一种凸轮轴固定工具的制作方法
1.本技术涉及汽车发动机领域,具体而言,涉及一种凸轮轴固定工具。
背景技术:
2.凸轮轴是活塞发动机里的一个部件。它的作用是控制气门的开启和闭合动作。
3.目前装配y6凸轮轴信号盘时,由于缺少合适的凸轮轴固定工具,需要操作者左手将凸轮轴按在工作台上,右手持工装将信号盘压入凸轮轴内,并保持5秒的压力。而单手持工装,容易转动工装和压力不足,导致信号盘未压到位,影响信号盘装配质量。
技术实现要素:
4.为了克服现有的不足,本技术实施例提供一种凸轮轴固定工具,其能够解决目前缺少合适的凸轮轴压紧工装的问题,一定程度上提升了信号盘装配的质量。
5.本技术实施例解决其技术问题所采用的技术方案是:一种凸轮轴固定工具,包括凸轮轴和承载构件以及压紧构件。
6.所述承载构件包括底板和分别设在其上表面两侧的v形块,所述凸轮轴共同置于两个所述v形块上;
7.所述压紧构件包括夹紧座和安装在其上的肘夹,以及固定在所述肘夹压紧端上的压紧块,所述夹紧座固定在所述底板上表面一侧,所述压紧块位于其中一个所述v形块放置槽口的正上方并通过所述肘夹活动压紧于所述凸轮轴。
8.在一种具体的实施方案中,所述底板整体形状呈l形状,所述底板上贯穿开通有多个通孔a,并通过通孔a实现与待装配平台的固定。
9.在一种具体的实施方案中,所述v形块位于其放置槽口的两侧均开通有螺孔a,所述底板两侧成对开通有与两个螺孔a适配的螺孔b,螺孔a和对应的螺孔b内均共同装配有内六角圆柱头螺钉a。
10.在一种具体的实施方案中,所述v形块放置槽口整体呈扇形设计,且其槽口深度为14mm,内底部宽度为12mm,上部开口最大宽度为32mm。
11.在一种具体的实施方案中,所述夹紧座整体呈几字形设计,且其底部两侧均成对开通有螺孔c,所述底板上位于所述夹紧座的位置处还开通有多个螺孔d与螺孔c匹配,且螺孔c和对应的螺孔d内均共同装配有内六角圆柱头螺钉b。
12.在一种具体的实施方案中,所述肘夹底部四侧均开通有通孔b,所述夹紧座顶面四角处均开设有与通孔b适配的螺孔e,螺孔e和对应的通孔b内共同安装有内六角圆柱头螺钉c。
13.在一种具体的实施方案中,所述压紧块顶部开设有螺孔f,所述肘夹压紧端的螺杆通过螺孔f实现与所述压紧块的可拆式固定,且所述肘夹压紧端的螺杆上还安装有与所述压紧块顶面贴合的m10螺母。
14.在一种具体的实施方案中,所述压紧块也自带有呈倒v形的压紧槽口,且其槽口深
度为20mm,内上端宽度为18mm,底端的最大开口为28mm。
15.本技术实施例的优点是:
16.由于采用了承载构件和压紧构件的配合,在将信号盘与凸轮轴装配前,先将凸轮轴放置在两个v形块的放置槽口内,再利用肘夹使其压紧端所连接的压紧块按压凸轮轴的上外壁两侧,压紧操作过程极为简单,有效解决了目前缺少合适的凸轮轴压紧工装的问题,间接促进了信号盘的装配质量。
附图说明
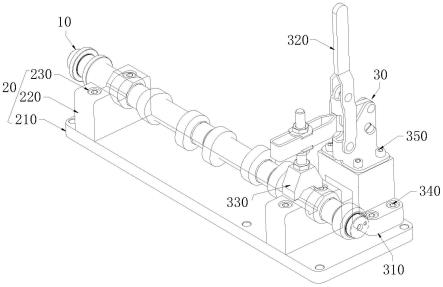
17.图1为本技术实施方式提供的凸轮轴固定工具结构示意图;
18.图2为本技术实施方式提供的底板结构俯视图;
19.图3为本技术实施方式提供的底板结构剖视图;
20.图4为本技术实施方式提供的v形块结构俯视图;
21.图5为本技术实施方式提供的图4中的a-a处局部剖面图;
22.图6为本技术实施方式提供的夹紧座结构俯视图;
23.图7为本技术实施方式提供的图6中的b-b处局部剖面图;
24.图8为本技术实施方式提供的压紧块结构剖面图。
25.主要附图标记说明:
26.10-凸轮轴;20-承载构件;210-底板;220-v形块;230-内六角圆柱头螺钉a;30-压紧构件;310-夹紧座;320-肘夹;330-压紧块;340-内六角圆柱头螺钉b;350-内六角圆柱头螺钉c。
具体实施方式
27.本技术实施例中的技术方案为解决上述目前缺少合适的凸轮轴压紧工装的问题,总体思路如下:
28.实施例:
29.请参阅图1,一种凸轮轴固定工具,包括凸轮轴10和承载构件20以及压紧构件30。其中,承载构件20安装在外部待装配平台上,且能用于凸轮轴10的稳定放置;压紧构件30可将放置于承载构件20上的凸轮轴10进行快速压紧,间接利于后续信号盘的装配。
30.请参阅图1-图5,承载构件20包括底板210和分别设在其上表面两侧的v形块220,凸轮轴10共同置于两个v形块220上。其中,利用v形块220的放置槽口的设计便于搭放凸轮轴10。
31.底板210整体形状呈l形状,底板210上贯穿开通有多个通孔a,并通过通孔a实现与待装配平台的固定。其中,利用通孔a的设计便于直接将底板210与待装配平台固定,间接将该固定工具安装在待装配平台上。
32.v形块220位于其放置槽口的两侧均开通有螺孔a,两个v形块220上对应的两个螺孔a圆心之间的间距为314mm,底板210两侧成对开通有与两个螺孔a适配的螺孔b,螺孔a和对应的螺孔b内均共同装配有内六角圆柱头螺钉a230。其中,利用内六角圆柱头螺钉a230依次旋入螺孔a和螺孔b,可将v形块220与底板210装配,间接降低了该固定工具零配件的更换成本。
33.v形块220放置槽口整体呈扇形设计,且其槽口深度为14mm,内底部宽度为12mm,上部开口最大宽度为32mm。其中,扇形设计的放置槽口可便于适应对不同直径规格的凸轮轴10的放置。
34.请参阅图1、图2、图6、图7和图8,压紧构件30包括夹紧座310和安装在其上的肘夹320,以及固定在肘夹320压紧端上的压紧块330,夹紧座310固定在底板210上表面一侧,压紧块330位于其中一个v形块220放置槽口的正上方并通过肘夹320活动压紧于凸轮轴10。其中,在放置凸轮轴10于v形块220上后,利用肘夹320可快速完成凸轮轴10的压紧固定。
35.夹紧座310整体呈几字形设计,且其底部两侧均成对开通有螺孔c,底板210上位于夹紧座310的位置处还开通有多个螺孔d与螺孔c匹配,且螺孔c和对应的螺孔d内均共同装配有内六角圆柱头螺钉b340。其中,利用六角圆柱头螺钉b340依次旋入螺孔c和螺孔d利于将夹紧座310和底板210可拆式装配,也间接降低了该固定工具零配件的更换成本,而利用夹紧座310的设计便于抬高上部的肘夹320至一定高度,以便于利用其对凸轮轴10进行按压夹紧。
36.肘夹320底部四侧均开通有通孔b,夹紧座310顶面四角处均开设有与通孔b适配的螺孔e,螺孔e和对应的通孔b内共同安装有内六角圆柱头螺钉c350。其中,利用内六角圆柱头螺钉c350贯穿通孔b旋入螺孔e内利于将肘夹320和夹紧座310完成装配,装配稳定性高,且也间接降低了该固定工具零配件的更换成本。
37.压紧块330顶部开设有螺孔f,肘夹320压紧端的螺杆通过螺孔f实现与压紧块330的可拆式固定,且肘夹320压紧端的螺杆上还安装有与压紧块330顶面贴合的m10螺母。其中,肘夹320压紧端的螺杆与螺孔f旋接便于实现其与压紧块330的固定,便于压紧块330的拆装更换,而利用m10螺母的设计便于协助调节压紧块330与螺孔f旋接的深度,由此可适用于多种不同直径凸轮轴10的压紧。
38.压紧块330也自带有呈倒v形的压紧槽口,且其槽口深度为20mm,内上端宽度为18mm,底端的最大开口为28mm。其中,压紧槽口的形状构造适用于按压夹持不同直径的凸轮轴10,且按压时能压住凸轮轴10上部两侧,使得凸轮轴10被压紧稳定性较高。
39.使用时:
40.先将凸轮轴10放置在两个v形块220的放置槽口内,再利用肘夹320使其压紧端所连接的压紧块330按压凸轮轴10的上外壁两侧,压紧操作过程极为简单,由此在后续安装信号盘时能够释放左手,双手持工装推入信号盘,并可以使用身体整体力量压住信号盘,将信号盘装配到位,提升装配质量。
41.最后应说明的是:显然,上述实施例仅仅是为清楚地说明本发明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1