一种具有色差感应功能的模切设备的制作方法
1.本实用新型涉及自动化机械设备领域,特别涉及一种具有色差感应功能的模切设备。
背景技术:
2.传统模切说的是印刷品后期加工的一种裁切工艺,模切工艺可以把印刷品或者其他纸制品按照事先设计好的图形进行制作成模切刀版进行裁切,从而使印刷品的形状不再局限于直边直角。传统模切生产用模切刀根据产品设计要求的图样组合成模切版,在压力的作用下,将印刷品或其他板状坯料轧切成所需形状或切痕的成型工艺。
3.模切产品的生产制造往往在平板模切机、贴合机和圆刀机这样的设备上完成,这类设备在制造产品时,往往需要多达几十种辅助卷材,且生产出来的产品一般为多层膜料产品。
4.由于生产过程会有失误或者膜料混入废料等混料情况发生,会导致多层膜料产品中混有异物。在生产过程中,多层膜料产品中间夹有异物不易被发现,容易导致最后的成品不符合客户要求,甚至还可能导致产品功能性问题。
技术实现要素:
5.本实用新型的目的是提供一种能满足生产需求、提高生产良率的具有色差感应功能的模切设备,至少能够解决上述问题之一。
6.根据本实用新型的一个方面,提供了一种具有色差感应功能的模切设备,至少包括以下组件:
7.机体,
8.若干个工作站,依次设置于机体,工作站沿产品的输送方向呈直线排列;
9.若干个膜料进料装置,设置于机体,一个膜料进料装置从对应的一个工作站输入膜料;
10.至少一个裁切装置,设置于工作站且与膜料进料装置相配合,配置为对膜料进料装置输入的膜料进行裁切;
11.成型装置,设置于机体且位于裁切装置的出料端,配置为将裁切装置裁切后的所有膜料压合在一起;
12.控制装置,设置于机体且与膜料进料装置、裁切装置、成型装置电性连接;
13.色差感应装置,设置于工作台且位于裁切装置与成型装置之间,色差感应装置与控制装置电性连接,配置为对多层膜料中的异物进行识别。
14.由此,本实用新型的模切设备设置有色差感应装置,可对膜料产品进行识别,当色差感应装置识别到与膜料颜色不一致的异物时,会反馈至控制装置,控制装置发出自动截停信号,机器停止运行。本实用新型的模切设备可对多层膜料产品中间夹有异物进行有效识别,避免不良品的产生,大大提高产品质量和良率。
15.在一些实施方式中,色差感应装置包括壳体、控制芯片、共轴反射光学组件、投受光组件、显示屏和操作按钮,控制芯片、投受光组件、共轴反射光学组件内置于壳体,显示屏和操作按钮设置于壳体表面,控制芯片与控制装置电性连接,投受光组件、显示屏和操作按钮均与控制芯片电性连接,投受光组件包括与控制芯片电性连接的投光元件和受光元件,共轴反射光学组件包括依次共轴设置的投光用镜片、受光用镜片以及玻璃透镜,投光用镜片与投光元件相配合,受光用镜片与受光元件相配合,玻璃透镜的长度延伸方向与膜料的输送方向相垂直。
16.在一些实施方式中,操作按钮包括基数设置按钮和确认按钮。
17.在一些实施方式中,每个工作站均设置有一组输送辊,输送辊可转动地安装于工作站,裁切装置设置于输送辊的上方,色差感应装置设置于位于成型装置前方的一组输送辊的其中一根输送辊上。
18.在一些实施方式中,具有色差感应功能的模切设备还包括第一导向装置,第一导向装置可转动地安装于工作站且位于输送辊的上方,一个膜料进料装置对应设置一个第一导向装置,通过第一导向装置和输送辊的共同配合可将膜料输入至裁切装置。
19.在一些实施方式中,具有色差感应功能的模切设备还包括第二导向装置,第二导向装置设置于裁切装置的后方,配置为将裁切装置裁切完成后的膜料进行导向,使得膜料经输送辊输送至成型装置。
20.在一些实施方式中,具有色差感应功能的模切设备还包括收卷装置,收卷装置设置于成型装置的输出端,配置为将成型装置输出的产品进行收卷。
21.在一些实施方式中,裁切装置为一个,裁切装置为一根模切轴,模切轴可转动地安装于工作站且与膜料进料装置输入的膜料相配合。由此,本实用新型的模切设备设置有多个工作站,而裁切装置和成型装置均为一个,可大幅节省工作站,大大缩小模切设备在长度方向的空间占用,本实用新型的模切设备用不同工作站实现单刀多异步工艺,根据需要,可裁切出多种宽度和间距不一样的材料,大大的提高了模具及材料的利用率,节省成本。
22.本实用新型的有益效果:
23.本实用新型的模切设备设置有色差感应装置,可对膜料产品进行识别,当色差感应装置识别到与膜料颜色不一致的异物时,会反馈至控制装置,控制装置发出自动截停信号,机器停止运行。本实用新型的模切设备可对多层膜料产品中间夹有异物进行有效识别,避免不良品的产生,大大提高产品质量和良率。
附图说明
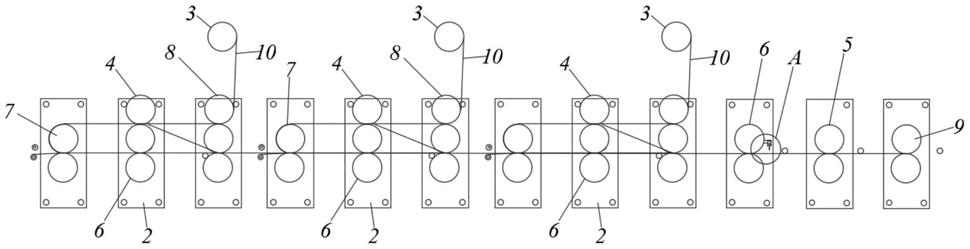
24.图1为本实用新型的实施例1的具有色差感应功能的模切设备的简化结构示意图;
25.图2为图1所示的具有色差感应功能的模切设备的a处的放大结构示意图;
26.图3为图2所示的具有色差感应功能的模切设备的色差感应装置的正视结构示意图;
27.图4为图3所示的色差感应装置的正视结构示意图俯视结构示意图;
28.图5为本实用新型的实施例2的具有色差感应功能的模切设备的简化结构示意图。
29.图1~5中的附图标记:1-色差感应装置;2-工作站;3-膜料进料装置;4-裁切装置;5-成型装置;6-输送辊;7-第一导向装置;8-第二导向装置;9-收卷装置;10-膜料;11-壳体;
12-操作按钮;13-显示屏;121-基数设置按钮;122-确认按钮。
具体实施方式
30.下面结合附图对本实用新型作进一步详细的说明。
31.实施例1
32.图1~4示意性地显示了根据本实用新型的一种实施方式的具有色差感应功能的模切设备。
33.如图1~4所示,该具有色差感应功能的模切设备至少包括以下组件:
34.机体,
35.若干个工作站2,依次设置于机体,工作站2沿产品的输送方向呈直线排列;
36.若干个膜料进料装置3,设置于机体,一个膜料进料装置3从对应的一个工作站2输入膜料10;
37.至少一个裁切装置4,设置于工作站2且与膜料进料装置3相配合,配置为对膜料进料装置3输入的膜料10进行裁切;
38.成型装置5,设置于机体且位于裁切装置4的出料端,配置为将裁切装置4裁切后的所有膜料10压合在一起;
39.控制装置,设置于机体且与膜料进料装置3、裁切装置4、成型装置5电性连接;
40.色差感应装置1,设置于工作台且位于裁切装置4与成型装置5之间,色差感应装置1与控制装置电性连接,配置为对多层膜料10中的异物进行识别。
41.本实施方式的控制装置可以为plc控制器。
42.本实施方式的色差感应装置1可以为型号为lx-101的sunx传感器,具体结构可以为:色差感应装置1包括壳体11、控制芯片、共轴反射光学组件、投受光组件、显示屏13和操作按钮12,控制芯片、投受光组件、共轴反射光学组件内置于壳体11,显示屏13和操作按钮12设置于壳体11表面,控制芯片与控制装置电性连接,投受光组件、显示屏13和操作按钮12均与控制芯片电性连接,投受光组件包括与控制芯片电性连接的投光元件和受光元件,共轴反射光学组件包括依次共轴设置的投光用镜片、受光用镜片以及玻璃透镜,投光用镜片与投光元件相配合,受光用镜片与受光元件相配合,玻璃透镜的长度延伸方向与膜料10的输送方向相垂直。控制芯片可以为12位的ad转换芯片。
43.操作按钮12包括基数设置按钮121和确认按钮122。
44.本实施方式的膜料10基色一般为黑色,色差感应装置1的具体设置方式为:先开启色差感应装置1感应红外点识别到黑色区域后,通过基数设置按钮121将基数控制在500以上范围,再通过确认按钮122进行色差识别确认,然后就可以正常使用了,过程出现只要是跟黑色不接近的颜色,都会自动截停机器。
45.每个工作站2均设置有一组输送辊6,输送辊6可转动地安装于工作站2,裁切装置4设置于输送辊6的上方,色差感应装置1设置于位于成型装置5前方的一组输送辊6的其中一根输送辊6上。本实施方式的色差感应装置1设置于上输送辊6上,因此,色差感应装置1的玻璃透镜朝下。
46.本实用新型的模切设备设置有色差感应装置1,可对膜料10产品进行识别,当色差感应装置1识别到与膜料10颜色不一致的异物时,会反馈至控制装置,控制装置发出自动截
停信号,机器停止运行。本实用新型的模切设备可对多层膜料10产品中间夹有异物进行有效识别,避免不良品的产生,大大提高产品质量和良率。
47.具有色差感应功能的模切设备还包括第一导向装置7,第一导向装置7可转动地安装于工作站2且位于输送辊6的上方,一个膜料进料装置3对应设置一个第一导向装置7,通过第一导向装置7和输送辊6的共同配合可将膜料10输入至裁切装置4。
48.具有色差感应功能的模切设备还包括第二导向装置8,第二导向装置8设置于裁切装置4的后方,配置为将裁切装置4裁切完成后的膜料10进行导向,使得膜料10经输送辊6输送至成型装置5。
49.本实施方式的第一导向装置7和第二导向装置8可以为导向辊。
50.具有色差感应功能的模切设备还包括收卷装置9,收卷装置9设置于成型装置5的输出端,配置为将成型装置5输出的产品进行收卷。
51.实施例2
52.图5示意性地显示了根据本实用新型的一种实施方式的具有色差感应功能的模切设备。
53.如图5所示,本实施例的具有色差感应功能的模切设备与实施例1的模切设备的结构基本相同,其区别在于:本实施方式的裁切装置4为一个。
54.本实施方式的裁切装置4为一根模切轴,模切轴可转动地安装于工作站2且与膜料进料装置3输入的膜料10相配合。
55.本实用新型的模切轴上设有多个不同规格的切割刀,因此,配合走料可切割出多种不同形状、不同大小的膜料10,成型后的膜料10可粘附于产品表面或者底面,得到所需成品。
56.本实用新型的模切设备设置有多个工作站2,而裁切装置4和成型装置5均为一个,相对于实施例1的传统模切设备,可大幅节省工作站2,大大缩小模切设备在长度方向的空间占用;
57.本实用新型的模切设备用不同工作站2实现单刀多异步工艺,根据需要,可裁切出多种宽度和间距不一样的材料,大大的提高了模具及材料的利用率,节省成本。
58.以上所述的仅是本实用新型的一些实施方式。对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1