全自动奶嘴切口机的制作方法
1.本实用新型涉及全自动奶嘴切口机,属于自动化设备的技术领域。
背景技术:
2.奶瓶是用来盛奶的一种器具,一般给婴儿使用。奶瓶需要配备奶嘴,从而满足婴幼儿的吸食需求。而奶嘴一般采用硅胶等材料进行注塑成型,在奶嘴注塑成型后需要进行奶嘴端部的切口,即加工出吸食通道,可以为十字、圆孔等结构。
3.奶嘴切口一般需要借助切口设备进行成型,传统工艺中,一般采用半自动的冲压成型机实现,通过人工进行上料、冲压、卸料,加工效率较低,很难满足切口成型精度,同时存在一定地安全隐患。
4.针对此情况,目前出现了自动化奶嘴切口设备,其采用旋转托盘的自动化运转料结构,通过在旋转托盘上设置若干旋转工位,从而通过自动化上料和自动化压接实现切口成型,其满足自动化切口需求,但是,旋转托盘上旋转工位仅针对单个产品,需要频繁上下料作业,同时,旋转托盘一般采用仿形载座设计,奶嘴搭载位置精度较差,同时会造成切口端余料连接或切断余料残留等现象。
技术实现要素:
5.本实用新型的目的是解决上述现有技术的不足,针对传统自动化切口设备上下料效率较低及易出现切口端余料残留等问题,提出全自动奶嘴切口机。
6.为了达到上述目的,本实用新型所采用的技术方案为:
7.全自动奶嘴切口机,包括基台主体,所述基台主体上设有切口工位组和接料载盘机构,所述切口工位组包括线性依次设置的载料工位、冲切工位、卸离工位和排料工位,
8.所述接料载盘机构包括具备在所述载料工位、冲切工位及卸离工位之间切换工位位移的接料载盘,所述接料载盘上设有若干奶嘴承载部,所述奶嘴承载部上设有切口型槽,
9.所述载料工位包括负压吸附座,所述负压吸附座上设有与所述奶嘴承载部一一对应设置的负压吸附部,
10.所述冲切工位包括负压吸废座和位于所述负压吸废座顶部的具备升降位移的冲切机构,所述负压吸废座上设有若干连排设置的负压吸废部,所述负压吸废部具备与所述切口型槽相连通的吸废通道,所述冲切机构设有冲切型块,所述冲切型块上设有与所述切口型槽相一一对应配合的切口部,
11.所述卸离工位包括吹气载座,所述吹气载座上设有若干与所述奶嘴承载部一一对应的吹气部,
12.所述排料工位包括承接料舱和用于在所述吹气载座与所述承接料舱之间切换位移的拾放料周转机构,所述拾放料周转机构包括负压周转座,所述负压周转座上设有若干与所述奶嘴承载部一一对应设置的负压拾取部,
13.所述负压吸附座、所述负压吸废座、所述吹气载座、所述负压周转座分别连接气
源。
14.优选地,所述载料工位的进料端设有用于将注塑设备成型奶嘴运转至所述接料载盘上的机器人爪手,所述机器人爪手上设有若干与所述奶嘴承载部一一对应设置的负压拾取端。
15.优选地,所述机器人爪手包括爪手架,任意所述负压拾取端与所述爪手架之间设有弹性浮动件。
16.优选地,所述负压吸附座、所述负压吸废座及所述吹气载座分别具备升降位移。
17.优选地,所述接料载盘上的任意所述奶嘴承载部具备可拆卸设置的切口型块,所述切口型块具备所述切口型槽,所述冲切型块上设有可拆卸设置的所述切口部。
18.优选地,所述负压吸废座上设有可拆卸设置的所述负压吸废部。
19.优选地,所述冲切机构包括导向立架、滑动配接在所述导向立架上的具备升降位移的升降载台、用于驱动所述升降载台升降位移的升降驱动源,所述冲切型块设置在所述升降载台的底部。
20.优选地,所述拾放料周转机构包括具备线性位移的水平载台,所述水平载台上设有具备升降位移的升降驱动载座,所述负压周转座设置在所述升降驱动载座上。
21.本实用新型的有益效果主要体现在:
22.1.能满足奶嘴批量化切口作业需求,全程运行高度自动化,提高了切口效率,降低了切口生产成本。
23.2.采用上料吸附与卸料吹离设计,确保奶嘴搭载及排离时周转可靠,有效防止奶嘴滞留等情况发生,维持生产连贯高效稳定。
24.3.具备切割废料吸除功能,防止切割废料残留。
25.4.各工位之间配合巧妙且连贯稳定,满足高效自动化切口生产需求,适于推广应用。
附图说明
26.通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本技术的其它特征、目的和优点将会变得更明显:
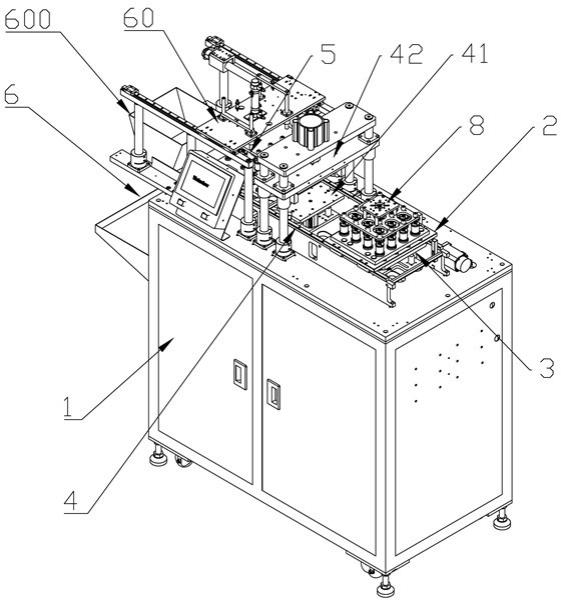
27.图1是本实用新型全自动奶嘴切口机的结构示意图。
28.图2是本实用新型全自动奶嘴切口机的爆炸结构示意图。
29.图3是本实用新型中接料载盘的结构示意图。
30.图4是本实用新型中负压吸附座的结构示意图。
31.图5是本实用新型中负压吸废座的结构示意图。
32.图6是本实用新型中冲切机构的结构示意图。
33.图7是本实用新型中吹气载座的结构示意图。
34.图8是本实用新型中拾放料周转机构的结构示意图。
35.图9是本实用新型中机器人爪手的结构示意图。
具体实施方式
36.为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新
型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
37.下面结合附图和实施例对本技术作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关实用新型,而非对该实用新型的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与有关实用新型相关的部分。需要说明的是,在不冲突的情况下,本技术中的实施例及实施例中的特征可以相互组合。
38.本实用新型提供了全自动奶嘴切口机,如图1至图9所示,包括基台主体1,基台主体1上设有切口工位组和接料载盘机构2,切口工位组包括线性依次设置的载料工位3、冲切工位4、卸离工位5和排料工位6。
39.接料载盘机构2包括具备在载料工位3、冲切工位4及卸离工位5之间切换工位位移的接料载盘20,接料载盘20上设有若干奶嘴承载部21,奶嘴承载部上设有切口型槽22。
40.载料工位3包括负压吸附座30,负压吸附座30上设有与奶嘴承载部21一一对应设置的负压吸附部31。
41.冲切工位4包括负压吸废座41和位于负压吸废座41顶部的具备升降位移的冲切机构42,负压吸废座41上设有若干连排设置的负压吸废部411,负压吸废部411具备与切口型槽相连通的吸废通道,冲切机构42设有冲切型块421,冲切型块421上设有与切口型槽22相一一对应配合的切口部422。
42.卸离工位5包括吹气载座50,吹气载座50上设有若干与奶嘴承载部21一一对应的吹气部51。
43.排料工位6包括承接料舱600和用于在吹气载座与承接料舱之间切换位移的拾放料周转机构60,拾放料周转机构60包括负压周转座61,负压周转座61上设有若干与奶嘴承载部一一对应设置的负压拾取部62。
44.负压吸附座30、负压吸废座41、吹气载座50、负压周转座61分别连接气源7。
45.具体地实现过程及原理说明:
46.在进行奶嘴切口作业时,由接料载盘机构2的接料载盘20线性位移,进行在载料工位3、冲切工位4及卸离工位5之间切换从而实现自动化切口作业。
47.具体地,首先接料载盘20位于载料工位3上,此时负压吸附座30位于接料载盘20的底部,当借助自动化上料设备进行自动上料时,通过负压吸附座30的负压吸附部31能给奶嘴承载部21提供负压吸力,使得奶嘴紧紧吸附并精确限位在该奶嘴承载部21上,该负压吸附力能克服自动化上料设备的吸取力,确保自动化上料设备撤离时不会将奶嘴承载部21上的奶嘴带离。
48.然后接料载盘20携带奶嘴运行至冲切工位4,此时负压吸废座41与接料载盘20相对位,负压吸附部411提供奶嘴承载部21的负压吸力,确保奶嘴位置度可靠。此时冲切机构42驱动冲切型块421下压冲切作业,切口部422与切口型槽22之间产生相对切割位移,使得奶嘴实现切口成型,同时,该负压吸废部411能将冲切的切割体由切口型槽22抽离,进入吸废通道的空间里,从而有效防止出现切割料残留,确保奶嘴切割料去除。
49.当冲切作业切口完成后,接料载盘20携带成品奶嘴至卸离工位5,此时拾放料周转
机构60位于在接料盘载盘20上进行奶嘴负压吸附拾取,而由卸离工位5的吹气载座50通过吹气部51进行奶嘴吹出,有效防止奶嘴留滞,满足负压周转座61拾取需求,最后通过负压周转座61位移至排料工位6的承接料舱600上进行排料卸料作业。
50.在一个具体实施例中,载料工位3的进料端设有用于将注塑设备成型奶嘴运转至接料载盘上的机器人爪手8,机器人爪手上设有若干与奶嘴承载部一一对应设置的负压拾取端81。机器人爪手包括爪手架,任意负压拾取端与爪手架之间设有弹性浮动件82。
51.具体地说明,该机器人爪手8用于全自动化上料,通过机器人爪手8的位移控制,满足将注塑设备的出料奶嘴批量化拾取后供给至载料工位3的自动化上料需求。
52.同时,采用了特定的负压拾取端81和弹性浮动件82的设计,能提供一定地高低错落公差,确保批量化拾取可靠稳定,同时,负压拾取端81采用罩式结构,满足高度配合稳定需求,运转过程中确保奶嘴吸附可靠稳定。
53.在一个具体实施例中,负压吸附座、负压吸废座及吹气载座分别具备升降位移。
54.具体地说明,为了负压吸附座、负压吸废座及吹气载座与接料载盘20之间的气对接稳定性,采用了升降位移设计,即通过三个工位的座体的升降,能实现气孔位相对应配合需求,确保对位可靠稳定。
55.在一个具体实施例中,接料载盘20上的任意奶嘴承载部具备可拆卸设置的切口型块,切口型块具备切口型槽,冲切型块上设有可拆卸设置的切口部。
56.通过切口型块和切口部的替换设计,满足不同切口成型需求,适用范围更广泛,能满足不同规格切口的调整适用性需求。
57.在一个具体实施例中,负压吸废座41上设有可拆卸设置的负压吸废部411。
58.具体地说明,接料载盘20上设有若干奶嘴承载部21,奶嘴承载部21上设有切口型槽22及通气孔23。
59.一般情况下,负压吸附和吹气直接通过通气孔23来实现,而切口型槽22用于切口成型,因此负压吸附部411是与该切口型槽22相连通的,通过其负压吸附力能将切口型槽22内的切割料吸除,一般情况下,采用针对切口型槽22内的管腔配合即可,当需要降低负压能源损耗的,可以采用针对切口型槽22的配合设计,能减小对位通道的规格从而降低能源损耗,在较小负压流通情况下确保吸废力需求。
60.在一个具体实施例中,冲切机构42包括导向立架420、滑动配接在导向立架上的具备升降位移的升降载台、用于驱动升降载台升降位移的升降驱动源,冲切型块设置在升降载台的底部。
61.如此设计,使得冲切机构42的升降位移精度得到有效保障,冲切配合切口成型精度更稳定可控。
62.在一个具体实施例中,拾放料周转机构60包括具备线性位移的水平载台63,水平载台63上设有具备升降位移的升降驱动载座64,负压周转座设置在升降驱动载座上。
63.该释放料周转机构60的水平载台与接料载盘机构2的位移相平行,满足相互配合需求,布置空间较为紧凑,运行流畅。
64.通过以上描述可以发现,本实用新型全自动奶嘴切口机,能满足奶嘴批量化切口作业需求,全程运行高度自动化,提高了切口效率,降低了切口生产成本。采用上料吸附与卸料吹离设计,确保奶嘴搭载及排离时周转可靠,有效防止奶嘴滞留等情况发生,维持生产
连贯高效稳定。具备切割废料吸除功能,防止切割废料残留。各工位之间配合巧妙且连贯稳定,满足高效自动化切口生产需求,适于推广应用。
65.术语“包括”或者任何其它类似用语旨在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备/装置不仅包括那些要素,而且还包括没有明确列出的其它要素,或者还包括这些过程、方法、物品或者设备/装置所固有的要素。
66.至此,已经结合附图所示的优选实施方式描述了本实用新型的技术方案,但是,本领域技术人员容易理解的是,本实用新型的保护范围显然不局限于这些具体实施方式。在不偏离本实用新型的原理的前提下,本领域技术人员可以对相关技术特征作出等同的更改或替换,这些更改或替换之后的技术方案都将落入本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1