辅材加工模具的制作方法
1.本实用新型涉及窗框加工的技术领域,尤其涉及一种辅材加工模具。
背景技术:
2.传统的压线辅材加工模具都是单一的,一个模具对应一个工位,实际加工过程中,针对一种窗框,需要配置大窗框和顶窗共至少四个不同的压线辅材,这四个压线辅材的切割加工可能需要反反复复换多种模具,在搬运过程中又难免造成型材的损坏。
技术实现要素:
3.为了解决现有技术的不足,本实用新型提供一种辅材加工模具,其结构简单,一个工位可以对几个不同压线辅材进行加工,大大提升了效率。
4.本实用新型要解决的技术问题是通过以下技术手段来实现的:一种辅材加工模具,它包括上模板和下模板,所述下模板的上端面的中部顺序设置有六个辅材加工座,六个所述辅材加工座分别设置有框中空组合压线型腔、窗扇中空组合压线型腔、第一框压线型腔、第二框压线型腔、第一窗扇压线型腔和第二窗扇压线型腔,所述第一框压线型腔和所述第二框压线型腔对称设置,所述第一窗扇压线型腔和所述第二窗扇压线型腔对称设置,所述上模板的下端面上设置有与六个所述辅材加工座一一对应的切刀。
5.在上述方案中,本实用新型对窗框型材所涉及到的大窗框和顶窗共四个不同的压线辅材分别配置了辅材加工座,如具有第一框压线型腔、第二框压线型腔、第一窗扇压线型腔和第二窗扇压线型腔的辅材加工座,同时,本实用新型还根据大窗框和顶窗都分别需要两个对称的压线辅材的该种实际情况,针对性地设置了具有框中空组合压线型腔或窗扇中空组合压线型腔的辅材加工座以满足一次加工两个压线辅材的效果,还能保持该两个对称的压线辅材保持加工一致;本实用新型的六个辅材加工座集中配置在一个模具中,能同时满足不同类型的工艺需求,一个工位可以做几个工位的事情,大大的节省了人力成本,实现了型材加工的一体化,在一个工位将所有的加工都一次性完成。
6.进一步的,所述上模板的左右两侧均设置有导套,所述下模板的左右两侧均设置有与所述导套相适配的导柱,所述导柱的外部设置有复位弹簧。
7.在上述方案中,上模板配置外部的下压结构进行下压实现切刀的切割操作,而本导柱、导套和复位弹簧的配合,可以实现导向和复位的效果。
8.进一步的,所述下模板的左右两侧均设置有限位套,所述上模板的左右两侧均设置有与所述限位套滑动配合的滑杆,所述限位套的上端面与所述上模板的上端面相配合。
9.在上述方案中,限位套用于与上模板的向下运动的限位止位。
10.进一步的,所述框中空组合压线型腔由对称设置的两个分别与所述第一框压线型腔和所述第二框压线型腔相适配的型腔组成。
11.进一步的,所述窗扇中空组合压线型腔由对称设置的两个分别与所述第一窗扇压线型腔和所述第二窗扇压线型腔相适配的型腔组成。
12.进一步的,所述切刀的底部设置有相连接的斜面和平直面,所述切刀的底部与压线辅材的顶部端面相适配。
13.在上述方案中,切刀的下部设置为与压线辅材的顶面相适配的斜平面或弯折平面,保证切刀切割顺畅,不产生毛刺。
14.进一步的,所述切刀的底部中部设置有凸出的冲压槽口。
15.本实用新型的有益效果为:采用多个压线辅材在同一模具上进行加工,提升加工速度。将模具多元化,实现一机多用效果。
附图说明
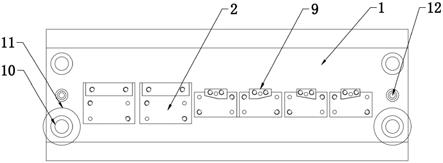
16.图1是本实用新型的结构示意图;
17.图2是本实用新型的辅材加工座和切刀的配合示意图。
具体实施方式
18.下面结合附图和实施例对本实用新型作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释本实用新型,而非对本实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本实用新型相关的部分而非全部结构。
19.压线(压线辅材)的作用是将玻璃固定住,为了保证玻璃安装的安全性与牢固性,压线与玻璃之间的弹性连接物一般是胶条或玻璃胶。如图1和图2所示,本实用新型为一种辅材加工模具,包括上模板和下模板1,所述下模板1的上端面的中部顺序设置有六个辅材加工座2,六个所述辅材加工座2分别设置有框中空组合压线型腔3、窗扇中空组合压线型腔4、第一框压线型腔5、第二框压线型腔6、第一窗扇压线型腔7和第二窗扇压线型腔8,所述第一框压线型腔5和所述第二框压线型腔6对称设置,所述第一窗扇压线型腔7和所述第二窗扇压线型腔8对称设置,所述上模板的下端面上设置有与六个所述辅材加工座2一一对应的切刀9。本实用新型对窗框型材所涉及到的大窗框和顶窗共四个不同的压线辅材分别配置了辅材加工座2,如具有第一框压线型腔5、第二框压线型腔6、第一窗扇压线型腔7和第二窗扇压线型腔8的辅材加工座2,同时,本实用新型还根据大窗框和顶窗都分别需要两个对称的压线辅材的该种实际情况,针对性地设置了具有框中空组合压线型腔3或窗扇中空组合压线型腔4的辅材加工座2以满足一次加工两个压线辅材的效果,还能保持该两个对称的压线辅材保持加工一致;本实用新型的六个辅材加工座2集中配置在一个模具中,能同时满足不同类型的工艺需求,一个工位可以做几个工位的事情,大大的节省了人力成本,实现了型材加工的一体化,在一个工位将所有的加工都一次性完成。
20.在本具体实施例中,所述上模板的左右两侧均设置有导套,所述下模板1的左右两侧均设置有与所述导套相适配的导柱10,所述导柱10的外部设置有复位弹簧11。上模板配置外部的下压结构进行下压实现切刀9的切割操作,而本导柱10、导套和复位弹簧11的配合,可以实现导向和复位的效果。
21.在本具体实施例中,所述下模板1的左右两侧均设置有限位套12,所述上模板的左右两侧均设置有与所述限位套12滑动配合的滑杆,所述限位套12的上端面与所述上模板的上端面相配合。限位套12用于与上模板的向下运动的限位止位。
22.在本具体实施例中,所述框中空组合压线型腔3由对称设置的两个分别与所述第
一框压线型腔5和所述第二框压线型腔6相适配的型腔组成。所述窗扇中空组合压线型腔4由对称设置的两个分别与所述第一窗扇压线型腔7和所述第二窗扇压线型腔8相适配的型腔组成。
23.在本具体实施例中,所述切刀9的底部设置有相连接的斜面13和平直面,所述切刀9的底部与压线辅材的顶部端面相适配。切刀9的下部设置为与压线辅材的顶面相适配的斜平面或弯折平面,保证切刀9切割顺畅,不产生毛刺。
24.在本具体实施例中,所述切刀9的底部中部设置有凸出的冲压槽口。
25.本实用新型的有益效果为:采用多个压线辅材在同一模具上进行加工,提升加工速度。将模具多元化,实现一机多用效果。
26.注意,上述仅为本实用新型的较佳实施例及所运用技术原理。本领域技术人员会理解,本实用新型不限于这里所述的特定实施例,对本领域技术人员来说能够进行各种明显的变化、重新调整和替代而不会脱离本实用新型的保护范围。因此,虽然通过以上实施例对本实用新型进行了较为详细的说明,但是本实用新型不仅仅限于以上实施例,在不脱离本实用新型构思的情况下,还可以包括更多其他等效实施例,而本实用新型的范围由所附的权利要求范围决定。
技术特征:
1.一种辅材加工模具,其特征在于,它包括上模板和下模板(1),所述下模板(1)的上端面的中部顺序设置有六个辅材加工座(2),六个所述辅材加工座(2)分别设置有框中空组合压线型腔(3)、窗扇中空组合压线型腔(4)、第一框压线型腔(5)、第二框压线型腔(6)、第一窗扇压线型腔(7)和第二窗扇压线型腔(8),所述第一框压线型腔(5)和所述第二框压线型腔(6)对称设置,所述第一窗扇压线型腔(7)和所述第二窗扇压线型腔(8)对称设置,所述上模板的下端面上设置有与六个所述辅材加工座(2)一一对应的切刀(9)。2.根据权利要求1所述的辅材加工模具,其特征在于,所述上模板的左右两侧均设置有导套,所述下模板(1)的左右两侧均设置有与所述导套相适配的导柱(10),所述导柱(10)的外部设置有复位弹簧(11)。3.根据权利要求1所述的辅材加工模具,其特征在于,所述下模板(1)的左右两侧均设置有限位套(12),所述上模板的左右两侧均设置有与所述限位套(12)滑动配合的滑杆,所述限位套(12)的上端面与所述上模板的上端面相配合。4.根据权利要求1所述的辅材加工模具,其特征在于,所述框中空组合压线型腔(3)由对称设置的两个分别与所述第一框压线型腔(5)和所述第二框压线型腔(6)相适配的型腔组成。5.根据权利要求1所述的辅材加工模具,其特征在于,所述窗扇中空组合压线型腔(4)由对称设置的两个分别与所述第一窗扇压线型腔(7)和所述第二窗扇压线型腔(8)相适配的型腔组成。6.根据权利要求1所述的辅材加工模具,其特征在于,所述切刀(9)的底部设置有相连接的斜面(13)和平直面,所述切刀(9)的底部与压线辅材的顶部端面相适配。7.根据权利要求1所述的辅材加工模具,其特征在于,所述切刀(9)的底部中部设置有凸出的冲压槽口。8.根据权利要求1所述的辅材加工模具,其特征在于,所述辅材加工座(2)的后部竖向设置有贯通的第一缺口,所述下模板(1)在所述第一缺口的底部设置有与所述第一缺口相适配的第二缺口,所述上模板的所述切刀(9)设置在所述第一缺口的上方,所述切刀(9)的上部与所述上模板固定连接。
技术总结
本实用新型公开了一种辅材加工模具,其结构简单,一个工位可以对几个不同压线辅材进行加工,大大提升了效率。本实用新型通过以下技术手段来实现的:一种辅材加工模具,它包括上模板和下模板,所述下模板的上端面的中部顺序设置有六个辅材加工座,六个所述辅材加工座分别设置有框中空组合压线型腔、窗扇中空组合压线型腔、第一框压线型腔、第二框压线型腔、第一窗扇压线型腔和第二窗扇压线型腔,所述第一框压线型腔和所述第二框压线型腔对称设置,所述第一窗扇压线型腔和所述第二窗扇压线型腔对称设置,所述上模板的下端面上设置有与六个所述辅材加工座一一对应的切刀。本实用新型涉及窗框加工的技术领域。窗框加工的技术领域。窗框加工的技术领域。
技术研发人员:曹镔锵 古宇 何庚华 刘其良 邹高波 冯宝珍
受保护的技术使用者:广东宝鹰幕墙门窗有限公司
技术研发日:2021.06.23
技术公布日:2022/1/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1