一种便于吹塑产品切割的工具的制作方法
1.本实用新型涉及切割的工具技术领域,尤其涉及一种便于吹塑产品切割的工具。
背景技术:
2.吹塑产品就是将塑料颗粒先热熔随后加工,最终通过吹塑机的吹塑成型而出的半成品,而这些半成品大多需要借助切割工具对其进行切割,而切割所用的大多都是热切刀片,现有的热切刀片大多是借助加热板对到刀片进行加热,随后通过加热后的刀片对半成品进行切割,而由于加热板与切刀的接触面积较小,所以在加热板对其进行加热时,一方面存在导热不均匀,导致切刀整体温度不均匀,另一方面导热速度略慢,导致工作效率降低,故而需要对其进行改进。
技术实现要素:
3.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种便于吹塑产品切割的工具。
4.为了实现上述目的,本实用新型采用了如下技术方案:一种便于吹塑产品切割的工具,包括安装座、加热板和组装座,所述组装座的顶端固装有切刀,所述加热板的外表面固装有导热板,所述导热板的上表面固装有导热杆,所述安装座的外表面分别开设有组装槽和滑动槽,所述安装座的上表面固装有插接块,所述组装座的下表面固装有滑动块,所述组装座的下表面开设有插接槽,所述滑动块的外表面开设有导热孔。
5.为了降低安装座、加热板和组装座在使用过程中出现脱落的概率,本实用新型改进有,所述安装座和组装座的外表面设置有加固组件,所述加固组件包括加固槽、限位槽、加固板和限位块,所述加固槽分别开设在安装座和组装座的外表面,所述限位槽开设在加固槽的内壁,所述限位块分别固装在加固板两端的外表面。
6.为了方便将导热板安装在组装槽的内部,本实用新型改进有,所述导热板的外表面与组装槽的内壁滑动连接,所述导热杆和滑动块的外表面均与滑动槽的内壁滑动连接。
7.为了使切刀的受热更加均匀,本实用新型改进有,所述导热杆的外表面与导热孔的内壁滑动连接,所述插接块的外表面与插接槽的内壁滑动连接,所述加热板和安装座的外表面均固装有安装板。
8.为了对组装完成的安装座、加热板和组装座进行加固,本实用新型改进有,所述限位块的外表面与限位槽的内壁滑动连接,所述加固板的外表面与加固槽的内壁滑动连接,所述加固板的外表面固装有凸块。
9.为了增加切刀的导热性、强度与耐磨性,本实用新型改进有,所述切刀包括导热层、一号加强层、二号加强层、一号耐刮层和二号耐刮层,所述导热层、一号加强层和一号耐刮层由内向外依次设置,所述导热层、二号加强层和二号耐刮层由内向外依次设置。
10.为了延长切刀的使用寿命,本实用新型改进有,所述导热层的材质为铜合金,所述一号加强层和二号加强层的材质均为高速钢,所述一号耐刮层和二号耐刮层的材质为高锰
钢。
11.与现有技术相比,本实用新型的优点和积极效果在于,
12.1、本实用新型中,通过设置导热板、导热杆、滑动块和导热孔,能够通过插接的结构增加加热板与组装座的接触面积,从而提升对切刀的加热效率,一方面提升对切刀的导热效率,另一方面让切刀受热更加均匀,从而提升切刀的升温速度,提升了使用者的工作效率,通过设置加固组件,能够对组合完成后的安装座、加热板和组装座进行加固,使其连接的更加稳定,避免其在使用过程中出现脱落的情况。
13.2、本实用新型中,通过设置铜合金材质的导热层,能够进一步提升切刀的导热效率,通过设置高速钢材质的一号加强层和二号加强层,能够增加切刀内部的强度,降低切刀在使用过程出现断裂的几率,通过设置高锰钢材质的一号耐刮层和二号耐刮层,能够增加切刀外表面的耐剐性。
附图说明
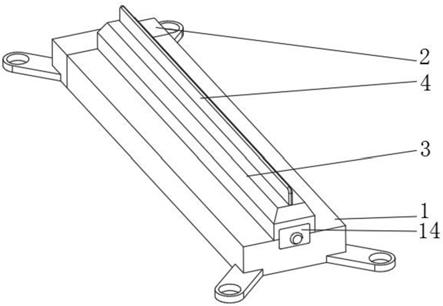
14.图1为本实用新型提出一种便于吹塑产品切割的工具的立体结构示意图;
15.图2为本实用新型提出一种便于吹塑产品切割的工具的立体爆炸图;
16.图3为本实用新型提出一种便于吹塑产品切割的工具中安装座的示意图;
17.图4为本实用新型提出一种便于吹塑产品切割的工具中加热板的示意图;
18.图5为本实用新型提出一种便于吹塑产品切割的工具中组装座的示意图;
19.图6为本实用新型提出一种便于吹塑产品切割的工具的部分爆炸图;
20.图7为本实用新型提出一种便于吹塑产品切割的工具中加固板的示意图;
21.图8为本实用新型提出一种便于吹塑产品切割的工具中切刀的材质分层图。
22.图例说明:
23.1、安装座;2、加热板;3、组装座;4、切刀;401、导热层;402、一号加强层;403、二号加强层;404、一号耐刮层;405、二号耐刮层;5、导热板;6、导热杆;7、组装槽;8、滑动槽;9、插接块;10、滑动块;11、插接槽;12、导热孔;13、加固槽;14、限位槽;15、加固板;16、限位块。
具体实施方式
24.为了能够更清楚地理解本实用新型的上述目的、特征和优点,下面结合附图和实施例对本实用新型做进一步说明。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
25.在下面的描述中阐述了很多具体细节以便于充分理解本实用新型,但是,本实用新型还可以采用不同于在此描述的其他方式来实施,因此,本实用新型并不限于下面公开说明书的具体实施例的限制。
26.实施例一
27.请参阅图1-6,本实用新型提供一种技术方案:一种便于吹塑产品切割的工具,包括安装座1、加热板2和组装座3,加热板2和安装座1的外表面均固装有安装板,安装板的设置,是为了通过螺栓将组装完成后的安装座1和加热板2安装在设备的内部,组装座3的顶端固装有切刀4,加热板2的外表面固装有导热板5,导热板5的外表面与组装槽7的内壁滑动连接,导热板5的上表面固装有导热杆6,导热板5和导热杆6是为了将加热板2的热量通过组装
座3均匀的传递至切刀4处,导热杆6和滑动块10的外表面均与滑动槽8的内壁滑动连接,导热杆6的外表面与导热孔12的内壁滑动连接,安装座1的外表面分别开设有组装槽7和滑动槽8,安装座1的上表面固装有插接块9,插接块9的外表面与插接槽11的内壁滑动连接,插接块9和插接槽11的相互配合下是为了对导热板5和组装座3进行初步限位,组装座3的下表面固装有滑动块10,组装座3的下表面开设有插接槽11,滑动块10的外表面开设有导热孔12。
28.请参阅图1、图2、图5、图6和图7,安装座1和组装座3的外表面设置有加固组件,加固组件的设置,是为了增加组装完成后的安装座1、加热板2和组装座3之间的稳定性,加固组件包括加固槽13、限位槽14、加固板15和限位块16,加固槽13分别开设在安装座1和组装座3的外表面,限位槽14开设在加固槽13的内壁,限位块16的外表面与限位槽14的内壁滑动连接,限位块16和限位槽14的相互配合,是为了对安装座1和组装座3进行再次限位,限位块16分别固装在加固板15两端的外表面,加固板15的外表面与加固槽13的内壁滑动连接,加固板15的外表面固装有凸块,凸块的设置是为了方便取放加固板15。
29.实施例二
30.请参阅图1、图2、图5、图6和图8,切刀4包括导热层401、一号加强层402、二号加强层403、一号耐刮层404和二号耐刮层405,导热层401、一号加强层402和一号耐刮层404由内向外依次设置,导热层401、二号加强层403和二号耐刮层405由内向外依次设置,导热层401的材质为铜合金,铜合金不仅具有铜的高导热性,并且其本身的硬度也较高,一号加强层402和二号加强层403的材质均为高速钢,高速钢的材质具有较高的强度,极大的提升了切刀4的强度,一号耐刮层404和二号耐刮层405的材质为高锰钢,高锰钢的材质具有较高的耐磨性,增加了切刀4外表面的耐磨性,降低切刀4外表面出现划痕的概率。
31.工作原理:当需要组装切刀4进行使用时,先将导热板5沿着组装槽7进行组装,直至加热板2抵在安装座1的外端,此时导热杆6位于滑动槽8的内部,接着将导热杆6沿着导热孔12的内壁进行插接,直至插接块9完全嵌入插接槽11的内部,此时不同方向的相互插接,完成对安装座1、加热板2和组装座3之间的初步限位,接着通过凸块取出加固板15,将限位块16沿着限位槽14的内部进行插接,直至加固板15完全嵌入加固槽13的内部,此时完成对安装座1和组装座3的二次加固,使用过程中,通过加热板2对导热板5和导热杆6将热量通过导热孔12和滑动块10对组装座3进行均匀加热,组装座3再将热量传递至切刀4处,随后即可对吹塑产品的半成品进行切割。
32.以上仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1