弧面镜片同步定位设备的制作方法
1.本发明涉及定位设备技术领域,涉及一种弧面镜片同步定位设备。
背景技术:
2.镜片,采用玻璃或树脂等光学材料制作而成的具有一个或多个曲面的透明材料,打磨后常与眼镜框装配成眼镜,用于纠正使用者的视力,获得清晰视野。
3.在镜片的加工过程中,在设备不同工位上,如上料工位、撕膜工位、贴标工位、检测工位和下料工位等等,因功能不同等原因,需要对镜片取放后进行多次定位夹持,进而影响加工速率,同时反复装夹不仅会污染镜片表面,还会造成较大误差,影响产品良率。
技术实现要素:
4.本发明要解决的技术问题是提供一种能精确定位产品和快速取放产品,提高加工速率,保证在自动组装流水线的自动化作业的弧面镜片同步定位设备。
5.为了解决上述技术问题,本发明解决其技术问题所采用的技术方案是:
6.一种弧面镜片同步定位设备,包括基板、定位机构以及定位座,所述定位座通过支柱与所述基板连接,所述基板与所述定位座之间设置有定位通道,所述定位机构设置在所述定位通道上,所述定位座上设置有多个与所述镜片相匹配的定位槽;
7.所述定位机构包括驱动部件以及多个定位部件,所述驱动部件与多个定位部件驱动连接,所述定位部件与所述定位槽上的镜片相对设置,通过驱动部件带动定位部件同步对多个定位槽上的镜片进行夹紧定位。
8.进一步地,所述驱动部件包括动力气缸,所述动力气缸通过气缸座与所述基板连接,所述动力气缸活塞杆杆端设置有驱动板,所述驱动板与定位部件连接,通过动力气缸驱动驱动板来带动多个定位部件同步运动。
9.进一步地,所述定位槽上设置有支撑块,所述支撑块上设置有与镜片相匹配的弧形面,所述支撑块与所述定位槽侧壁之间通过定位间隙。
10.进一步地,所述定位座上设置有多个定位销钉,所述定位销钉设置在所述定位槽边缘。
11.进一步地,所述定位部件包括第一定位块和第二定位块,所述第一定位块与所述第二定位块均滑设在所述基板上,所述第一定位块上设置有第一杆,所述第二定位块上设置有第二杆,所述第一定位块与所述第二定位块之间驱动连接,通过第一定位块带动第二定位块相对运动,且所述第一定位块的运动方向与所述第二定位块的运动方向垂直设置。
12.进一步地,所述第一定位块上设置有第一斜面,所述第二定位块上设置有与所述第一斜面相匹配的第二斜面,所述第一斜面与所述第二斜面连接,所述第一斜面与所述第二斜面均为光滑表面。
13.进一步地,所述定位部件还包括支撑座以及导杆,所述支撑座设置在基板边缘,所述支撑座上的导孔,所述导杆穿设过所述导孔与所述第二定位块连接,所述导杆上套设有
第一弹簧,所述第一弹簧一端与所述支撑座抵接,另一端与所述第二定位块抵接。
14.进一步地,所述定位座上开设有第一开口和第二开口,所述第一杆穿设在所述第一开口上,所述第二杆穿设在所述第二开口上,所述第一开口与第二开口于所述定位槽相连通,使得第一杆与所述第二杆对定位槽上的镜片两侧面进行定位。
15.进一步地,还包括限位部件,所述限位部件包括导向杆、限位块和挡块,所述限位块和挡块分别设置在所述第一定位块两侧,所述限位块上设置有导向孔,所述导向杆穿设过所述导向孔与所述第一定位块连接,所述导向杆上设置有第二弹簧,所述第二弹簧一端与所述限位块抵接,另一端与所述第一定位块抵接。
16.进一步地,所述基板上设置有第一导轨和第二导轨,所述第一定位块滑设在所述第一导轨上,所述第二定位块滑设在所述第二导轨上,所述第一导轨与所述第二导轨垂直设置。
17.本发明的有益效果:
18.本发明通过驱动部件带动定位部件同步对多个定位槽上的镜片进行夹紧定位,这样能够进行快速的夹紧与松开,能精确定位产品和快速取放产品,提高加工速率,保证在自动组装流水线的自动化作业,定位槽可对镜片进行固定,增加定位的稳定性,同时还可适用于任何形状的镜片工件,适用范围广泛。
附图说明
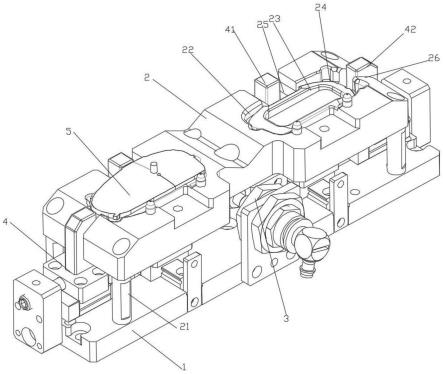
19.图1是本发明的一种弧面镜片同步定位设备示意图。
20.图2是本发明的定位机构示意图。
21.图3是本发明的检测镜片示意图。
22.图中标号说明:1、基板;2、定位座;21、支柱;22、定位槽;23、支撑块;24、定位间隙;25、第一开口;26、第二开口;3、驱动部件;31、动力气缸;32、驱动板;4、定位部件;41、第一杆;42、第二杆;43、第一定位块;44、第二定位块;45、第一斜面;46、第二斜面;47、第一导轨;48、第二导轨;49、支撑座;491、导杆;492、第一弹簧;493、限位块;494、导向杆;495、挡块;5、检测镜片;51、标准镜片;52、检测传感器;
具体实施方式
23.下面结合附图和具体实施例对本发明作进一步说明,以使本领域的技术人员可以更好地理解本发明并能予以实施,但所举实施例不作为对本发明的限定。
24.参照图1-2所示,一种弧面镜片同步定位设备,包括基板1、定位机构以及定位座2,所述定位座2通过支柱21与所述基板1连接,所述基板1与所述定位座2之间设置有定位通道,所述定位机构设置在所述定位通道上,所述定位座2上设置有多个与所述镜片相匹配的定位槽22;
25.所述定位机构包括驱动部件3以及多个定位部件4,所述驱动部件3与多个定位部件4驱动连接,所述定位部件4与所述定位槽22上的镜片相对设置,通过驱动部件3带动定位部件4同步对多个定位槽22上的镜片进行夹紧定位。
26.本发明通过驱动部件3带动定位部件4同步对多个定位槽22上的镜片进行夹紧定位,这样能够进行快速的夹紧与松开,能精确定位产品和快速取放产品,提高加工速率,保
证在自动组装流水线的自动化作业,定位槽22可对镜片进行固定,增加定位的稳定性,同时还可适用于任何形状的镜片工件,适用范围广泛。
27.所述驱动部件3包括动力气缸31,所述动力气缸31通过气缸座与所述基板1连接,所述动力气缸31活塞杆杆端设置有驱动板32,所述驱动板32与定位部件4连接,通过动力气缸31驱动驱动板32来带动多个定位部件4同步运动。
28.通过动力气缸31驱动驱动板32来带动多个定位部件4同步运动,有效提高电子产品组装时取放料的效率、稳定性和可靠性。
29.参照图3所示,所述定位槽22上设置有支撑块23,所述支撑块23上设置有与镜片相匹配的弧形面,所述支撑块23与所述定位槽22侧壁之间通过定位间隙24。
30.具体的,支撑块23上设置有与镜片相匹配的弧形面,使其可快速精确定位弧面镜片,用于快速取放弧面镜片且能保证定位精度,以保证在自动组装流水线的自动化作业。
31.检测工位检测镜片5时,需要对镜片进行定心操作以保证镜片检测的精度,由于第一杆41和第二杆42对镜片圆周的两个点形成垂直作用力,而镜片圆周其余点收到定位槽22侧壁的受力,这造成镜片整个圆周垂直作用力不均匀,当受力不均严重时会造成镜片受挤压变形,需要要保证力量均匀且力量足够小,否则会导致加工的镜片检测精度不稳定。
32.本实施例中所述支撑块23下方设置有一个标准镜片51,所述标准镜片51下方设置有检测传感器52,所述检测传感器52用于检测标准镜片51的光轴以及检测镜片5的光轴是否在同一直线上,所述支撑块23上设置有吸气孔,所述吸气孔与真空发生装置相连通,通过每个吸气孔的气压判断检测镜片5是否完全与支撑块23贴合,根据不同吸气孔的气压不同,动力气缸31带动第一杆41和第二杆42同步运动或者异步运动,调整检测镜片5在支撑块23上的位置,使得支撑块23表面与检测镜片5完全贴合的同时,检测传感器52获得标准镜片51的光轴以及检测镜片5的光轴在同一直线上,实现检测镜片5的定心操作,上述方法可以使得整个镜片圆周受到的垂直作用力均匀;通过两个水平作用力的稳定管理从而确保待加工镜片不变形,待加工镜片的检测精度得到保证。
33.支撑块23与所述定位槽22侧壁之间通过定位间隙24,可以方便吸气孔与外界进行连通,获得每个气孔准确的气压值,保证镜片与支撑块23的贴合程度。
34.所述定位座2上设置有多个定位销钉,所述定位销钉设置在所述定位槽22边缘。
35.所述定位部件4包括第一定位块43和第二定位块44,所述第一定位块43与所述第二定位块44均滑设在所述基板1上,所述第一定位块43上设置有第一杆41,所述第二定位块44上设置有第二杆42,所述第一定位块43与所述第二定位块44之间驱动连接,通过第一定位块43带动第二定位块44相对运动,且所述第一定位块43的运动方向与所述第二定位块44的运动方向垂直设置。
36.所述第一定位块43上设置有第一斜面45,所述第二定位块44上设置有与所述第一斜面45相匹配的第二斜面46,所述第一斜面45与所述第二斜面46连接,所述第一斜面45与所述第二斜面46均为光滑表面。
37.第一定位块43通过第二弹簧弹力调节装置,可以将第一杆41推动从而使第一杆41压紧镜片,又因为整体结构为左右对称分布,故在运动过程中可以使对称的两种弧面镜片夹紧。当解锁驱动部件3运动,通过左右对称的定位部件4将左右弧面镜片松开,在非标自动化定位产品领域有很大的适应性,提高了取放料的效率。该平台结构简单、运行稳定可靠,
市场应用前景广阔。
38.夹持对称的镜片产品时的定位效果显著,在3c行业应用范围广泛。但是在其他行业的实际应用有限,尤其是在重工行业基本不会体现。
39.所述定位部件4还包括支撑座49以及导杆491,所述支撑座49设置在基板1边缘,所述支撑座49上的导孔,所述导杆491穿设过所述导孔与所述第二定位块44连接,所述导杆491上套设有第一弹簧492,所述第一弹簧492一端与所述支撑座49抵接,另一端与所述第二定位块44抵接。
40.所述定位座2上开设有第一开口25和第二开口26,所述第一杆41穿设在所述第一开口25上,所述第二杆42穿设在所述第二开口26上,所述第一开口25与第二开口26于所述定位槽22相连通,使得第一杆41与所述第二杆42对定位槽22上的镜片两侧面进行定位。
41.具体的,第一开口25与第二开口26可以对第一杆41、第二杆42起到导向的作用,保证装夹的稳定性和精度,使得第一杆41与所述第二杆42对定位槽22上的镜片两侧面进行定位。
42.还包括限位部件,所述限位部件包括导向杆494、限位块493和挡块495,所述限位块493和挡块495分别设置在所述第一定位块43两侧,所述限位块493上设置有导向孔,所述导向杆494穿设过所述导向孔与所述第一定位块43连接,所述导向杆494上设置有第二弹簧,所述第二弹簧一端与所述限位块493抵接,另一端与所述第一定位块43抵接。
43.所述基板1上设置有第一导轨47和第二导轨48,所述第一定位块43滑设在所述第一导轨47上,所述第二定位块44滑设在所述第二导轨48上,所述第一导轨47与所述第二导轨48垂直设置。
44.通过第一导轨47和第二导轨48可以保证第一定位块43与第二定位块44的运动的直线度,提高装夹精度。
45.使用时,将两镜片放置在定位槽22上的支撑块23上,通过动力气缸31驱动驱动板32来带动两个定位部件4的第一定位块43沿着第一导轨47移动,第一杆41沿着第一开口25朝向镜片运动的同时,通过第一定位块43上的第一斜面45与第二定位块44上的第二斜面46相对运动在第一弹簧492的作用力下第二定位块44上的第二杆42朝向镜片运动,通过第一杆41和第二杆42对镜片的相邻的两个侧边定位,完成两镜片的对称定位,其能精确定位产品和快速取放产品的装置,以提高电子产品组装时取放料的效率、稳定性和可靠性。
46.以上所述实施例仅是为充分说明本发明而所举的较佳的实施例,本发明的保护范围不限于此。本技术领域的技术人员在本发明基础上所作的等同替代或变换,均在本发明的保护范围之内。本发明的保护范围以权利要求书为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1