一种切腰花的工具的制作方法
1.本实用新型属于刀具结构技术领域,具体涉及一种切腰花的切刀。
背景技术:
2.炒腰花和火锅涮腰花都是中国人特别喜爱的美食,但切腰花却是一件费工费时且对切工技艺要求较高的工序,要将猪腰先对剖成两半腰片,再从每半腰片的剖开面切花刀。切花刀时,要先沿腰片纵向切成纵向等距离平行切口但不能切透,然后再沿腰片横向切成横向等距离平行切口,隔几刀切透一刀,直至切完。对于腰花菜品销量较大的餐馆,切腰花不仅十分耗费工时,如果切工的技艺不熟练,切出的花刀形状不规整,大小不一,还会影响菜品外观和烹饪效果,影响口感。
3.为了解决切腰花的麻烦,人们也在不断开发各种便于切腰花的装置和刀具。但现有的切腰花的工具或者结构复杂,制造和维护成本高,使用麻烦,清洗不便;或者切制效率低下,需要至少两次操作才能将腰片切成花刀,即先沿腰片纵向切成纵向等距离平行切口但不切透,然后再沿腰片横向切成横向等距离平行切口,隔几刀切透一刀。由于生的腰片为软体,在沿腰片纵向切成纵向等距离平行切口后,再沿腰片横向切横向等距离平行切口时,腰片会滑移变形和软塌,切成的腰片横向切口难以保持均匀,切口的根部也不平整,最终切制出的腰花并不理想。还有的切腰花工具要频繁扳动刀片,使用不便且易伤手。以上各种原因,导致现有的切腰花工具实用性不强,难以推广。
技术实现要素:
4.本实用新型的目的是为了解决现有技术存在的不足,提供一种结构简单可靠、操作简便、便于维护、切出的腰花花刀规范统一且切制高效省力的切腰花的工具。
5.本实用新型采取的技术方案如下:
6.一种切腰花的工具,包括不锈钢弹簧合页、与不锈钢弹簧合页的下活页板为一体或者相互连接的底板、与不锈钢弹簧合页的上活页板为一体或者相互连接的压板、可放置于底板上的活动菜板、安装于压板底面的刃口向下的刀具;所述压板为外段向下弯折的弯折板,所述刀具安装于压板的外段弯折段底面;在压板上设置有把手;在不锈钢弹簧合页的下活页板的端头套筒上焊接有朝压板方向倾斜向上的挡板;
7.所述刀具为格栅状刀具,由等间距设置的一组横向刀片和等间距设置的一组纵向刀片组成,所述纵向刀片包括高位刀片和低位刀片,高位刀片的刀刃面向下延伸至超过低位刀片的刀刃面,每两片高位刀片之间均布设置2
‑
5片低位刀片,形成高位刀片与2
‑
5片低位刀片交错设置的布局;低位刀片的刀刃面与横向刀片的刀刃面平齐,在刀具的四角设置有螺母,对应在压板的四角加工有安装孔,用连接螺钉穿过安装孔和旋入螺母中,将刀具固定安装于压板底面。
8.进一步地,所述压板的外段弯折段的面积不小于活动菜板的面积。
9.更进一步地,在所述活动菜板的顶面划有标尺。
10.采用本实用新型切腰花时,将猪腰对剖成两半腰片后,只需将腰片放置于活动菜板上,腰片的剖开面朝上,用手握住把手,将压板向下压,使刀具切入腰片,即可将腰片一次切成多段腰花,腰花一刀切制成型,切制高效省力且切成的腰花形状规整,大小尺寸基本一致,烹制后形成的腰花外形漂亮且口感好。
附图说明
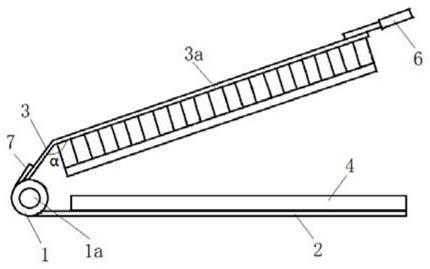
11.图1是本实用新型的结构示意图;
12.图2是本实用新型的压板下压切腰花的示意图;
13.图3是图2的俯视图;
14.图4是本实用新型的另一种结构示意图;
15.图5是刀具的仰视图;
16.图6是图5的右视图;
17.图7是活动菜板的俯视图。
具体实施方式
18.如图1
‑
图3所示,一种切腰花的工具,包括不锈钢弹簧合页1、与不锈钢弹簧合页的下活页板为一体的底板2和与不锈钢弹簧合页的上活页板为一体的压板3、可放置于底板上的活动菜板4、安装于压板底面的刃口向下的刀具5。所述压板3的外段向下弯折,所述刀具5安装于压板的外段弯折段3a底面。在压板上设置有把手6,把手的设置形式可以采取各种适合手持操作的方式,不仅限于附图所示方式。不锈钢弹簧合页为现有技术结构,包括一根套装有扭簧的铰轴1a,上活页板通过其端头的上活页板套筒1b套装在铰轴上,下活页板通过其端头的下活页板套筒1c套装在铰轴上,扭簧的两端分别抵触上活页板和下活页板,通过套装有扭簧的铰轴将底板2和压板3连接为一体,扭簧的扭力转变为压力分别作用在底板和压板上,压板可以绕铰轴转动,扭簧利用自身弹性使所述压板自动复位。在不锈钢弹簧合页的下活页板套筒1c上焊接有朝压板方向倾斜向上的挡板7,以阻挡压板过度上翻。
19.作为一种使用效果基本等同的结构,如图4所示,所述底板2可以与不锈钢弹簧合页的下活页板通过铆钉10连接,所述压板3可以与不锈钢弹簧合页的上活页板通过铆钉10连接,不锈钢弹簧合页可以直接市购。
20.所述压板5的外段弯折段3a对应于活动菜板4的板面,外段弯折段的面积等于或略大于活动菜板的面积,使得安装的刀具底面能覆盖活动菜板,避免漏切腰片。压板的外段向下弯折的角度α大于90
°
,通常为155
°‑
170
°
,使得压板下压成水平状态时,刀具下端面能与活动菜板顶面紧贴。
21.所述刀具5图1、图2、图4、图5、图6所示,为不锈钢材质的格栅状刀具,由等间距设置的一组横向刀片5a和等间距设置的一组纵向刀片组成,所述纵向刀片包括高位刀片5b和低位刀片5c,高位刀片的刀刃面向下延伸至超过低位刀片的刀刃面,每两片高位刀片之间均布设置2
‑
5片低位刀片,形成高位刀片与2
‑
5片低位刀片交错设置的布局。本实施例是在两片高位刀片之间均布设置有 3片低位刀片。在刀具的四角分别设置有螺母8,对应在压板的四角加工有安装孔,用连接螺钉9穿过安装孔和旋入螺母8中,将刀具固定安装于压板底面。
22.所述活动菜板采用木质菜板、塑料菜板或者其他适宜材质的菜板,如图7 所示,在活动菜板4的顶面划有标尺4a,以便于将腰片的中心对应标尺的中心放置,使切制出的腰花形状规整,大小尺寸尽量一致。标尺可设置成图7所示的十字形标尺,也可以只设置横向标尺或者纵向标尺。
23.采用本实用新型切腰花时,先将猪腰对剖成两半腰片,然后将腰片放置于活动菜板4上,将腰片的剖开面朝上,腰片的中心对应标尺的中心放置,用手握住把手,将压板向下压至如图2所示位置,压板与底板平行,刀具切入腰片,横向刀片5a和纵向刀片的低位刀片5c切入腰片中但不切透,纵向刀片的高位刀片5b切到底,所有高位刀片均与活动菜板相抵,将腰片切断并将腰片一次切成多段腰花,切制高效。由于横向刀片和纵向刀片同时下切,腰片受到的横向和纵向切力均衡,腰片不会滑移软塌,腰花一次成型,切成的腰花形状规整,大小尺寸基本一致,切口底部整齐,烹制后形成的腰花外形漂亮且口感好。
24.切好一片腰片后,慢慢松开把手,压板自动复位上翻,上翻至被挡板7挡住。再放一片腰片在活动菜板上,继续切制腰花。
25.本实用新型也可以用于切制鱿鱼花等需要切制花刀的食材。
26.本实用新型可以预先制作多组规格不同的刀具,根据需要在压板上配装不同规格的刀具,即可用于切制不同的食材。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1