一种车夹压紧装置的制作方法
1.本实用新型属于工装夹具技术领域,具体涉及一种车夹压紧装置。
背景技术:
2.电机盖在进行加工前,需要进行放置在夹具上并通过压紧后固定,从而保证电机盖在加工过程中始终保持固定状态,确保加工工作的顺利完成。
3.现有压紧机构在连杆机构的带动下压紧或松开工件的定位端,在压紧或松开的过程中,压紧机构上的弹簧存在转动的情况,而由于与弹簧相抵的上下两端面均为固定状态,因此,弹簧在长时间的转动下会出现变形的情况,最终在压紧或松开的过程中,弹簧将会出现卡死的情况,导致压紧机构无法继续正常工作。
技术实现要素:
4.本实用新型是针对现有技术存在的上述问题,提出了一种可避免弹簧变形的车夹压紧装置。
5.本实用新型可通过下列技术方案来实现:
6.一种车夹压紧装置,包括:
7.连杆机构;
8.定位盘,其用于放置工件,所述定位盘设有多个用于支撑工件的支撑件;
9.压紧机构,其一端与所述连杆机构连接且另一端可在所述连杆机构的带动下压紧或松开工件,所述压紧机构包括弹簧以及推力球轴承,所述弹簧的两端分别与所述连杆机构以及所述推力球轴承相抵。
10.作为本实用新型的进一步改进,所述连杆机构包括气缸以及安装板,所述气缸与所述安装板连接并带动所述安装板上下位移。
11.作为本实用新型的进一步改进,所述压紧机构还包括连接轴、压头以及连接块,所述连接轴的一端与所述安装板连接且另一端与所述压头铰接,所述压头用于压紧或松开所述工件,所述连接块套设在所述连接轴上并靠近所述压头。
12.作为本实用新型的进一步改进,还包括铰接片,其两端分别与所述连接块以及所述压头铰接。
13.作为本实用新型的进一步改进,所述弹簧以及所述推力球轴承均套设在所述连接轴上,所述弹簧的两端分别与所述安装板以及所述推力球轴承相抵。
14.作为本实用新型的进一步改进,还包括定位件,其在所述定位盘上设置有多个,所述定位件用以定位工件的安装位置。
15.作为本实用新型的进一步改进,所述连接轴的端部穿过所述安装板并通过螺母固定。
16.作为本实用新型的进一步改进,还包括底座,其与所述定位盘连接,所述安装板位于所述底座内。
17.与现有技术相比,本实用新型具有如下有益效果:
18.1、通过在连接轴上增设推力球轴承,弹簧的两端分别与推力球轴承以及安装板相抵,从而当气缸依次带动安装板、连接轴上下位移的过程中,弹簧可顺畅地进行转动,避免了在长时间运作后,弹簧出现变形甚至卡死的问题,保证了压紧工作的稳定性与可靠性。
19.2、定位盘上设有多个定位件,从而在安装工件时起到定位作用,便于工件的安装,同时也提高了工件加工室的稳定性。
20.3、底座的圆周壁上还设有多个缺口,透过缺口便于观察底座内的安装板、连接轴以及弹簧的工作情况,确保工作的可靠性。
附图说明
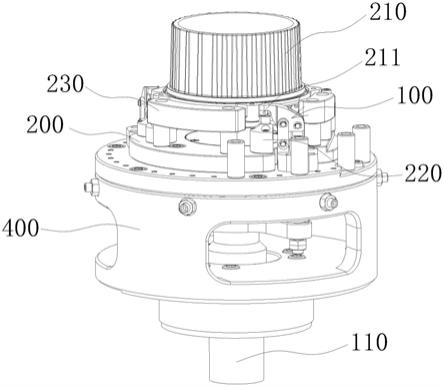
21.图1是本实用新型的车夹压紧装置的结构示意图;
22.图2是本实用新型的压紧机构的结构示意图。
23.图中,100、连杆机构;110、气缸;120、安装板;200、定位盘;210、工件;211、定位端;220、支撑件;230、定位件;300、压紧机构;310、弹簧;320、推力球轴承;330、连接轴;340、压头;350、连接块;351、凸起部;360、铰接片;400、底座。
具体实施方式
24.以下是本实用新型的具体实施例并结合附图,对本实用新型的技术方法作进一步的描述,但本实用新型并不限于这些实施例。
25.如图1
‑
2所示,本实用新型提供的一种车夹压紧装置,包括:
26.连杆机构100,其可沿着竖直轴线上下位移。
27.定位盘200,其用于放置工件210,工件210具有定位端211,定位盘200设有多个支撑件220,定位端211放置在支撑件220上,在本实施例中,工件210优选为电机盖,工件210具有多个定位端211,而多个支撑件220则呈中心对称地设置在定位盘200上,并且定位端211与支撑件220的数量以及位置一一对应设置,从而工件210即可架设在定位盘200上的支撑件220上。
28.压紧机构300,其一端与连杆机构100连接且另一端可在连杆机构100的带动下压紧或松开定位端211,压紧机构300包括弹簧310以及推力球轴承320,弹簧310的两端分别与连杆机构100以及推力球轴承320相抵,具体的,当连杆机构100带动压紧机构300进行压紧或松开定位端211的过程中,整个压紧机构300会沿着竖直方向对应地进行上下位移,此时弹簧310就会随着出现拉伸或压缩的情况,在这一过程中,弹簧310不可避免的会出现转动的情况,因此,本实施例通过在弹簧310的上端增设推力球轴承320,确保弹簧310可以顺畅的进行转动,从而避免了在长时间运作后,弹簧310出现变形甚至卡死的问题,保证了压紧工作的稳定性与可靠性。
29.优选地,连杆机构100包括气缸110以及安装板120,气缸110穿设在安装板120上,通过气缸110的驱动,即可带动安装板120上下位移。
30.优选地,压紧机构300还包括连接轴330、压头340以及连接块350,连接轴330的下端穿过安装板120并通过螺母固定,连接轴330的上端与压头340铰接,压头340用于压紧或松开定位端211,连接块350套设在连接轴330上并靠近压头340。具体的,在本实施例中,压
紧机构300的数量与支撑件220以及定位端211的数量相同,且位置上一一对应设置。
31.优选地,还包括铰接片360,其两端分别与连接块350以及压头340铰接,具体的,在本实施例中,连接块350上设有一凸起部351,铰接片360的一端与压头340的中部铰接,铰接片360的另一端与该凸起部351铰接。
32.在实际工作过程中,当气缸110带动安装板120向上位移时,连接轴330在安装板120的带动下同步向上位移,从而将压头340的后端向上推动(压头340的后端指的就是压头340与连接轴330的铰接处),而由于压头340的中部与铰接片360铰接,因此,当压头340的后端被向上推动后,压头340即可绕着其与铰接片360的铰接点进行转动,从而使得压头340的前端下压直至将工件210的定位端211压紧在支撑件220上,此时即可完成对工件210的压紧工作,保证工件210在加工过程中始终保持固定状态,确保加工工作的顺利完成。
33.当工件210加工完成后,通过控制气缸110带动安装板120向下位移,以此带动连接轴330向下位移,从而连接轴330即可将压头340的后端向下拉动,压头340绕着其与铰接片360的铰接点进行转动后,压头340的前端向上翘起,从而松开工件210的定位端211,此时即可将工件210顺利地从定位盘200上取下。
34.优选地,弹簧310以及推力球轴承320均套设在连接轴330上,弹簧310的两端分别与安装板120以及推力球轴承320相抵,由于在气缸110带动安装板120向上或向下位移的过程中,弹簧310会对应的被压缩或拉长,原有的压紧机构300由于没有推力球轴承320的设置,使得弹簧310的上下两端面均为固定端面,而在工作过程中,弹簧310由于不停地被压缩和拉长,在这一过程中无可避免地会存在弹簧310转动的情况,从而在长时间的运作下,弹簧310将会出现变形甚至卡死的问题,而本实施例中,通过在弹簧310的上端面设置推力球轴承320,使得弹簧310可以顺利地进行转动,解决了弹簧310变形甚至卡死的问题。
35.优选地,还包括定位件230,其在定位盘200上设置有多个,定位件230用以定位工件210的安装位置。
36.还包括底座400,其设置在定位座的底部,其中,安装板120位于底座400内,气缸110穿过底座400并与安装板120连接,具体的,底座400的圆周壁上还设有多个缺口,透过缺口便于观察底座400内的安装板120、连接轴330以及弹簧310的工作情况,确保工作的可靠性。
37.本实用新型方案所公开的技术手段不仅限于上述技术手段所公开的技术手段,还包括由以上技术特征任意组合所组成的技术方案。以上是本实用新型的具体实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本实用新型的保护范围。
38.需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后
……
)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
39.另外,在本实用新型中如涉及“第一”、“第二”、“一”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本实用新型的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
40.在本实用新型中,除非另有明确的规定和限定,术语“连接”、“固定”等应做广义理
解,例如,“固定”可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系,除非另有明确的限定。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
41.另外,本实用新型各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1