一种压装工具和装配工装的制作方法
1.本实用新型涉及压制设备技术领域,具体的,涉及一种压装工具和装配工装。
背景技术:
2.空调器中使用的管温感温包与铜管之间的抱合是通过感温包夹使其紧密线接触的,管温感温包是通过感测铜管温度数据反馈至控制器,所以夹持二者的感温包夹要求与二者需过盈装配,即尺寸与硬度均需走上差。
3.感温包夹硬度要求380
±
25hv,为确保管温感温包与铜管之间的牢固性,感温包夹硬度走上差395hv以上,但由于感温包硬度与尺寸均走上限,线上员工在手动装配感温包夹时,即手动按压到位,无法精确实现感温包夹装配。
4.现有技术中,装配感温包夹时仍采用员工手动装配,使用过程中主要存在以下问题:
5.管温感温包与铜管之间需过盈装配,感温包夹为员工手动按压到位,没有任何的辅助工装,基于硬度与尺寸均走上限(合格范围),装配过程极易困难,员工屡次反馈手痛,可能导致装配过程中存在装配不到位。
6.前期总装生产线出现由于感温包夹尺寸及硬度过盈,员工手动装配时使用更大的力完成装配,导致感温包引线断裂,且装配的管路为压缩机铜管,安装间隙较小,操作人员装配困难。
7.针对现有技术中的问题,本实用新型提供了一种利用杠杆原理完成装配,不仅能够保证装配精度,还能降低工作强度,提高生产效率的压装工具和装配工装。
技术实现要素:
8.针对上述现有技术中的问题,本实用新型提出了一种压装工具和装配工装,利用杠杆原理完成装配,不仅能够保证装配精度,还能降低工作强度,提高生产效率。
9.第一方面,本实用新型提供了一种压装工具,包括工装支撑座、定位部和施力部,所述定位部设置在所述工装支撑座上,用于待装配工件的定位,所述施力部设置在所述工装支撑座上,并能够朝向所述定位部运动,用于对放置在所述定位部上的待装配工件施力,以完成装配。
10.在一个实施方式中,所述工装支撑座包括主体座架和承接架,所述主体座架纵截面为l形结构,所述承接架设置在所述主体座架竖直段上。
11.采用上述实施方式的有益效果是:工装支撑座用于定位部和施力部的固定支撑。
12.在一个实施方式中,所述施力部包括手杆、连接杆和顶杆,所述手杆一端与所述承接架铰接,所述连接杆一端与所述手杆铰接,所述顶杆一端与所述连接杆的另一端铰接,所述顶杆的另一端与上模连接。
13.采用上述实施方式的有益效果是:通过手杆的运动,带动上模上下运动。
14.在一个实施方式中,还包括导套,其设置在所述承接架上,所述顶杆穿设在所述导
套内,所述导套用于所述顶杆的导向,以使所述顶杆能够沿着所述导套的导向方向运动。
15.采用上述实施方式的有益效果是:导套的设置用于顶杆的限位和导向,以使顶杆能够沿着导套的导向方向运动。
16.在一个实施方式中,所述定位部包括下模,所述下模设置在所述主体座架的水平段上,用于待装配工件的定位,其中,所述上模位于所述下模的正上方,所述上模在运动过程中能够与所述下模相配合,以完成待装配工件的装配。
17.采用上述实施方式的有益效果是:通过上模和下模的配合,完成待装配工件的装配。
18.在一个实施方式中,所述下模上设置有若干定位槽,用于若干待装配工件的定位。
19.采用上述实施方式的有益效果是:若干定位槽的设置,用于若干待装配工件的定位。
20.在一个实施方式中,若干所述定位槽为相同规格或不同规格。
21.采用上述实施方式的有益效果是:用于若干相同待装配工件的同时装配,或若干不同待装配工件的同时装配。
22.在一个实施方式中,所述手杆上套设有橡胶套。
23.采用上述实施方式的有益效果是:可防止刮伤人体。
24.在一个实施方式中,所述橡胶套表面设置有若干防滑纹,用于增加摩擦力。
25.采用上述实施方式的有益效果是:防滑纹的设置,增加摩擦力,避免装配过程中手滑。
26.第二方面,本实用新型还提供了一种装配工装,包括上述所述的压装工具。
27.与现有技术相比,本实用新型的优点在于:
28.(1)根据物理杠杆原理,工艺简便,实用性强。
29.(2)操作简单,通过该实用新型可极大提高生产效益,减轻员工的工作疲劳强度,从根本上做到减员增效的目的。
30.(3)极大提高了装配精确度,且不会损伤到待装配工件。
31.上述技术特征可以以各种适合的方式组合或由等效的技术特征来替代,只要能够达到本实用新型的目的。
附图说明
32.在下文中将基于实施例并参考附图来对本实用新型进行更详细的描述。其中:
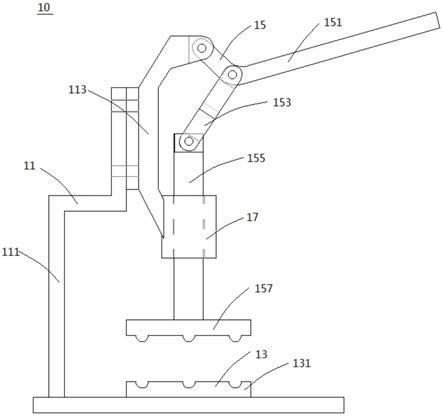
33.图1显示了压装工具的主视图;
34.图2显示了压装工具的仰视图;
35.图3显示了压装工具的侧视图;
36.在附图中,相同的部件使用相同的附图标记。附图并未按照实际的比例。
37.10
‑
压装工具;11
‑
工装支撑座;111
‑
主体座架;113
‑
承接架;13
‑
定位部;131
‑
下模;15
‑
施力部;151
‑
手杆;153
‑
连接杆;155
‑
顶杆;157
‑
上模;17
‑
导套。
具体实施方式
38.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描
述。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。
39.实施例1:
40.如图1
‑
3所示,一种压装工具10,包括工装支撑座11、定位部13和施力部15,定位部13设置在工装支撑座11上,用于待装配工件的定位,施力部15设置在工装支撑座11上,并能够朝向定位部13运动,用于对放置在定位部13上的待装配工件施力,以完成装配。
41.其中,工装支撑座11包括主体座架111,主体座架111纵截面为l形结构。
42.具体的,本实施例中,主体座架111纵截面为l形结构,施力部15设置在主体座架111竖直段上,定位部13设置在主体座架111水平段上,施力部15位于定位部13的正上方,施力部15能够朝向定位部13运动,用于对放置在定位部13上的待装配工件施力,以完成装配。
43.实施例2:
44.如图1
‑
3所示,一种压装工具10,包括工装支撑座11、定位部13和施力部15,定位部13设置在工装支撑座11上,用于待装配工件的定位,施力部15设置在工装支撑座11上,并能够朝向定位部13运动,用于对放置在定位部13上的待装配工件施力,以完成装配。
45.其中,工装支撑座11包括主体座架111和承接架113,主体座架111纵截面为l形结构,承接架113设置在主体座架111竖直段上。
46.具体的,本实施例中,主体座架111纵截面为l形结构,承接架113纵截面为弧状弯折结构,承接架113背离开口的一侧固定在主体座架111竖直段上,施力部15设置在承接架113上,定位部13设置在主体座架111水平段上,施力部15位于定位部13的正上方,施力部15能够朝向定位部13运动,用于对放置在定位部13上的待装配工件施力,以完成装配。
47.实施例3:
48.如图1
‑
3所示,一种压装工具10,包括工装支撑座11、定位部13和施力部15,定位部13设置在工装支撑座11上,用于待装配工件的定位,施力部15设置在工装支撑座11上,并能够朝向定位部13运动,用于对放置在定位部13上的待装配工件施力,以完成装配。
49.其中,工装支撑座11包括主体座架111和承接架113,主体座架111纵截面为l形结构,承接架113设置在主体座架111竖直段上。
50.具体的,本实施例中,主体座架111纵截面为l形结构,承接架113纵截面为弧状弯折结构,承接架113竖直设置,且背离开口的一侧固定在主体座架111竖直段上,施力部15设置在承接架113上,定位部13设置在主体座架111水平段上,施力部15位于定位部13的正上方,施力部15能够朝向定位部13运动,用于对放置在定位部13上的待装配工件施力,以完成装配。
51.其中,施力部15包括手杆151、连接杆153和顶杆155,手杆151一端与承接架113铰接,连接杆153一端与手杆151铰接,顶杆155一端与连接杆153的另一端铰接,顶杆155的另一端与上模157连接。
52.压装工具10还包括导套17,导套17设置在承接架113上,顶杆155穿设在导套17内,导套17用于顶杆155的导向,以使顶杆155能够沿着导套17的导向方向运动。
53.具体的,本实施例中,手杆151的其中一端为弧状弯折结构,手杆151弧状弯折结构的端部与承接架113的上端部铰接,且弧状弯折结构的开口方向朝上。
54.连接杆153为直杆结构,连接杆153的一端与手杆151弧状弯折结构的弯折处铰接,
连接杆153的另一端与顶杆155铰接。
55.导套17竖直设置在承接架113的下端部,顶杆155竖直穿设在导套17内,顶杆155的上端与连接杆153铰接,顶杆155的下端与上模157连接。
56.手动上下扳动手杆151,能够带动顶杆155沿导套17的导向方向上下运动,进而带动上模157上下移动,上模157在向下移动的过程中能够对放置在定位部13上的待装配工件施力,以完成装配。
57.实施例4:
58.如图1
‑
3所示,一种压装工具10,包括工装支撑座11、定位部13和施力部15,定位部13设置在工装支撑座11上,用于待装配工件的定位,施力部15设置在工装支撑座11上,并能够朝向定位部13运动,用于对放置在定位部13上的待装配工件施力,以完成装配。
59.其中,工装支撑座11包括主体座架111和承接架113,主体座架111纵截面为l形结构,承接架113设置在主体座架111竖直段上。
60.具体的,本实施例中,主体座架111纵截面为l形结构,承接架113纵截面为弧状弯折结构,承接架113竖直设置,且背离开口的一侧固定在主体座架111竖直段上,施力部15设置在承接架113上,定位部13设置在主体座架111水平段上,施力部15位于定位部13的正上方,施力部15能够朝向定位部13运动,用于对放置在定位部13上的待装配工件施力,以完成装配。
61.其中,施力部15包括手杆151、连接杆153和顶杆155,手杆151一端与承接架113铰接,连接杆153一端与手杆151铰接,顶杆155一端与连接杆153的另一端铰接,顶杆155的另一端与上模157连接。
62.定位部13包括下模131,下模131设置在主体座架111水平段上,用于待装配工件的定位,其中,上模157位于下模131的正上方,上模157在运动过程中能够与下模131相配合,以完成待装配工件的装配。
63.压装工具10还包括导套17,导套17设置在承接架113上,顶杆155穿设在导套17内,导套17用于顶杆155的导向,以使顶杆155能够沿着导套17的导向方向运动。
64.具体的,本实施例中,手杆151的其中一端为弧状弯折结构,手杆151弧状弯折结构的端部与承接架113的上端部铰接,且弧状弯折结构的开口方向朝上。
65.连接杆153为直杆结构,连接杆153的一端与手杆151弧状弯折结构的弯折处铰接,连接杆153的另一端与顶杆155铰接。
66.导套17竖直设置在承接架113的下端部,顶杆155竖直穿设在导套17内,顶杆155的上端与连接杆153铰接,顶杆155的下端与上模157连接。
67.下模131设置在主体座架111水平段上,上模157位于下模131的正上方,上模157与下模131相匹配,上模157在运动过程中能够与下模131相配合,以完成待装配工件的装配。
68.手动上下扳动手杆151,能够带动顶杆155沿导套17的导向方向上下运动,进而带动上模157上下移动,上模157在向下移动的过程中能够对放置在下模131上的待装配工件施力,以完成装配。
69.实施例5:
70.如图1
‑
3所示,一种压装工具10,包括工装支撑座11、定位部13和施力部15,定位部13设置在工装支撑座11上,用于待装配工件的定位,施力部15设置在工装支撑座11上,并能
够朝向定位部13运动,用于对放置在定位部13上的待装配工件施力,以完成装配。
71.其中,工装支撑座11包括主体座架111和承接架113,主体座架111纵截面为l形结构,承接架113设置在主体座架111竖直段上。
72.具体的,本实施例中,主体座架111纵截面为l形结构,承接架113纵截面为弧状弯折结构,承接架113竖直设置,且背离开口的一侧固定在主体座架111竖直段上,施力部15设置在承接架113上,定位部13设置在主体座架111水平段上,施力部15位于定位部13的正上方,施力部15能够朝向定位部13运动,用于对放置在定位部13上的待装配工件施力,以完成装配。
73.其中,施力部15包括手杆151、连接杆153和顶杆155,手杆151一端与承接架113铰接,连接杆153一端与手杆151铰接,顶杆155一端与连接杆153的另一端铰接,顶杆155的另一端与上模157连接。
74.定位部13包括下模131,下模131设置在主体座架111水平段上,用于待装配工件的定位,其中,上模157位于下模131的正上方,上模157在运动过程中能够与下模131相配合,以完成待装配工件的装配。
75.压装工具10还包括导套17,导套17设置在承接架113上,顶杆155穿设在导套17内,导套17用于顶杆155的导向,以使顶杆155能够沿着导套17的导向方向运动。
76.具体的,本实施例中,手杆151的其中一端为弧状弯折结构,手杆151弧状弯折结构的端部与承接架113的上端部铰接,且弧状弯折结构的开口方向朝上。
77.连接杆153为直杆结构,连接杆153的一端与手杆151弧状弯折结构的弯折处铰接,连接杆153的另一端与顶杆155铰接。
78.导套17竖直设置在承接架113的下端部,顶杆155竖直穿设在导套17内,顶杆155的上端与连接杆153铰接,顶杆155的下端与上模157连接。
79.下模131设置在主体座架111水平段上,下模131上设置有若干定位槽,用于若干待装配工件的定位,其中,若干定位槽为相同规格或不同规格,用于若干相同待装配工件的同时装配,或若干不同待装配工件的同时装配,降低操作人员的工作疲劳强度,提高了工作效率。
80.上模157位于下模131的正上方,上模157上设置有若干与定位槽一一对应的施力槽,上模157在运动过程中,施力槽与定位槽相配合,以对放置在定位槽内的待装配工件施力,完成工件的装配。
81.本实施例中,待装配工件为感温包和感温包夹,装配过程中,将感温包夹放在定位槽内,将感温包放在感温包夹上,手动扳动手杆151,带动上模157向下移动,将感温包压入感温包夹内,完成装配。
82.其中,在上模157向下移动过程中,感温包能够恰好卡在施力槽内,避免施力过程中,感温包偏移,从而提高装配精度。
83.本实用新型制作工艺简单,操作人员上手极快,可操作性强,只需要将感温包及感温包夹放入对应的工位,拉动手杆151即可完成装配,施力槽和定位槽相对应,可对感温包和感温包夹垂直施力,装配精度高。
84.实施例6:
85.如图1
‑
3所示,一种压装工具10,包括工装支撑座11、定位部13和施力部15,定位部
13设置在工装支撑座11上,用于待装配工件的定位,施力部15设置在工装支撑座11上,并能够朝向定位部13运动,用于对放置在定位部13上的待装配工件施力,以完成装配。
86.其中,工装支撑座11包括主体座架111和承接架113,主体座架111纵截面为l形结构,承接架113设置在主体座架111竖直段上。
87.具体的,本实施例中,主体座架111纵截面为l形结构,承接架113纵截面为弧状弯折结构,承接架113竖直设置,且背离开口的一侧固定在主体座架111竖直段上,施力部15设置在承接架113上,定位部13设置在主体座架111水平段上,施力部15位于定位部13的正上方,施力部15能够朝向定位部13运动,用于对放置在定位部13上的待装配工件施力,以完成装配。
88.其中,施力部15包括手杆151、连接杆153和顶杆155,手杆151一端与承接架113铰接,连接杆153一端与手杆151铰接,顶杆155一端与连接杆153的另一端铰接,顶杆155的另一端与上模157连接。
89.定位部13包括下模131,下模131设置在主体座架111水平段上,用于待装配工件的定位,其中,上模157位于下模131的正上方,上模157在运动过程中能够与下模131相配合,以完成待装配工件的装配。
90.压装工具10还包括导套17,导套17设置在承接架113上,顶杆155穿设在导套17内,导套17用于顶杆155的导向,以使顶杆155能够沿着导套17的导向方向运动。
91.具体的,本实施例中,手杆151的其中一端为弧状弯折结构,手杆151弧状弯折结构的端部与承接架113的上端部铰接,且弧状弯折结构的开口方向朝上。
92.连接杆153为直杆结构,连接杆153的一端与手杆151弧状弯折结构的弯折处铰接,连接杆153的另一端与顶杆155铰接。
93.导套17竖直设置在承接架113的下端部,顶杆155竖直穿设在导套17内,顶杆155的上端与连接杆153铰接,顶杆155的下端与上模157连接。
94.下模131设置在主体座架111水平段上,下模131上设置有若干定位槽,用于若干待装配工件的定位,其中,若干定位槽为相同规格或不同规格,用于若干相同待装配工件的同时装配,或若干不同待装配工件的同时装配,降低操作人员的工作疲劳强度,提高了工作效率。
95.上模157位于下模131的正上方,上模157上设置有若干与定位槽一一对应的施力槽,上模157在运动过程中,施力槽与定位槽相配合,以对放置在定位槽内的待装配工件施力,完成工件的装配。
96.本实施例中,待装配工件为感温包和感温包夹,装配过程中,将感温包夹放在定位槽内,将感温包放在感温包夹上,手动扳动手杆151,带动上模157向下移动,将感温包压入感温包夹内,完成装配。
97.其中,在上模157向下移动过程中,感温包能够恰好卡在施力槽内,避免施力过程中,感温包偏移,从而提高装配精度。
98.其中,手杆151上套设有橡胶套,可防止刮伤人体,橡胶套表面设置有若干防滑纹,用于增加摩擦力,避免手滑。
99.实施例7:
100.本实用新型还公开了一种装配工装,包括上述压装工具10。
101.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“底”、“顶”、“前”、“后”、“内”、“外”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
102.虽然在本文中参照了特定的实施方式来描述本实用新型,但是应该理解的是,这些实施例仅仅是本实用新型的原理和应用的示例。因此应该理解的是,可以对示例性的实施例进行许多修改,并且可以设计出其他的布置,只要不偏离所附权利要求所限定的本实用新型的精神和范围。应该理解的是,可以通过不同于原始权利要求所描述的方式来结合不同的从属权利要求和本文中所述的特征。还可以理解的是,结合单独实施例所描述的特征可以使用在其他所述实施例中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1