一种带式输送机更换托辊装置的制作方法
1.本实用新型属于带式输送机技术领域,特别是涉及一种带式输送机更换托辊装置。
背景技术:
2.原料输送带是钢铁及采矿业关键输送设备,针对带式输送机停机更换托辊的检修,由于带式输送机长期运行托辊磨损严重,为了避免刮伤皮带,托辊需进行定期检修更换。因为这种上料钢丝皮带非常重, 尤其是突发故障更换托辊时皮带上余料配重较大,因此皮带张紧力非常大。如先清理皮带上的矿料,再用常规的人工抬升皮带的方法很难实现托辊的快速更换,并且操作过程耗时费力,效率低下,甚至会影响恢复生产。
技术实现要素:
3.本实用新型的目的在于提供一种带式输送机更换托辊装置,利用杠杆原理解决了更换托辊时皮带上余料配重较大,皮带张紧力大,皮带抬升困难,无法快速更换托辊的问题。能够快速更换托辊,使托辊更换时间缩短了30%,确保了快速恢复生产供料检修。
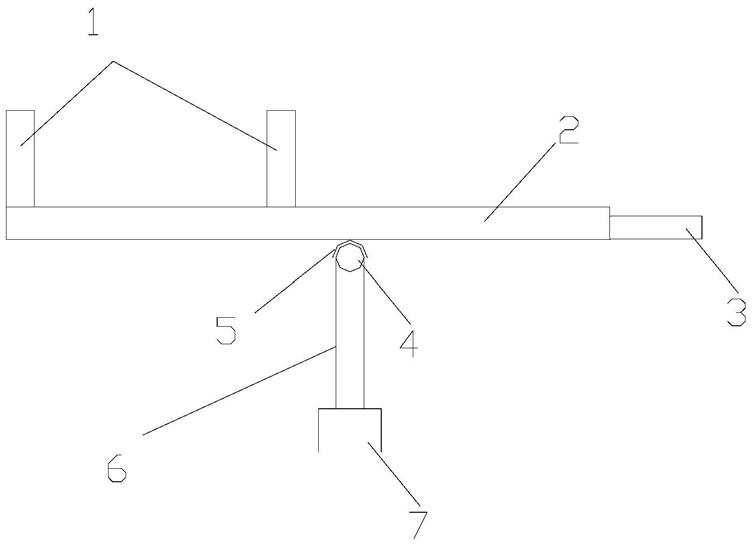
4.本实用新型包括:托辊卡座1、杠杆架2、握柄3、球形支撑轴头4、球形支撑轴座5、支架6、卡座7。托辊卡座1焊接在杠杆架2 上,握柄3与杠杆架2焊接,球形支撑轴座5焊接在杠杆架2下方,球形支撑轴头4装入球形支撑轴座5内,球形支撑轴头4焊接在支架 6顶部,卡座7焊接在支架6底部。
5.卡座1个(卡在皮带机中间架上用以固定本装置);dn40钢管制成的支架6一根;直径为45mm的钢球一枚用作球型支撑轴头4;内径48mm的球碗1个用作球型支撑轴座5;∠50*5mm等边角钢,1.2 米长焊接dn25钢管作为杠杆架2及握柄3;两根40*5mm扁钢压弯制成的托辊卡座1两个。
6.使用方法:使用时将本装置卡座卡在所需更换托辊的托辊支架右侧皮带机中间架上,将托辊卡座1放在所需更换托辊下方并将托辊卡住,检修人员握住杠杆架握柄向下用力将托辊翘起待托辊中间轴脱离托辊支架卡槽时向右侧方向移动托辊,拆除托辊。按照相反步骤安装新托辊。
附图说明
7.图1为本装置正视图。
8.图2为本装置侧视图。
9.图中,托辊卡座1、杠杆架2、握柄3、球形支撑轴头4、球形支撑轴座5、支架6、卡座7、所需更换的托辊8。
具体实施方式
10.本实用新型包括:托辊卡座1(2件)、杠杆架2(1件)、握柄 3(1件)、球形支撑轴头4
(1件)、球形支撑轴座5(1件)、支架6(1件)、卡座7(1件)。托辊卡座1焊接在杠杆架2上,握柄 3与杠杆架2焊接,球形支撑轴座5焊接在杠杆架2下方,球形支撑轴头4装入球形支撑轴座5内,球形支撑轴头4焊接在支架6顶部,卡座7焊接在支架6底部。
11.托辊卡座1为40*5mm扁钢压弯制成。
12.杠杆架2用∠50*5mm等边角钢制作,长1.2m。
13.握柄3为dn25钢管制作。
14.球形支撑轴头4为直径为45mm的钢球。
15.球形支撑轴座5为内径48mm的钢制球碗。
16.支架6为dn40钢管制作。
17.卡座7为8#槽钢制作。
18.将本装置卡座卡在所需更换托辊的托辊支架右侧皮带机中间架上,将托辊卡座放在所需更换托辊下方并将托辊卡住,检修人员握住杠杆架握柄向下用力将托辊翘起待托辊中间轴脱离托辊支架卡槽时向右侧方向移动托辊,拆除托辊。按照相反步骤安装新托辊。
技术特征:
1.一种带式输送机更换托辊装置,其特征在于,包括,托辊卡座(1)、杠杆架(2)、握柄(3)、球形支撑轴头(4)、球形支撑轴座(5)、支架(6)、卡座(7);托辊卡座(1)焊接在杠杆架(2)上,握柄(3)与杠杆架(2)焊接,球形支撑轴座(5)焊接在杠杆架(2)下方,球形支撑轴头(4)装入球形支撑轴座(5)内,球形支撑轴头(4)焊接在支架(6)顶部,卡座(7)焊接在支架(6)底部。2.根据权利要求1所述的带式输送机更换托辊装置,其特征在于,托辊卡座(1)为40*5mm扁钢压弯制成。3.根据权利要求1所述的带式输送机更换托辊装置,其特征在于,杠杆架(2)为∠50*5mm等边角钢,长1.2m。4.根据权利要求1所述的带式输送机更换托辊装置,其特征在于,握柄(3)为dn25钢管带式输送机更换托辊装置。5.根据权利要求1所述的带式输送机更换托辊装置,其特征在于,球形支撑轴头(4)为直径45mm的钢球。6.根据权利要求1所述的带式输送机更换托辊装置,其特征在于,球形支撑轴座(5)为内径48mm的钢制球碗。7.根据权利要求1所述的带式输送机更换托辊装置,其特征在于,支架(6)为dn40钢管制作。8.根据权利要求1所述的带式输送机更换托辊装置,其特征在于,卡座(7)为8#槽钢制作。
技术总结
一种带式输送机更换托辊装置,属于皮带机检修技术领域。包括,托辊卡座(1)、杠杆架(2)、握柄(3)、球形支撑轴头(4)、球形支撑轴座(5)、支架(6)、卡座(7);托辊卡座(1)焊接在杠杆架(2)上,握柄(3)与杠杆架(2)焊接,球形支撑轴座(5)焊接在杠杆架(2)下方,球形支撑轴头(4)装入球形支撑轴座(5)内,球形支撑轴头(4)焊接在支架(6)顶部,卡座(7)焊接在支架(6)底部。优点在于,能够快速更换托辊,使托辊更换时间缩短了30%,确保了快速恢复生产供料检修。确保了快速恢复生产供料检修。确保了快速恢复生产供料检修。
技术研发人员:李桂意 张文超 李建辉 张辉
受保护的技术使用者:北京首钢建设集团有限公司
技术研发日:2021.03.04
技术公布日:2022/1/14
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1