一种直三通接头与输液软管的组装夹具
一种直三通接头与输液软管的组装夹具
[技术领域]
[0001]
本实用新型涉及输液软管与直三通接头的组装设备,尤其涉及一种直三通接头与输液软管的组装夹具。
[
背景技术:
]
[0002]
医用pvc直三通接头在医疗耗材组件中起到连接、转接的作用。医用pvc直三通接头可用于一次性使用塑料血袋,医用pvc直三通接头在使用前需要将输液软管插入到直三通接头的内孔中组装并粘接。
[0003]
直三通接头的一端为单孔,另一端为平行布置的双孔,采用机械化组装输液软管需要先将直三通接头用夹具固定,组装好的直三通接头与输液软管的产品还要便于机械手从夹具中取出。
[
技术实现要素:
]
[0004]
本实用新型要解决的技术问题是提供一种便于机械化组装输液软管并便于机械手取出组装产品的直三通接头与输液软管的组装夹具。
[0005]
为了解决上述技术问题,本实用新型采用的技术方案是,一种直三通接头与输液软管的组装夹具,包括机架、直三通接头的放置座、第五三杆气缸和压块,放置座固定在机架上,放置座的顶部包括直三通接头的放置槽和振动盘轨道的托板,托板沿y轴方向布置在所述放置槽的前方,高度低于放置槽;放置槽底面的中部包括与放置座后面连通的凹槽,放置槽后端的两侧各包括一块向上凸起的挡板,放置槽沿x轴方向的两端各包括一条向上凸起的突边;第五三杆气缸竖直地固定在放置座的后方,压块固定在第五三杆气缸活塞杆的顶部;压块包括两个钩头,钩头的头部向y轴方向伸出;第一钩头头部的底面为平面,第二钩头头部的底面包括弧形的凹槽。
[0006]
以上所述的组装夹具,包括直三通接头与输液软管组装产品的取出机构,取出机构包括第六直线模组、气动取件夹和第六三杆气缸、第六直线模组沿y轴方向布置,第六三杆气缸竖直地固定在第六直线模组的滑块上,气动取件夹安装在第六三杆气缸活塞杆的顶部;气动取件夹朝向放置座的上部,位于放置座沿y轴方向的正后方。
[0007]
以上所述的组装夹具,第六直线模组包括第七单杆气缸和第九直线导轨副,第九直线导轨副的导轨和第七单杆气缸分别沿y轴方向固定在机架上;第六三杆气缸竖直地固定在第九直线导轨副的滑块上,第七单杆气缸的活塞杆与第九直线导轨副的滑块连接。
[0008]
以上所述的组装夹具,气动取件夹包括上下布置的两个夹头和第六手指气缸,上下两个夹头沿y轴方向的后端分别固定在第六手指气缸的上下两个手指上,第六手指气缸固定在第六三杆气缸活塞杆的顶部;所述的两个夹头各包括三个夹片,中间夹片的宽度小于压块两个钩头的间距和放置座凹槽的宽度,两侧夹片夹片间的间距大于压块上部的宽度和放置座上部的宽度。
[0009]
以上所述的组装夹具,取出机构包括第八单杆气缸,第八单杆气缸沿y轴方向固定
在机架上,活塞杆朝向第九直线导轨副的滑块,第八单杆气缸的缸径大于第七单杆气缸的缸径。
[0010]
本实用新型组装夹具压块两个钩头的形状便于组装时固定直三通接头;压块两个钩头之间的空间和放置座后部的凹槽便于机械手的产品取件夹插入并取出组装好的产品。
[附图说明]
[0011]
下面结合附图和具体实施方式对本实用新型作进一步详细的说明。
[0012]
图1是本实用新型实施例直三通接头与输液软管的组装夹具的主视图。
[0013]
图2是本实用新型实施例直三通接头与输液软管的组装夹具的俯视图。
[0014]
图3是本实用新型实施例放置座上部的立体图。
[0015]
图4是本实用新型实施例压块的立体图。
[0016]
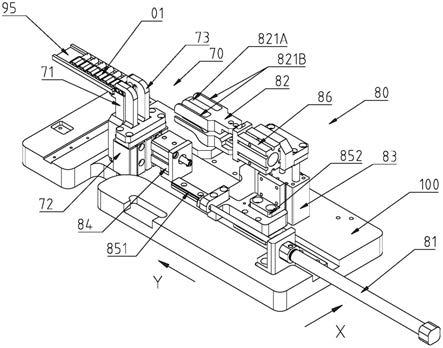
图5是本实用新型实施例直三通接头与输液软管的组装夹具的立体图。
[具体实施方式]
[0017]
本实用新型实施例直三通接头与输液软管的组装夹具的结构如图1至图5所示,包括机架台板100、夹具70和组装产品的取出机构80。
[0018]
夹具70包括直三通接头的放置座71、三杆气缸72、压块73。放置座71固定在机架台板100上,放置座71的顶部包括直三通接头的放置槽711和支承振动盘轨道95的托板712,托板712沿y轴方向布置在放置槽711的前方,高度低于放置槽711。放置槽711底面的中部有一条与放置座71后面连通的凹槽713,放置槽711后端的两侧各有一块向上凸起的挡板714,放置槽711沿x轴方向的两端各有一条向上凸起的突边715。三杆气缸72竖直地固定在放置座71的后方,压块73固定在三杆气缸72活塞杆的顶部。压块73有两个钩头731,钩头731的头部向y轴方向伸出。第一钩头731a头部的底面为平面,第二钩头731b头部的底面有一个弧形的凹槽732。第一钩头731a的头部用来压紧直三通接头的双孔端,第二钩头731b的头部用来压紧直三通接头的单孔端。
[0019]
直三通接头与输液软管组装产品的取出机构80包括直线模组、气动取件夹、三杆气缸83和单杆气缸84。
[0020]
直线模组包括单杆气缸81和直线导轨副85,直线导轨副85的导轨851和单杆气缸81分别沿y轴方向固定在机架台板100上。单杆气缸81的活塞杆与直线导轨副85的滑块852连接。
[0021]
气动取件夹包括上下布置的两个夹头82和手指气缸86,上下两个夹头82沿y轴方向的后端分别固定在手指气缸86的上下两个手指上,气动取件夹的两个夹头82朝向放置座71的上部,位于放置座71沿y轴方向的正后方。
[0022]
手指气缸86固定在三杆气缸83活塞杆的顶部,三杆气缸83竖直地固定在直线导轨副85的滑块852上。
[0023]
两个夹头82各包括三个夹片821,中间夹片821a的宽度小于压块73两个钩头731的间距和放置座71凹槽713的宽度,两侧两块夹片821b之间的间距大于压块73上部的宽度和放置座71上部的宽度,以便气动取件夹的两个夹头82插入到直三通接头的放置座71中。夹头82的中间夹片821a用来夹取直三通接头01,夹头82两侧的夹片821b分别用来夹取插装在
直三通接头01两端的输液软管。
[0024]
单杆气缸84沿y轴方向固定在机架台板100上,位于放置座71的前方,单杆气缸84的活塞杆朝向直线导轨副85的滑块852,单杆气缸84的缸径大于单杆气缸81的缸径。
[0025]
本实用新型实施例直三通接头与输液软管的组装夹具的工作过程如下:
[0026]
1)直三通接头01从振动盘轨道95沿y轴的负方向进入到放置座71顶部的放置槽711中,直三通接头01的单孔端朝向x轴的正方向;三杆气缸72的活塞杆收缩,带动压块73下行,压块73第一钩头731a的底面压住直三通接头01的双孔端,第二钩头731b压住直三通接头01的单孔端,将直三通接头01固定在夹具70中。
[0027]
2)单根输液软管插装装置沿x轴的负方向,将单根输液软管插装到直三通接头01单孔端的内孔中;双根输液软管插装装置沿x轴的正方向,将两根输液软管插装到直三通接头01双孔端的两个内孔中,完成输液软管与直三通接头的组装。
[0028]
3)单杆气缸84的活塞杆先伸出,单杆气缸81推动气动取件夹沿y轴正方向运动,当直线导轨副85的滑块852碰到单杆气缸84的活塞杆时,由于单杆气缸84的推力大于单杆气缸81的推力,单杆气缸84的活塞杆将直线导轨副85的滑块852顶住,气动取件夹停止运动,此时气动取件夹的前端正好插入到夹具70中,夹具70中的直三通接头01和插装好的输液软管(图中未示出)位于气动取件夹的上下夹头82之间。
[0029]
4)手指气缸86闭合,气动取件夹的上下夹头82夹住夹具70中的直三通接头01和直三通接头01两端的输液软管;三杆气缸72的活塞杆伸出,带动压块73上升;三杆气缸83的活塞杆先伸出,带动夹住工件的气动取件夹上升,新的一个直三通接头01从振动盘轨道95沿y轴的负方向补充到放置座71顶部的放置槽711中。
[0030]
5)单杆气缸84的活塞杆缩回,单杆气缸81推动气动取件夹及夹住的工件再次沿y轴正方向运动,让出压块73两个钩头下行的空间;三杆气缸72的活塞杆收缩,带动压块73下行,压块73压住新补充的直三通接头01。
[0031]
6)单杆气缸81带动气动取件夹及夹住的工件(产品)沿y轴负方向运动,将组装好的直三通接头01与两端的输液软管从夹具70中取出。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1