轴承自浮动伺服压装机的制作方法
1.本实用新型涉及一种应用于机动车辆动力及减速装置生产的轴承自浮动压装机构,属于冲压加工制造领域。
背景技术:
2.伴随国内智能制造技术的快速发展,工业自动化控制与集成装备普遍地得以应用。基于机动车辆生产工艺的不断提升,对于汽车减速机、摩托车发动机等使用传动轴承压装设备的精度与加工效率提出了越来越高的要求。
3.现有技术的轴承压装机普遍地采取对顶、对压、双伺服压装机构,即并行使用两个伺服电机,其中一个伺服电机实施轴承压装面的支撑,另一伺服电机实施轴承压装操作。从控制系统配置上看,由于箱体来料一致性有明显的差异,现有结构压装轴承的同步性不够,难以保证压装精度。而且,两个伺服电机驱动的压力难以保持均衡,易导致箱体被压坏而影响到轴承加工质量和后续生产工序。
4.有鉴于此,特提出本专利申请。
技术实现要素:
5.本实用新型所述的轴承自浮动伺服压装机,在于解决上述现有技术存在的问题而在取消一个伺服电缸的基础上增加一自浮动机构,以相应地均衡压力分布和消除因来料不同步而导致压装质量较低和箱体被压坏的问题,实现提高产品合格率和降低制造难度的设计目的。
6.为实现上述设计目的,所述的轴承自浮动伺服压装机,包括底座,在底座上设置的工装放置架和x轴行走组件,在工装放置架上安装有工装组件,在x轴行走组件上连接有y轴行走组件,在y轴行走组件上分别设置有浮动组件、伺服电缸和浮动配重组件,所述的浮动配重组件与浮动组件通过钢丝吊绳连接;所述的浮动组件包括安装于y轴行走组件上的浮动臂安装立柱,c型浮动臂连接于浮动臂安装立柱,直线滑块安装在浮动臂安装立柱侧部,直线导轨安装在c型浮动臂上,直线滑块活动地连接于直线导轨。
7.进一步地,所述的工装组件具有连接上支撑压头和下压紧头的基础框架,在基础框架上安装箱体放置板,在基础框架侧部设置有箱体定位销和箱体压紧气缸组件。
8.进一步地,所述的浮动配重组件包括通过滑轮安装座安装的固定滑轮,滑轮安装座安装在浮动臂安装立柱上,钢丝吊绳绕过固定滑轮连接配重块和c型浮动臂,配重块活动地套设于配重块升降导杆,配重块的重量略小于c型浮动臂。
9.进一步地,所述的y轴行走组件包括安装座,在安装座上设置有y轴直线导轨、行程限位块和电机安装座,驱动伺服电机安装电机安装座;传动丝杆固定座一端安装在安装座上,其另一端安装在电机安装座上,传动丝杆安装在传动丝杆固定座上;y轴直线滑块的底端活动地连接于y轴直线导轨,其顶端与浮动臂安装立柱连接。
10.综上内容,本技术所述的轴承自浮动伺服压装机具有以下优点:
11.1、提出专门用于汽车减速机、摩托车发动机用轴承的自浮动式压装机构,采用一个电缸实现同时同步地实施支撑与压装操作,能够显著地提高产品合格率和降低设备成本。
12.2、基于一个电缸,支撑与压装点同步实施,有效地保证工件压装精度,相应地减小制造难度。
13.3、整机结构改进可靠,自动化与智能化制造水平较高,具有较高的推广前景。
附图说明
14.现结合以下附图来进一步地说明本实用新型。
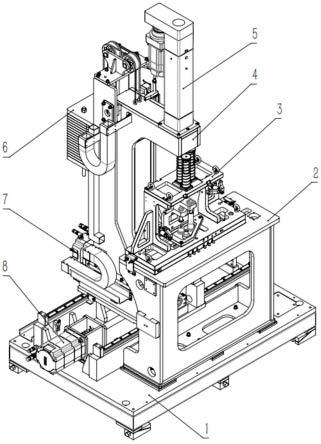
15.图1是本技术所述轴承自浮动伺服压装机的结构示意图;
16.图2-1和图2-2分别是工装组件不同视角的结构示意图;
17.图3是浮动组件的结构示意图;
18.图4是浮动配重组件的结构示意图;
19.图5是y轴行走组件的结构示意图;
20.在上述附图中,1-底座,2-工装放置架,3-工装组件,4-浮动组件,5-伺服电缸,6-浮动配重组件,7-y轴行走组件,8-x轴行走组件;
21.31-上支撑压头,32-箱体放置板,33-箱体压机气缸组件,34-下压紧头,35-箱体定位销;
22.41-c型浮动臂,42-浮动臂安装立柱,43-直线滑块,44-直线导轨;
23.61-固定滑轮,62-滑轮安装座,63-钢丝吊绳,64-配重块,65-配重块升降导杆;
24.71-安装座,72-y轴直线导轨,73-行程限位块,74-传动丝杆固定座,75-传动丝杆,76-y轴直线滑块、77-电机安装座,78-驱动伺服电机。
具体实施方式
25.为更进一步地阐述本技术为达成预定设计目的所采取的技术手段,现结合附图提出以下较为优选的实施方案。
26.在以下描述中阐述了具体细节以便于充分理解本实用新型。但是本实用新型能够以多种不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本实用新型内涵的情况下做类似推广。因此本实用新型不受下面公开的具体实施方式的限制。
27.实施例1,如图1至图5所示,本技术所述的轴承自浮动伺服压装机包括底座1,在底座1上设置的工装放置架2和x轴行走组件8,在工装放置架2上安装有工装组件3,在x轴行走组件8上连接有y轴行走组件7,在y轴行走组件7上分别设置有浮动组件4、伺服电缸5和浮动配重组件6。其中,
28.所述的底座1通过高强度型材与板材焊接后加工而成,为整个压装机提供安装支撑。
29.所述的工装放置架2为工装组件2提供垂向支撑。
30.基于所述的x轴行走组件8和y轴行走组件7实现浮动组件4相对于工装组件3在垂向、水平方向上的多位置运动轨迹,以完成工件多点压装的工艺操作。
31.所述的浮动配重组件6与浮动组件4通过钢丝吊绳连接以提供压紧头垂向上的压
力传输与均衡,保证箱体不被压坏。
32.所述的工装组件3个具有连接上支撑压头31和下压紧头34的基础框架,在基础框架上安装箱体放置板32,在基础框架侧部设置有箱体定位销35和箱体压紧气缸组件33。
33.在压装操作时,先将待压装的轴承放置在下压紧头34上,然后将箱体放置在箱体放置板32上并通过箱体定位销35进行精确定位;再通过箱体压紧气缸组件33将箱体压紧。
34.通过上述步骤可实现轴承与箱体的分别地、准确定位与压紧,从而为后续的轴承自动压装作好准备。
35.所述的浮动组件4包括安装于y轴行走组件7上的浮动臂安装立柱42,c型浮动臂41连接于浮动臂安装立柱42以提供浮动与受力基础,直线滑块43安装在浮动臂安装立柱42侧部,直线导轨44安装在c型浮动臂41上,43直线滑块活动地连接于直线导轨44。
36.在压装操作之前,c型浮动臂41下降至最低位置。当伺服电缸5动作后,在伺服电缸5的推力作用下,电缸活塞杆下降与上支撑压头31接触;进一步地,伺服电缸5继续动作而导致上支撑压头31与箱体接触,随后,c型浮动臂41会在电缸推力作用下向上运动直至下压紧头34与c型浮动臂41底部接触,进而下压紧头34带动c型浮动臂41向上移动,直至将轴承压入箱体内部。
37.进一步地,将浮动组件4与浮动配重组件6连接成整体以达到重量匹配和减少c型浮动臂41上浮过程中所受到伺服电缸5的推力作用。
38.所述的浮动配重组件6包括通过滑轮安装座62安装的固定滑轮61,滑轮安装座62安装在浮动臂安装立柱42上,钢丝吊绳63绕过固定滑轮61连接配重块64和c型浮动臂41,配重块64活动地套设于配重块升降导杆65,配重块64的重量略小于c型浮动臂41。
39.所述的y轴行走组件7包括安装座71,在安装座71上设置有y轴直线导轨72、行程限位块73和电机安装座77,驱动伺服电机78安装电机安装座77。
40.y轴直线导轨72为行走提供导向及传递荷载,行程限位块73保证机械硬限位而防止系统故障时滑出导轨;
41.传动丝杆固定座74一端安装在安装座71上,其另一端安装在电机安装座77上以针对传动丝杆75进行支撑并保证运行同心度,传动丝杆75安装在传动丝杆固定座74上;y轴直线滑块76的底端活动地连接于y轴直线导轨72,其顶端与浮动臂安装立柱42连接。
42.基于上述轴承自浮动伺服压装机,轴承压装步骤如下:
43.设备初始状态,伺服电缸5的活塞杆处于收回,c型浮动臂41处于下降状态;
44.需要压装轴承时,先将轴承放置在下压紧头34上然后将箱体放置在箱体放置板32并通过箱体定位销35进行定位,箱体压紧气缸组件33压紧并反馈信号至控制系统,系统将进入自动压装程序;
45.x轴行走组件8和y轴行走组件7相应地动作,将伺服电缸5运行至上支撑压头31垂向上方后锁定位置;
46.电缸活塞杆伸出直至与上支撑压头31接触以带动其一起下降,直至压头与箱体接触;
47.此时,电缸活塞杆继续伸出,将带动整个c型浮动臂41向上运动,安装在c型浮动臂41下方的顶头将与下压紧头34接触并将其向上顶升,最终将轴承压装进箱体内。
48.压装完成后,电缸活塞杆缩回,在c型浮动臂41重力的作用下自行下降直至与下压
紧头34脱离,脱离后下压紧头34在压缩弹簧弹力的作用下复位;伺服电缸5继续缩回,直至与上支撑压头31脱离,上支撑压头31在压缩弹簧弹力的作用下复位,一个轴承压装程序完成。
49.按以上流程继续压装下一个轴承,直至所有轴承压装完成。
50.综上内容,结合附图中给出的实施例仅是优选方案。对于所属领域技术人员来说可以据此得到启示,而直接推导出符合本实用新型设计构思的其他替代结构,也应属于本实用新型所述的方案范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1