一种烟草包装机一号轮及其轴承更换专用工装的制作方法
1.本发明属于烟草行业gdx2
‑‑
x1包装机辅助设备技术领域,具体涉及一种烟草包装机一号轮及其轴承更换专用工装。
背景技术:
2.烟草行业gdx2
‑‑
x1包装机因设备管理需要,每2-3个月就需对一号轮四个传动摆臂上的四个轴承进行逐一更换,进行预防性维修。该轴承是代号为624的滚动轴承,尺寸极小,且安装在属于异型件传动摆臂的月牙支架上,外形奇异、不易装夹、拆卸,操作不当极易破环标准件轴承的精度,更换十分困难。而更换轴承,就必须重新拆卸、装配一号轮。由于一号轮结构复杂,是烟支传送经过的第一个工位,对装配精度要求高,若安装不到位,就有可能发生与机体发生干涉的危险,或者引起烟支挤压、挂烂、触头、皱纹等一系列产品质量问题,且装配过程需要反复多次调整、耗时长、对维修人员技术要求高。为降低技术难度、节约时间和劳动力、提升效率,因此设计开发出一种gdx2
‑‑
x1包装机一号轮及其轴承更换专用工装十分必要。
技术实现要素:
3.本发明的目的涉及一种烟草包装机一号轮及其轴承更换专用工装,专门用于gdx2
‑‑
x1包装机一号轮及四个传动摆臂上的四个轴承的拆卸及装配,以解决gdx2
‑‑
x1包装机一号轮结构复杂,对装配精度要求高,若安装不到位,就有可能发生与机体发生干涉的危险,或者引起烟支挤压、挂烂、触头、皱纹等产品质量问题,以及其轴承更换不易,拆卸、更换、安装易破坏轴承精度的问题。
4.为实现上述目的,本技术是通过以下技术方案实现的:
5.一种烟草包装机一号轮及其轴承更换专用工装,包括一号轮轴承更换工装和一号轮装配工装;
6.所述一号轮轴承更换工装包括冲子和冲子垫板两个部分;
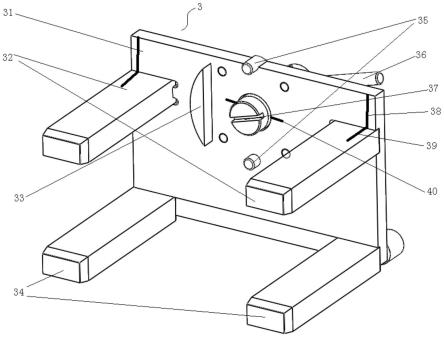
7.所述一号轮装配工装包括墙板、底板、调整板、定位肋板、固定套及旋转手柄;
8.在所墙板的中部和上部各焊接有一个定位销,在定位销左侧的墙板上安装有一个定位肋板,定位肋板的外型与一号轮轮体底座外型相适应,定位销与定位肋板配合将一号轮轮体放置在墙板上;
9.两个底板分别通过底板固定螺栓固定于墙板的底部,两个调整板分别安装于墙板的左右两侧;
10.旋转手柄从两个定位销之间的墙板上穿过,固定套与旋转手柄的端部螺纹连接。
11.进一步的,所述冲子由一体结构的第一圆柱体和第二圆柱体组成,且第一圆柱体的外径小于第二圆柱体的外径。
12.进一步的,所述冲子垫板为长方体结构,包括拆卸部和安装部,所述拆卸部上设置有凹长方形结构,用于拆卸滚动轴承;在所述凹长方形结构上设置有中心孔,中心孔的孔径
大于一号轮传动摆臂的直轴外径,便于直轴端插入,在中心孔周围设置有四个销轴孔,销轴孔的孔径与滚动轴承的内径相同,方便轴承销轴取出;
13.所述安装部上设置有两个月牙型槽,月牙型槽的形状与一号轮传动摆臂的形状相同,月牙型槽的深度为支架厚度。
14.进一步的,在墙板上设置有四个螺纹孔,分别与一号轮轮座上的四个连接孔对应,在墙板的底板设置有两个底板固定孔,底板固定螺栓穿过底板固定孔与底板连接;
15.在墙板的两侧各设置有一个直槽孔,调整板固定螺栓穿过直槽孔与调整板连接。
16.进一步的,四个螺纹孔之间的墙板上设置有旋转手柄穿孔,旋转手柄的一端通过旋转手柄穿过墙板。
17.进一步的,固定套的厚度为轴承外圈与一号轮轮体端孔的内径之间的间隙,固定套中心开有内螺纹孔,内螺纹孔的孔径与旋转手柄的外螺纹一致。
18.本发明的有益效果是:
19.本技术方案解决了烟草gdx2
‑‑
x1包装机一号轮结构复杂,对装配精度要求高,若安装不到位,就有可能发生与机体发生干涉的危险,或者引起烟支挤压、挂烂、触头、皱纹等产品质量问题,以及其轴承更换不易,拆卸、更换、安装易破坏轴承精度的问题。
附图说明
20.图1为一号轮轴承更换工装的冲子结构示意图;
21.图2为本发明冲子垫板结构示意图;
22.图3为本发明一号轮装配工装前方视图;
23.图4为本发明一号轮装配工装后方视图;
24.图5为固定套结构示意图;
25.图6为本发明一号装配工装应用示意图。
26.附图标记说明
27.1—冲子,2—冲子垫板,3—一号轮装配工装,4—一号轮轮体底座,5—夹烟臂,6—模盒夹板,7—牙抓,8—弹簧,9—一号轮轮体,11—第一圆柱体,12—第二圆柱体,21—拆卸部,22—安装部,23—中心孔,24—销轴孔,25—月牙型槽,31—墙板,32—调整板,33—定位肋板,34—底板,35—定位销,36—旋转手柄,37—手槽卡槽,38—墙板竖直刻度线,39—调整板水平刻度线,40—墙板水平刻度线,41—调整板固定螺栓,42—底板固定螺栓,43—固定套。
具体实施方式
28.以下结合附图对本发明的技术方案进行详细的说明,以下的实施例仅是示例性的,仅能用来解释和说明本发明的技术方案,而不能解释为是对本发明技术方案的限制。
29.本技术方案仅适用于gdx2
‑‑
x1包装机一号轮及四个传动摆臂上的四个轴承的拆卸及装配。
30.如图1和图6所示,本技术提供一种烟草包装机一号轮及其轴承更换专用工装,包括一号轮轴承更换工装和一号轮装配工装3两大部分。
31.一号轮轴承更换工装包括冲子1和冲子垫板2两个部分。冲子1由一体结构的第一
圆柱体11和第二圆柱体12组成,且第一圆柱体的外径小于第二圆柱体的外径,冲子整体呈阶梯状,其中第一圆柱体为取出端,第二圆柱体为击打端,如图1所示。
32.如图2所示,冲子垫板2为长方体结构,包括拆卸部21和安装部22,拆卸部上设置有凹长方形结构,用于拆卸滚动轴承;在所述凹长方形结构上设置有中心孔23,中心孔的孔径大于一号轮传动摆臂的直轴外径,便于直轴端插入,在中心孔周围设置有四个销轴孔24,销轴孔的孔径与滚动轴承的内径相同,方便轴承销轴取出。
33.安装部22上设置有两个月牙型槽25,月牙型槽的形状与一号轮传动摆臂的形状相同,月牙型槽的深度为支架厚度。
34.当进行拆卸轴承时,一号轮传动摆臂的直轴穿于中心孔内,周边的销轴孔对应滚动轴承的销轴,销轴孔的深度恰好为销轴长度加上支架厚度。安装轴承时,一号轮传动摆臂的月牙支架放于月牙型槽内,将轴承放于销轴孔内,一号轮传动摆臂上的孔与轴承安装孔自动对准,用锤头将销轴打入轴承孔内,销轴与工装平齐后,即安装到位。避免反复拆装锁紧导致夹烟臂上螺纹孔滑丝,引起夹烟臂固定位置不牢固。
35.如图3至图5所示,一号轮装配工装3包括墙板31、底板34、调整板32、定位肋板33、固定套43、旋转手柄36、两个底板固定螺栓42,两个调整板固定螺栓41及若干刻度线。若干刻度线包括墙板竖直刻度线38、调整板水平刻度线39及墙板水平刻度线40。
36.墙板中部和上部各焊接有一个定位销35,定位销左侧安装固定有一个定位肋板33,定位肋板外型与一号轮轮体底座4外型相适应,定位销和定位肋板配合使用,可一次性快速将一号轮轮体9正确放置在在墙板合适位置。墙板中部开有四个螺纹孔,对应一号轮轮座上的四个连接孔,使用螺栓连接,可将一号轮轮体固定在墙板上,相较于手持更稳定,以便于后续操作。
37.墙板底部开有两个底板固定孔,用于将底板与墙板使用底板固定螺栓42进行垂直连接,使得墙板始终处于竖直位置,防止墙板倒塌。墙板左右两侧各开有一个直槽孔,通过调整板固定螺栓41将调整板块与墙板进行连接,选用水平方向的直槽孔是方便调整调整板块在墙板上的水平安装位置,用于后续模盒夹板6形状精度的校准以及夹烟臂5、牙抓7的定位。
38.如图5所示,固定套43的厚度为轴承外圈与一号轮轮体端孔的内径之间的间隙,安装上固定套后,固定套使得水平位置一侧的一号轮传动摆臂上安装的轴承与凸轮高面紧密接触,方便调整并固定该侧的四个夹烟臂的定位,旋转手柄转动180
°
后,固定套使得水平位置另一侧的一号轮传动摆臂上安装的轴承与凸轮高面紧密接触,一号轮传动摆臂上安装的轴承与凸轮高面紧密接触,方便调整并固定此侧的另外四个夹烟臂,至此八个夹烟臂全部安装调整完成。旋转手柄是用于切换中心对称分布安装的四个一号轮传动摆臂上安装的四个轴承两两分别与凸轮高面紧密接触,与固定套配合使用。固定套中心开有内螺纹孔,大小与旋转手柄端部的外螺纹一致,一号轮装配结束后,将旋转手柄旋入固定套,保存放置时不仅可防止破坏旋转手柄的螺纹副还可以防止手柄或者固定套的单独遗失。
39.如图6所示,当装配一号轮时,首先将两个底板与墙板使用底板固定螺栓进行垂直连接,使得墙板始终处于竖直位置,防止墙板倒塌。然后将一号轮主体底座上的上下两个孔对准墙板中部和上部的两个定位销,由于定位肋板外型与一号轮轮体底座外型恰好互补,可一次性快速将一号轮主体正确放置在在墙板合适位置,防止一号轮上下装反,此时墙板
上的四个螺纹孔恰好与一号轮主体底座上的四个通孔相对应,再用四个螺栓穿入四个通过孔中,使用螺母将一号轮主体固定在墙板上,相较于手持调整,墙板更稳定,以便于后续操作。当一号轮主体固定完成后,将使用调整板固定螺栓将两个调整板块安装到墙板的,分别水平左右反复滑动,用于校准模盒夹板的是否变形,如果模盒夹板与调整板块之间无缝隙,且调整板块在模盒夹板中滑动时无明显阻力,表明该模盒,无变形,且精度达标,反之则更换不合格模盒夹板。当校准完八个模盒夹板完全达标后,此时分别滑动两个模盒夹板,使模盒夹板上的刻度线与墙板上的刻度线相对应,这个位置即为一号轮的旋转半径,也是夹烟臂、牙抓的基准。当刻度线对齐后,使用调整板固定螺栓将两个调整板块与墙板进行拧紧固定,此时模盒夹板校准完成。当模盒夹板校准完成后,将旋转手柄穿过墙板中心孔,使旋转手柄的卡槽对应一号轮凸轮轴的突起处进行连接,并转动旋转手柄,使其手柄旋转至墙板的水平刻度线位置,此时将固定套安装到一号轮主体上,固定套使得水平位置一侧的一号轮传动摆臂上安装的轴承与凸轮轴的凸轮高面紧密接触(一号轮传动摆臂和凸轮轴在图中未画出),分别调整该侧四个夹烟臂的工作面与调整滑块上下表面密切接触,并用螺钉将该侧四个夹烟臂与一号轮主体固定(夹烟臂的紧定螺钉在图中未画出),该测固定完成后,旋转手柄转动180
°
后,固定套又使水平位置另一侧的一号轮传动摆臂上安装的轴承与凸轮轴的凸轮高面紧密相接触,再用螺钉将该侧四个夹烟臂与一号轮主体固定,至此八个夹烟臂全部安装调整完成。夹烟臂安装完成后,开始调整安装在夹烟臂上用于保护烟支的牙抓位置,使牙抓紧扣调整板块的侧面,统一定位,牙抓前后位置不一致,会造成一号轮旋转半径过大或过小,半径过大会产生设备故障,半径过小将会夹破烟支,产生各种问题,若牙抓变形则取下更换,八个牙抓安装调整完成后,至此,一号轮工装完成。旋转手柄是切换中心对称分布安装的四个一号轮传动摆臂上安装的四个轴承两两分别与凸轮高面紧密接触,与固定套配合使用。固定套中心开有内螺纹孔,大小与旋转手柄螺纹孔径一致,一号轮装配结束后,将旋转手柄旋入固定套,保存放置时不仅可防止破坏旋转手柄的螺纹副还可以防止手柄或者固定套的单独遗失。
40.以上所述,仅是本技术的实施例,并非对本技术做任何形式的限制,虽然本技术以较佳实施例揭示如上,然而并非用以限制本技术,任何熟悉本专业的技术人员,在不脱离本技术技术方案的范围内,利用上述揭示的技术内容做出些许的变动或修饰均等同于等效实施案例,均属于技术方案范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1