并与该凹形通槽滑动配合;凹形通槽的两侧壁沿顶部还连接有“7”字形的定位块,定位块的侧面连接有向凹形槽内提供夹紧力的定位螺栓;钳身基座的底部沿宽度方向设有两端向上弯折的异形凹槽,并在异形凹槽的上方设有t形槽,该t形槽内安装有通过内六角螺丝连接钳身基座和圆轴座的t形块;所述的圆轴座顶部设有t形凸台ⅲ,该t形凸台ⅲ与异形凹槽滑动配合;圆轴座的两端分别设有圆轴;所述轴套座分别位于钳身基座底部的左右两侧,且该轴套座与圆轴座的圆轴转动连接,并通过锁轴机构锁紧,轴套座的底端与所述的旋转底座固定连接。
13.本发明的再进一步技术方案是:所述的轴套座上还设置有锁轴块安装槽;所述的锁轴机构包括锁轴块、锁轴旋钮,锁轴块安装在轴套座的锁轴块安装槽内,并通过紧固件与轴套座紧固连接,锁轴块上端中部设有圆轴安装孔,并在锁轴块顶端中部至圆轴安装孔顶端中部之间设有一道开口槽,还沿圆轴安装孔上半部的周围设有刻度线;所述的锁轴旋钮通过螺纹旋紧安装在锁轴块的一侧。
14.本发明的更进一步技术方案是:所述的旋转底座包括基础底座、上旋转盘、下旋转
盘、两个棘爪、转动杆、弹簧、推力球轴承;所述的基础底座包括底板、固定安装在底板上的基座,基座内设有轴承安装孔,并在轴承安装孔外周由内至外分别设有下旋转盘安装环形槽、转动杆安装环形槽;基座上还设有缺口,并在缺口顶端安装有挡片;所述的推力球轴承一端安装在下旋转盘上,推力球轴承别一端安装在基础底座的轴承安装孔内;下旋转盘安装在基础底座的下旋转盘安装环形槽内,下旋转盘的顶端与上旋转盘的底部固定连接;上旋转盘的顶部与所述的轴套座固定连接,且上旋转盘的顶面上设有刻度线;所述的转动杆由转动环以及杆件构成,转动环安装在基础底座的转动杆安装环形槽内,所述的杆件伸出基座的缺口外,且杆件上分别安装有连接杆ⅰ和连接杆ⅱ;所述的连接杆ⅰ分别与两个棘爪的一端连接,两个棘爪的另一端与下旋转盘的转动齿轮相啮合;所述的弹簧一端分别连接在两个棘爪上,弹簧另一端分别连接在连接杆ⅱ上。
15.由于采用上述结构,本发明之多功能平口钳与现有技术相比,具有以下有益效果:1.工件位置调整方便本发明包括钳口机构、中间摆动移动机构、旋转底座,钳口机构用于定位夹紧工件,中间摆动移动机构用于调节摆动角度和前后左右方向微调移动,旋转底座用于旋转定位;所述的钳口机构安装在中间摆动移动机构上,中间摆动移动机构安装在旋转底座上。因此,本发明通过中间摆动移动机构可以实现调节摆动角度和前后左右方向微调移动,通过旋转底座可以实现旋转定位。整个平口钳可以实现四个自由度的调整,包括x、y轴移动和绕z、y轴的旋转,且在移动时是在凹槽内进行的,不会因为受力较大而出现倾覆;在旋转范围内是无级调节的,便于控制各种旋转角度。因此,本发明可使工件位置调整比较方便,大大增加工件的加工范围。
16.具体地:本发明的钳口机构包括钳口基座、固定钳口、滑动钳口、柔性钳头模块;中间摆动移动机构包括钳身基座、圆轴座、轴套座;旋转底座包括基础底座、上旋转盘、下旋转盘、两个棘爪、转动杆、弹簧、推力球轴承。
17.(1)可实现前后左右移动调节本发明钳口机构的钳口基座安装在中间摆动移动机构的钳身基座上并可以前后进行移动,中间摆动移动机构的圆轴座和钳身基座可以实现左右移动调节,因此,本发明在两个垂直的方向上均可以实现移动,以增加工件的加工范围。
18.(2)可实现上下摆动定位本发明中间摆动移动机构的圆轴座可在锁轴块中旋转,当旋转的合适的角度时,只要扭紧锁轴旋钮就可以固定住整个钳身。因此,本发明在加工中可实现前后两个方向的摆动,以增加工件的加工范围。
19.(3)可实现旋转定位本发明位于底部的旋转底座可以通过上旋转盘、下旋转盘、推力球轴承实现角度的调节与定位。
20.2. 加工效率高本发明通过中间摆动移动机构可以实现调节摆动角度和前后左右方向微调移动,通过旋转底座可以实现旋转定位,可使工件位置调整比较方便,大大提高加工效率。
21.此外,与其他普通平口钳采用丝杆的原理不同,本平口钳采用快速夹紧机构可实现快速夹装,该快速夹紧机构包括底部锁块、半球形零件、紧固螺栓。当工件定位好后,先推
动滑动钳口上的夹头贴近工件表面,此时快速夹紧机构的底部锁块两侧的定位柱在钳口基座上的圆弧槽卡口之间快速移动;等滑动钳口上的夹头和工件完全接触后,底部锁块两侧的定位柱必定会卡在钳口基座的某个圆弧槽卡口里面;这样就实现了粗调动作。如果要进一步实现夹紧工件,就拧紧安装在滑动钳口上的紧固螺栓,使得滑动钳口受到沿紧固螺栓的轴向力,把轴向力分解可以得出水平分力和垂直分力,在水平分力的作用下底部锁块下部的凸轮端便会推动滑动钳口向工件方向移动,如此只要拧紧紧固螺栓就可以夹紧工件,完成精调动作。另外,底部锁块下部采用凸轮结构设计可以防止与钳口基座产生摩擦从而减少误差。这种结构解决了普通平口钳装夹时间过长、精度差的缺点。
22.本发明通过快速夹紧机构便可保证工件夹紧,并且快速夹紧机构的使用与拆卸十分便捷,大大提高劳动效率,减少了劳动强度,从而提高生产效率。
23.3.可实现快速夹紧本发明的滑动钳口通过快速夹紧机构来夹紧工件,该快速夹紧机构包括底部锁块、半球形零件、紧固螺栓,其中底部锁块由位于下部的凸轮端和位于上部的圆柱端一体构成。本发明利用该底部锁块的凸轮结构,其调节行程大且速度快,可以快速移动滑动钳口贴紧工件完成粗调,再拧紧紧固螺栓实现微调动作;而且固定钳口是通过螺栓固定在钳身上,可保证只要滑动钳口的紧固螺栓拧紧就能保证工件夹紧。另外,凸轮结构可加长调节的行程,从而可实现无级调节,精度更高。
24.4.夹紧动作可靠本发明在夹紧工件上不同于传统样式,而是采用凸轮结构的快速夹紧机构设计,此设计优化了传统结构。本发明的快速夹紧机构利用底部锁块两侧的定位柱卡住钳口基座的圆弧槽卡口和利用紧固螺栓对底部锁块进行锁定,实现台钳的夹紧,其结构更加紧凑,可靠性高,加工工件时,不易松动,大大减少了其损坏率,使平口钳具有更加长久的使用寿命,降低了成本。
25.5.可根据不同形状的工件进行拆卸与组合本发明的钳口机构采用模块式钳口,模块式钳口的优点是可根据不同形状的工件进行拆卸与组合,如:(1)钳口基座上的滑动钳口和固定座钳口可与不同的柔性钳口模块进行组合。
26.(2)可同时安装多个移动固定钳口,使得在滑动钳口与多个移动固定钳口和固定钳口之间,实现多工位的定位与夹紧。
27.(3)钳口基座上的滑动钳口和移动固定钳口可通过增高模块,以适应不同高度工件的夹紧。
28.(4)在滑动钳口和固定钳口上可安装柔性钳口模块和夹头;在移动固定钳口中也可在两侧安装夹头,在滑动钳口和移动固定钳口的增高模块也可以安装夹头。这些夹头可根据实际需要安装需要的夹头,就可以实现多功能的装夹。
29.6. 可装夹各种不规则的工件本发明的采用的柔性钳头模块包括柔性钳头基座、钳头旋钮、若干个顶针组件、上下压板、左右压板、盖板;其中,各顶针组件在复位弹簧的作用下可以自由伸缩活动,对不同形面的工件,顶针组件都可自适应与之充分接触,从而可装夹过硬和较软材料的工件。另外,在工件的形状方面,本发明还可根据不同形面的工件换成与之相适应的顶针组件,以增
强定位的稳定性。因此,本发明可装夹各种不规则的甚至曲面、异形的、普通平口钳夹不了的工件,极大的拓宽了平口钳的可夹持工件范围。
30.此外,本发明的钳口基座、钳身基座还可拆卸,并且固定简单,可组合多个平口钳实现组合台面,装夹超长零件,异形零件等等。
31.7.通用性高、成本低本发明通过燕尾槽快速更换夹头,可根据需要安装v型夹头和柔性夹头、刚性夹头,以达到有效夹持的目的。同时,还可不局限于工件材料的硬度,形状方面(如:过硬和较软材料的工件,圆柱形或圆筒形工具件等等),只需进行调试,更换夹块,便可完成加工所需,其通用性高,而且无需制造特殊工件的夹具,大大降低了加工成本。
32.此外,本发明还可夹持大型工件;或者进行多夹操作,夹紧两个或以上工件进行加工,如果工件过大还可以进增加钳口,为在大批量生产中的节省了一定夹装时间。
33.下面,结合附图和实施例对本发明之多功能平口钳的技术特征作进一步的说明。
附图说明
34.图1:实施例一所述本发明之多功能平口钳的立体结构示意图,图2:实施例一所述钳口机构的立体结构示意图,图3:实施例一所述钳口机构的主视剖视图,图4:图3的俯视图,图5:实施例一所述钳口基座的结构示意图,图6:实施例一所述固定钳口的结构示意图,图7:实施例一所述滑动钳口的结构示意图,图8:实施例一所述快速夹紧机构的底部锁块结构示意图,图9:实施例一所述柔性钳头模块的结构示意图,图10:实施例一所述柔性钳头基座的结构示意图,图11:实施例一所述盖板的结构示意图,图12:实施例一所述顶针组件的结构示意图,图13:实施例一所述方形锁紧杆的结构示意图,图14:实施例一所述推杆的结构示意图,图15:实施例一所述推杆另一种形式的结构示意图,图16:实施例一所述推杆再一种形式的结构示意图,图17:实施例一所述中间摆动移动机构的结构示意图之一,图18:实施例一所述中间摆动移动机构的结构示意图之二(从另一方向看),图19:实施例一所述钳身基座的结构示意图,图20:实施例一所述圆轴座的结构示意图,图21:实施例一所述轴套座的结构示意图,图22:实施例一所述t形块的结构示意图,图23:实施例一所述钳身基座与圆轴座之间的连接结构示意图,图24:实施例一所述锁轴块的结构示意图,图25:实施例一所述旋转底座的结构示意图,
图26:实施例一所述旋转底座的爆炸图,图27:去掉上旋转盘后的旋转底座的结构示意图,图28:图27的俯视图,图29:图28的a-a剖视图,图30:实施例一所述基础底座的结构示意图,图31:实施例一所述转动杆的结构示意图,图32:实施例二所述钳口机构的结构示意图,图33:实施例二所述移动固定钳口的结构示意图,图34:实施例三所述钳口机构的结构示意图;在上述附图中,各附图标记说明如下:1-钳口机构,11-钳口基座,111-t型凸台ⅰ,112-圆弧槽卡口,113-凸轮滑行槽,12-固定钳口,13-滑动钳口,131-半球形零件安装通孔,14-快速夹紧机构, 141-底部锁块,1411-凸轮端,1412-圆柱端,1413-定位柱,142-半球形零件,143-紧固螺栓,15-柔性钳头模块,151-柔性钳头基座,1511-t型凸台ⅱ,152-钳头旋钮,153-顶针组件,1531-方形锁紧杆,1532-推杆,15321-球形接触头,15322-锥形接触头,15323-方形接触头,1533-复位弹簧,154-上下压板,155-左右压板,156-盖板,1561-顶针组件安装孔,16-移动固定钳口,161-中间组件,1611-燕尾槽ⅲ,162-侧板,1621-凸钩,163-拧紧螺栓,17-增高块,18-固定夹头,19-固定块,2-中间摆动移动机构,21-钳身基座,211-凹形通槽,212-异形凹槽,213-t形槽,22-圆轴座,221-t形凸台ⅲ,222-圆轴,23-轴套座,231-锁轴块安装槽,24-定位块,25-定位螺栓,26-t形块, 261-内六角螺栓,27-锁轴机构, 271-锁轴块,2711-圆轴安装孔,2712-开口槽,272-锁轴旋钮,3-旋转底座,31-基础底座,311-底板,312-基座,3121-轴承安装孔,3122-下旋转盘安装环形槽,3123-转动杆安装环形槽,3124-缺口,3125-挡片,32-上旋转盘,33-下旋转盘,34-棘爪,
35-转动杆,351-转动环,352-杆件,353-连接杆ⅰ,354-连接杆ⅱ,36-弹簧,37-推力球轴承。
具体实施方式
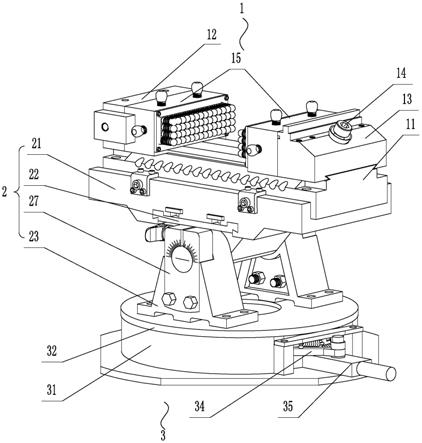
35.实施例一:一种多功能平口钳,该平口钳适用于柔性装夹模式,如图1所示,包括用于定位夹紧工件的钳口机构1、用于调节摆动角度和前后左右方向微调移动的中间摆动移动机构2、用于旋转定位的旋转底座3,所述的钳口机构1安装在中间摆动移动机构2上,中间摆动移动机构2安装在旋转底座3上。
36.所述的钳口机构1包括钳口基座11、固定钳口12、滑动钳口13;所述的钳口基座11顶部沿长度方向设有t型凸台ⅰ111,固定钳口12、滑动钳口13的底部分别设有与t型凸台ⅰ111相配合的燕尾槽ⅰ;所述的固定钳口12通过燕尾槽ⅰ套接在钳口基座11的t型凸台ⅰ111一端,并通过螺栓固定连接在一起;所述的滑动钳口13通过燕尾槽ⅰ与钳口基座11的t型凸台ⅰ111另一端滑动配合、并通过快速夹紧机构14夹紧定位;所述的快速夹紧机构14包括底部锁块141、半球形零件142、紧固螺栓143,所述的底部锁块141由位于下部的凸轮端1411和位于上部的圆柱端1412一体构成,底部锁块141的凸轮端1411向前倾斜安装于设在钳口基座11中部的凸轮滑行槽113中;底部锁块141的圆柱端1411两侧分别设有定位柱1413,且圆柱端141内部还设有螺纹孔;所述的滑动钳口13中部设有向前倾斜的半球形零件安装通孔131,所述的半球形零件142安装在该半球形零件安装通孔131内;所述的紧固螺栓143倾斜穿过半球形零件142与底部锁块141的螺纹孔通过螺纹连接在一起;所述的钳口基座11在前后两侧还分别设有若干个圆弧槽卡口112,该圆弧槽卡口112与所述的定位柱1413相配合。
37.所述的固定钳口12、滑动钳口13在相对一端分别与用于定位不同形状形面件轮廓的柔性钳头模块15相连接;该柔性钳头模块15包括柔性钳头基座151、钳头旋钮152、若干个顶针组件153、上下压板154、左右压板155、盖板156;所述的柔性钳头基座151 端部设有t型凸台ⅱ1511,固定钳口12、滑动钳口13相对的端部分别设有燕尾槽ⅱ,柔性钳头基座151通过t型凸台ⅱ分别固定连接在固定钳口12、滑动钳口13的燕尾槽ⅱ内,且固定钳口12还通过固定块19与柔性钳头基座151紧固连接;所述上下压板154分别安装在柔性钳头基座151的上、下端内部,左右压板155分别安装在柔性钳头基座151的左、右侧内部,盖板156安装在柔性钳头基座151的与t型凸台ⅱ1511相对一侧,且盖板156上设有与若干个顶针组件153相配合的顶针组件安装孔1561;所述的钳头旋钮152分别通过螺纹安装在柔性钳头模块15的上端、左侧、右侧,钳头旋钮152的螺纹末端分别顶紧在上下压板154和左右压板155上;通过钳头旋钮152顺时针转动给予上下压板的压力而延伸到左右压块上使其增大摩擦力从而使得柔性钳头夹紧工件进行加工,所述的若干个顶针组件153分别按规律排列安装在盖板156的顶针组件安装孔1561内。
38.所述的顶针组件153包括方形锁紧杆1531、推杆1532、复位弹簧1533,所述的推杆1532前端为与工件相接触的球形接触头15321(参见图14),复位弹簧1533套接在推杆1532的中部,安装该复位弹簧的目的是省去钳头装夹工件后还需手动复原钳头位置的时间并且
避免工件表面出现凹痕;推杆1532的后端通过螺纹与方形锁紧杆1531连接,方形锁紧杆1531按规律排列在所述盖板156的顶针组件安装孔1561内。方形锁紧杆1531采用方形的目的是在多根锁紧杆相叠加时互相配合通过工件与上下左右压板的压力从而限制自身移动达到锁紧工件目的。
39.当然,与工件相接触的推杆1532前端也可以为锥形接触头15322(参见图15)或方形接触头15323(参见图16)。
40.所述的中间摆动移动机构2包括钳身基座21、圆轴座22、轴套座23;钳身基座21沿其长度方向设有凹形通槽211,钳口基座11的底部位于该凹形通槽211内并与该凹形通槽211滑动配合;凹形通槽211的两侧壁沿顶部还连接有“7”字形的定位块24,定位块24的侧面连接有向凹形槽211内提供夹紧力的定位螺栓25;钳身基座21的底部沿宽度方向设有两端向上弯折的异形凹槽212,并在异形凹槽212的上方设有t形槽213,该t形槽213内安装有通过内六角螺栓261连接钳身基座21和圆轴座22的t形块26;所述的圆轴座22顶部设有t形凸台ⅲ221,该t形凸台ⅲ221与异形凹槽212滑动配合;圆轴座22的两端分别设有圆轴222;所述轴套座23分别位于钳身基座21底部的左右两侧,且该轴套座23与圆轴座22的圆轴222转动连接,并通过锁轴机构27锁紧,轴套座23的底端与所述的旋转底座3固定连接。
41.所述的轴套座23上还设置有锁轴块安装槽231;所述的锁轴机构27包括锁轴块271、锁轴旋钮272,锁轴块271安装在轴套座23的锁轴块安装槽231内,并通过紧固件与轴套座23紧固连接,锁轴块271上端中部设有圆轴安装孔2711,并在锁轴块271顶端中部至圆轴安装孔2711顶端中部之间设有一道开口槽2712,还沿圆轴安装孔2711上半部的周围设有刻度线;所述的锁轴旋钮272通过螺纹旋紧安装在锁轴块271的一侧。
42.所述的旋转底座3包括基础底座31、上旋转盘32、下旋转盘33、两个棘爪34、转动杆35、弹簧36、推力球轴承37;所述的基础底座31 包括底板311、固定安装在底板311上的基座312,基座312内设有轴承安装孔3121,并在轴承安装孔3121外周由内至外分别设有下旋转盘安装环形槽3122、转动杆安装环形槽3123;基座312上还设有缺口3124,并在缺口3124顶端安装有挡片3125;所述的推力球轴承37一端安装在下旋转盘33上,推力球轴承37别一端安装在基础底座31 的轴承安装孔3121内;下旋转盘33安装在基础底座31的下旋转盘安装环形槽3122内,下旋转盘33的顶端与上旋转盘32的底部固定连接;上旋转盘32的顶部与所述的轴套座23固定连接,且上旋转盘32的顶面上设有刻度线;所述的转动杆35由转动环351以及杆件352构成,转动环351安装在基础底座31的转动杆安装环形槽3123内,所述的杆件352伸出基座312的缺口3124外,且杆件352上分别安装有连接杆ⅰ353和连接杆ⅱ354;所述的连接杆ⅰ353分别与两个棘爪34的一端连接,两个棘爪34的另一端与下旋转盘33的转动齿轮相啮合;所述的弹簧36一端分别连接在两个棘爪34上,弹簧36另一端分别连接在连接杆ⅱ354上。
43.本实施例一所述多功能平口钳实现动作过程如下:1.夹紧动作过程:当工件定位好后,先推动滑动钳口13上的夹头贴近工件表面,此时快速夹紧机构14的底部锁块141两侧的定位柱1413,在钳口基座11上的圆弧槽卡口112之间快速移动;等滑动钳口13上的夹头和工件完全接触后,底部锁块141两侧的定位柱1413必定会卡在钳口基座11的某个圆弧槽卡口112里面;这样就实现了粗调动作。如果要进一步实现夹紧工件,
就拧紧安装在滑动钳口13上的紧固螺栓143,使得滑动钳口13受到沿紧固螺栓143的轴向力,把轴向力分解可以得出水平分力和垂直分力,在水平分力的作用下滑动钳口13便会向工件方向移动,如此只要拧紧紧固螺栓143就可以夹紧工件,完成精调动作。
44.柔性钳头模块定位动作如果需要装夹球面、斜面等不规则工件时,普通的平口钳是很难装夹或装夹不牢固。本发明在固定钳口12和滑动钳口13前端分别连接有柔性钳头模块15,柔性钳头模块15上设有56个顶针组件153。这种模式适用于装夹不规则、异形等类型零件,也可以装夹普通的零件。
45.(1)夹紧:将不规则的工件放在滑动钳口13和固定钳口12上安装的柔性钳头模块15之间,手动推动滑动钳口13往前移动,使得柔性钳头模块15上的56个顶针组件153,通过复位弹簧1533和往前的推力作用下,自动调整柔性钳头基座151内推杆1532的移动距离使得球形接触头15321与装夹的不规则工件的面多个通过点效接触,(而且接触头是球面,能够达到点接触),然后拧紧柔性钳头模块15上面和两个侧面的钳头旋钮152,使得柔性钳头基座151内的上下、左右压板上下左右移动,各块压板在力的作用下使得按规律排列的56个方形锁紧杆1531相互接触,在压力和摩擦力作用下锁紧,防止推杆移动。
46.(2)松开:松开安装在滑动钳口13上的紧固螺栓143,用力使整个滑动钳口13往后移动,实现松开夹紧,松开柔性钳头模块15上面和两个侧面的钳头旋钮152,使得上下、左右压板与方形锁紧杆1531脱离接触,柔性钳头基座151里面的56个顶针组件153在复位弹簧1533的作用下移动,自动复位。
47.前后、左右移动中间摆动移动支座2主要由钳身基座21、圆轴座22和轴套座23组成;钳口基座11可以在钳身基座21上前后滑动到一段距离,并且固定下来;并且钳身基座21与钳口基座11成一个整体在圆轴座22上左右移动一段距离,可实现钳口基座11的前后左右移动,弥补钳口基座11只能固定在钳身基座21一端不可移动的缺点。
48.工作过程:本中间摆动移动支座2可实现在机加工过程中需要调节工件横向、纵向移动一段距离进行加工的情况,由于钳口基座11是固定在钳身基座21上面,当钳口基座11向前或者向后移动一段距离时,拧紧钳身基座21侧面每个定位块24上的定位螺栓25即可实现钳口基座11在钳身基座21上纵向移动一段距离并能随时固定。需要钳口基座11横向移动时,先拧紧每个定位块24上的定位螺栓25使得钳口基座11固定在钳身基座21上,拧松圆轴座22上t型块26中的内六角螺栓261,然后向左或向右移动钳身基座21到达合适加工横面时,拧紧t型26块中内六角螺栓261达到固定目的。
49.上下摆动在进行加工的时候常常需要工件不只是水平面的加工,也可能是斜面加工,这就需要机加工过程中需要调节工件摆动不同角度进行加工的情况。本发明实现上下摆动的动作过程如下:钳口基座11是固定在钳身基座21面,当钳身基座21摆动时可实现钳口的整体及固定在其中工件的摆动角度。首先松开锁轴旋钮272,旋转圆轴座22摆动到要求的角度,摆动的角度可以通过刻在锁轴块271上的刻度显示出来。再次扳动锁轴旋钮272至与圆轴222平
行状态,旋转锁轴块271内部的螺栓使得2712的间隙缩小,把圆轴座22的圆轴222给锁紧固定;再次扳动锁轴旋钮272至与圆轴垂直状态即可。
50.水平旋转定位当工件需要在水平面某一个角度进行加工时,只需在夹紧工件的基础上通过旋转底座3便可轻松实现。
51.动作过程:下旋转盘33通过安装在基础底座31上的推力球轴承37可以实现旋转;上旋转盘32上方是固定的轴套座23,下方与下旋转盘33之间固定;当旋转定位的时候,即轻掰旋转基础底座31中的转动杆35,使得其上的一个棘爪34可以卡住下旋转盘33的齿轮,另外一边的棘爪34是处于松开状态。这样整个旋转底座3就可以旋转起来。同时可以根据上旋转盘32表面标注的刻度进行旋转,转动合适的角度后把转动杆35旋转到中间位置,此时双棘爪34是都锁住下旋转盘33上的齿轮不让其旋转定位的作用的,达到水平面旋转的角度的目的。
52.实施例二:一种多功能平口钳,该平口钳适用于多工位装夹模式,其结构基本均同实施例一,所不同之处在于:所述的钳口机构1有所不同,如图32所示,所述的固定钳口12、滑动钳口13在相对一端分别与常用的固定夹头18连接,且在固定钳口12、滑动钳口13之间还安装有移动固定钳口16;所述的移动固定钳口16包括中间组件161、侧板162,中间组件161的两侧分别设有燕尾槽ⅲ1611,并通过该燕尾槽ⅲ1611安装各种夹头,如固定夹头18;中间组件161通过位于两侧的拧紧螺栓163连接侧板162,侧板162底部具有凸钩1621,并通过该凸钩1621钩住钳口基座1的t型凸台ⅰ111。
53.本实施例二所述移动固定钳口的工作原理如下:移动固定钳口16是由中间组件161、侧板162组成,中间组件161两侧燕尾槽ⅲ1611可安装各种夹头,移动固定钳口16可以在钳口基座11上滑动到任意位置,并且固定下来。可实现多个工位装夹模式和增高装夹模式,弥补固定钳口12只能固定在钳口基座11一端的缺点。
54.工作过程:中间组件161上通过螺钉连接侧板162,侧板162上面的凸钩1621钩住了钳口基座11上的t型凸台ⅰ111,使移动固定钳口16不会脱离钳口基座11,但是又可以在上面滑动。当工件需要装夹时,先滑动移动固定钳口16到合适的位置进行工件的定位;当定位好了以后,拧紧中间组件161上两边的螺栓,使得侧板162受到向中间的力;在两边都受力的情况下,侧板162便会牢牢地夹紧钳口基座11的t型凸台ⅰ111上;移动固定钳口16便固定在钳口基座11上,接下来即可以进行滑动钳口13的夹紧。
55.本实施例二所述钳口机构的工作原理如下:本发明在钳口基座11的两端安装滑动钳口13和固定钳口12,在中间可以安装一个或者多个移动固定钳口16。这种模式适用于装夹多个同类型零件,也可以装夹需要多工步加工工件,为加工节省了大量的时间。
56.动作过程:(1)先移动滑动钳口12和移动固定钳口,(移动固定钳口的移动参考所述移动固定钳口的工作原理),使得要加工的多个工件在钳口基座11先得以定位。
57.(2)在工件被以上三个钳口定位好后,把紧固螺钉143拧紧(参考实施例一所述夹紧工作原理),实现对工件的粗调、微调夹紧的过程。
58.(3)进行加工。
59.实施例三:一种多功能平口钳,该平口钳适用于增高装夹模式,用于装夹大型的、其他组合模式装夹的工件。本实施例三所述多功能平口钳的结构基本均同实施例二,所不同之处在于:所述的钳口机构1有所不同,如图34所示,本实施例三的钳口机构1不包括有固定钳口12;且在滑动钳口13、移动固定钳口16的中间组件161顶端还连接有增高块17,增高块17为常用技术。
60.作为本实施例三的一种变换,所述增高块17也可以安装夹头。
61.本实施例三所述钳口机构的工作原理如下:(1)先移动滑动钳口13和移动固定钳口16,固定住移动固定钳口16(参考本实施例二所述移动固定钳口的工作原理);先使得要加工的工件在钳口基座11先得以定位。
62.(2)在工件被以上两个钳口定位好后,把紧固螺钉143拧紧(参考实施例一中的夹紧工作原理),实现对工件的粗调、微调夹紧的过程。
63.(3)进行加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1