一种电镐铲子及其制造方法与流程
1.本发明涉及电动工具零部件技术领域,尤其涉及一种电镐铲子及其制造方法。
背景技术:
2.电镐,是以单相串励电动机为动力的双重绝缘手持式电动工具,它具有安全可靠、效率高、操作方便等特点,广泛应用于管道敷设、机械安装、给排水设施建设、室内装修、港口设施建设和其他建设工程施工,适用于镐钎或其他适当的附件,如凿子、铲等对混凝土、砖石结构、沥青路面进行破碎、凿平、挖掘、开槽、切削等作业。
3.电镐由电动机、齿轮减速器、曲柄连杆冲击机构、工作头(电镐铲子)、电源开关及电源联接组件等组成。在作业时,电镐铲子的使用频率大,不仅要承受冲击载荷的作用,而且还要抵御磨料磨损和冲击磨损。市面上的电镐铲子,一般是由镐身、镐掌螺纹连接的两段式结构或整体锻压成型的结构,两段式结构,在反复冲击作用下,镐身、镐掌两部分的联接部件易发生变形,电镐铲子的失效主要表现为镐掌的磨损和镐身的断裂;整体锻压成型的机构,需要120t以上的冲床冲压,造价成本高。
技术实现要素:
4.本发明旨在至少克服上述现有技术的缺点与不足其中之一,提供一种高强度、耐用的电镐铲子及其制造方法。本发明目的基于以下技术方案实现:
5.本发明目的一方面,提供了一种电镐铲子,包括锻压连接的镐身和镐掌,所述镐身的下端部内设有开口,所述镐掌的上端中心部位嵌入开口且与开口相匹配,所述镐掌的上端中心部位设有若干孔,所述开口两侧的镐身通过高温锻压而渗入孔内,所述镐身和镐掌的外部连接处以焊接方式固定。
6.优选地,所述镐身和/或镐掌的材质为锰钢或弹簧钢,优选为60simn钢或65simn钢。
7.优选地,所述开口的宽度比镐掌的上端中心部位的厚度负10~20丝。
8.优选地,所述孔关于镐掌的中心轴线对称设置。
9.优选地,所述孔在镐掌上呈三角形、四边形、五边形、六边形、八边形或圆形分布。
10.优选地,所述镐身靠近与镐掌连接处的部位设有加强筋,镐身的强度更高,在高冲击下不易发生断裂。
11.优选地,所述开口最深处设有燕尾槽,所述镐掌的上端设有与燕尾槽相匹配的连接部。起到导向和支撑的作用,在锻压后可提高连接强度。
12.优选地,所述镐掌包括增强纤维层和浸润包覆在增强纤维层内部和外部的金属基体,所述增强纤维层的原料包括碳化硼纤维、氮化硼纤维、氮化硅纤维、碳化硅纤维、氮化碳纤维中的一种或多种。增强纤维层的维氏硬度至少在1500hv以上,高的可达1900hv以上,是钎焊硬质合金硬度hrc66~68的2倍以上,耐磨性更高。金属基体浸润包覆在增强纤维层的内部和外部,大幅提高镐掌内部的连接强度,镐掌的整体韧性和耐冲击性得到大幅增强,在
高冲击下不易产生裂纹或断裂现象,大大延长了使用寿命。
13.本发明目的另一方面,提供了一种电镐铲子的制造方法,包括以下步骤:
14.s1、分别制造镐身和镐掌,在所述镐身的下端部内设置开口,在所述镐掌的上端中心部位设置若干孔;
15.s2、锻压:对设有开口的镐身处进行加热,将所述镐掌的上端中心部位嵌入开口内,然后对该嵌入结构进行锻压,使所述开口两侧的镐身渗入孔内,从而将所述镐身和镐掌固定连接;
16.s3、焊接:对所述镐身和镐掌的外部连接处以焊接方式固定,即得到所述电镐铲子。
17.优选地,步骤s2中所述加热具体为:使嵌入结构的温度达到700~950℃。
18.优选地,步骤s2中所述锻压具体为:将镐身和镐掌置于相适配的模具中,采用冲床60~120t的压力进行冲压。
19.优选地,步骤s3中所述焊接具体为:采用激光焊,焊接深度为深入2~8mm,且不能产生裂纹。
20.优选地,步骤s1中还包括所述镐身靠近与镐掌连接处的部位通过墩粗处理得到加强筋,提高镐身的力学性能和减少各向异性。
21.优选地,步骤s1中还包括在所述开口最深处设置燕尾槽,在所述镐掌的上端设置与燕尾槽相匹配的连接部。
22.优选地,步骤s1中所述镐掌的制造方法包括:将增强纤维层的原料和粘结剂混合5~30min制成泥料,按照镐掌的形状对泥料成型处理后置于350~600℃处理0.5~3h,得到增强纤维层层材料;然后将所得材料置于模具中,将金属基体液浇注在模具中浸润包覆在增强纤维层内部和外部,从而形成金属基体,冷却后即得镐掌。
23.增强纤维层的原料通过粘结剂粘结烧制后,得到的是无序排列的网状纤维结构,形成了复杂的空间结构;金属基体浇注在增强纤维层后,粘结剂部分熔融或发生分解形成孔洞,使得金属基体浸润包覆在增强纤维层内部和外部,提高金属基体与增强纤维层之间的连接强度,镐掌的整体韧性和耐冲击性得到大幅增强,不易产生裂纹或断裂现象,大大延长了使用寿命。
24.优选地,所述粘结剂包括硅溶胶、铝溶胶、sio
2-al2o3复合溶胶、磷酸、水玻璃、偏磷酸铝溶液、磷酸二氢铝溶液、三聚磷酸钠溶液、六偏磷酸钠溶液、植物胶中的一种或多种。
25.优选地,所述粘结剂的浓度为10~30wt%,所述粘结剂的加入量为增强纤维层的原料的5~20wt%。
26.本发明采用低浓度粘结剂,且粘结剂含量较低,不影响吸增强纤维层层材料的性能且能保证泥料的强度,同时烧制出来的材料强度也得到了大幅度的提高。
27.优选地,所述微波干燥具体为控制泥料表面温度为90~130℃微波辐照15~60min。
28.本发明可至少取得如下有益效果其中之一:
29.本发明提供的电镐铲子,在镐身设置开口、在镐掌与开口的连接处设置若干孔,通过高温处理后锻压使镐身渗入孔内,起到铆栓连接和定位的作用,从而与镐掌紧密连接,提高了镐身与镐掌之间的连接强度,整体结构强度提高;锻压时冲床使用的压力小,成本低。
本发明所得电镐铲子的硬度、耐磨性和结构强度大幅提高,使用方便,经久耐用,使用寿命长,节省成本。本发明的使用时间可达到市面上电镐铲子的2~5倍,耐磨性可达到市面上电镐铲子的3~5倍以上。
附图说明
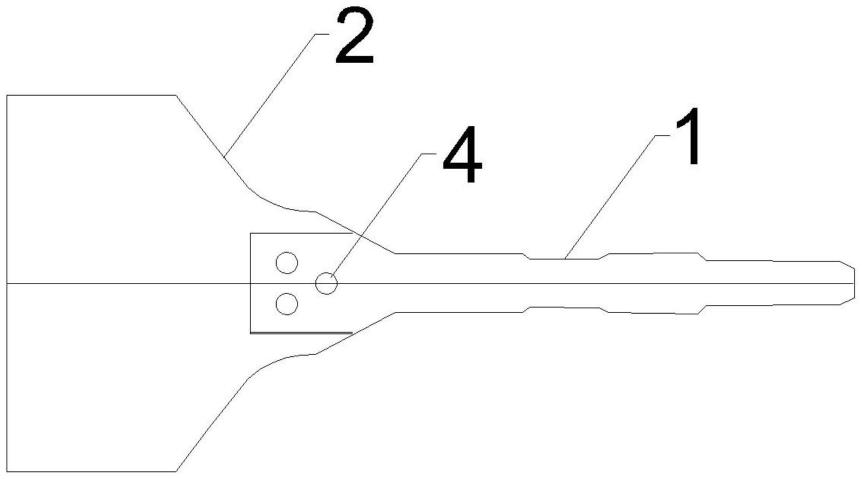
30.图1为本发明优选实施例的第一种电镐铲子的结构正视图;
31.图2为图1的结构侧视图;
32.图3为本发明优选实施例的镐身和镐掌的结构示意图;
33.图4为本发明优选实施例的第二种电镐铲子的结构侧视图;
34.图5为本发明优选实施例的第三种电镐铲子的结构侧视图;
35.图6为本发明优选实施例的第四种电镐铲子的结构侧视图;
36.附图标记说明:1-镐身,2-镐掌,3-开口,4-孔,5-加强筋,6-燕尾槽,7-连接部,8-增强纤维层,9-金属基体。
具体实施方式
37.下面将结合本发明的实施例中的附图,对本发明的实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
38.实施例1
39.如图1~3所示,本发明的优选实施例,提供了一种电镐铲子,包括锻压连接的镐身1和镐掌2,镐身1的下端部内设有开口3,镐掌2的上端中心部位设有若干孔4,镐掌2的上端中心部位嵌入开口3且与开口3相匹配,对该嵌入结构进行高温加热然后置于冲床冲压,开口3两侧的镐身1通过锻压而渗入孔4内。本发明提供的电镐铲子,在镐身设置开口、在镐掌与开口的连接处设置若干孔,通过高温处理后锻压使镐身渗入孔内,从而与镐掌紧密连接,提高镐掌2与镐身1的连接强度。镐身1和镐掌2的外部连接处以焊接方式固定,焊接深度为深入2~8mm,且不能产生裂纹,正反两面均按此标准进行焊接;可提高镐身1和镐掌2的外部连接强度,长时间使用也不易发生断裂。
40.在本实施例中,镐身1和/或镐掌2的材质为锰钢或弹簧钢,优选为60simn钢或65simn钢,热处理淬火回火之后的弹性极限、屈强化、回火稳定性都比较好,但不局限于此,其他材质例如铸铁亦可;且镐身1和镐掌2的材质相同或相近,焊缝周围不会产生多余应力,有利于焊接作业;此外,工作头边缘可以做的更锋利,便于作业,且耐用度提高。孔4关于镐掌2的中心轴线对称设置,可以有效调整冲击过程中造成的应力不一状况,使每个孔的受力均衡,铲子不易发生断裂;并且,孔4在镐掌2上呈三角形、四边形、五边形、六边形、八边形或圆形分布,可以有效分散应力,优选呈三角形分布。镐掌2的上端中心部位与开口3的连接紧密配合,承载能力高,能承受冲击负荷,提高铲子的强度。
41.其他类型的电镐铲子也可以采用相同的结构和工艺,如图4~5所示。
42.本发明所得电镐铲子的硬度和结构强度大幅提高,使用方便,经久耐用,使用时间可达到市面上电镐铲子的2~4倍,锻压的压力更低,成本低。
43.以下是本发明电镐铲子的具体制造方法的实施例。
44.实施例2
45.本发明的制造方法,包括以下步骤:
46.s1、分别制造60simn钢的镐身1和镐掌2,在镐身1的下端部内设置开口3,在镐掌2的上端中心部位设置若干孔4;其中,开口3的宽度比镐掌2的上端中心部位的厚度负10丝,孔4关于镐掌2的中心轴线对称设置且在镐掌2上呈三角形分布。
47.s2、锻压:对设有开口3的镐身1处进行加热使其温度达到750℃,将镐掌2的上端中心部位嵌入开口3内,然后将镐身1和镐掌2置于相适配的模具中,采用冲床120t的压力对该嵌入结构进行冲压,使开口3两侧的镐身1渗入孔4内,从而将镐身1和镐掌2固定连接。
48.s3、焊接:对镐身1和镐掌2的外部连接处以激光焊焊接方式固定,焊接深度为深入2~4mm,且不能产生裂纹,即得到电镐铲子。
49.实施例3
50.本实施例的制造方法,包括以下步骤:
51.s1、分别制造60simn钢的镐身1和镐掌2,在镐身1的下端部内设置开口3,在镐掌2的上端中心部位设置若干孔4;其中,开口3的宽度比镐掌2的上端中心部位的厚度负20丝,孔4关于镐掌2的中心轴线对称设置且在镐掌2上呈三角形分布。
52.s2、锻压:对设有开口3的镐身1处进行加热使其温度达到900℃,将镐掌2的上端中心部位嵌入开口3内,然后将镐身1和镐掌2置于相适配的模具中,采用冲床60t的压力对该嵌入结构进行冲压,使开口3两侧的镐身1渗入孔4内,从而将镐身1和镐掌2固定连接;
53.s3、焊接:对镐身1和镐掌2的外部连接处以激光焊焊接方式固定,焊接深度为深入4~8mm,且不能产生裂纹,即得到电镐铲子。
54.实施例4
55.本实施例的制造方法,包括以下步骤:
56.s1、分别制造65simn钢的镐身1和镐掌2,在镐身1的下端部内设置开口3,在镐掌2的上端中心部位设置若干孔4;其中,开口3的宽度比镐掌2的上端中心部位的厚度负15丝,孔4关于镐掌2的中心轴线对称设置且在镐掌2上呈三角形分布。
57.s2、锻压:对设有开口3的镐身1处进行加热使其温度达到800℃,将镐掌2的上端中心部位嵌入开口3内,然后将镐身1和镐掌2置于相适配的模具中,采用冲床90t的压力对该嵌入结构进行冲压,使开口3两侧的镐身1渗入孔4内,从而将镐身1和镐掌2固定连接;
58.s3、焊接:对镐身1和镐掌2的外部连接处以激光焊焊接方式固定,焊接深度为深入3~5mm,且不能产生裂纹,即得到电镐铲子。
59.实施例5
60.本实施例的制造方法,包括以下步骤:
61.s1、分别制造65simn钢的镐身1和镐掌2,在镐身1的下端部内设置开口3,在镐掌2的上端中心部位设置若干孔4;其中,开口3的宽度比镐掌2的上端中心部位的厚度负18丝,孔4关于镐掌2的中心轴线对称设置且在镐掌2上呈三角形分布。
62.s2、锻压:对设有开口3的镐身1处进行加热使其温度达到850℃,将镐掌2的上端中心部位嵌入开口3内,然后将镐身1和镐掌2置于相适配的模具中,采用冲床80t的压力对该嵌入结构进行冲压,使开口3两侧的镐身1渗入孔4内,从而将镐身1和镐掌2固定连接;
63.s3、焊接:对镐身1和镐掌2的外部连接处以激光焊焊接方式固定,焊接深度为深入4~6mm,且不能产生裂纹,即得到电镐铲子。
64.实施例6
65.如图6所示,本实施例提供的一种电镐铲子,在实施例1的基础上,镐身1靠近与镐掌2连接处的部位设有加强筋5,镐身的强度更高,在高冲击下不易发生断裂;在开口3最深处设有燕尾槽6、镐掌2的上端设有与燕尾槽6相匹配的连接部7;起到导向和支撑的作用,在锻压后可提高连接强度。镐掌2包括增强纤维层8和浸润包覆在增强纤维层8内部和外部的金属基体9,增强纤维层8的原料包括碳化硼纤维、氮化硼纤维、氮化硅纤维、碳化硅纤维、氮化碳纤维中的一种或多种。增强纤维层的维氏硬度至少在1500hv以上,高的可达1900hv以上,是钎焊硬质合金硬度hrc66~68的2倍以上,耐磨性更高。金属基体浸润包覆在增强纤维层的内部和外部,大幅提高镐掌内部的连接强度,镐掌的整体韧性和耐冲击性得到大幅增强,在高冲击下不易产生裂纹或断裂现象,大大延长了使用寿命。
66.实施例7
67.本实施例的制造方法,与实施例4大致相同,其中,加强筋5通过墩粗处理得到,镐掌2的制造方法包括以下步骤:
68.将碳化硼纤维和浓度为15wt%的粘结剂六偏磷酸钠溶液混合10min制成泥料,粘结剂的加入量为增强纤维8原料的10wt%;按照镐掌的形状对泥料成型处理后先微波干燥,控制泥料表面温度为100℃微波辐照45min,然后置于350℃处理2h,得到增强纤维层8;
69.然后将所得材料置于模具中,将金属基体液浇注在模具中浸润包覆在增强纤维层8内部和外部,从而形成金属基体9,冷却后即得镐掌2。
70.实施例8
71.本实施例的制造方法,与实施例4大致相同,其中,加强筋5通过墩粗处理得到,镐掌2的制造方法包括以下步骤:
72.将氮化硼纤维、氮化硅纤维(质量比1:1)和粘结剂sio
2-al2o3复合溶胶、三聚磷酸钠溶液(总浓度为20wt%、质量比1:1)混合15min制成泥料,粘结剂的加入量为增强纤维8原料的13wt%;按照镐掌的形状对泥料成型处理后先微波干燥,控制泥料表面温度为110℃微波辐照30min,然后置于450℃处理1.5h,得到增强纤维层8;
73.然后将所得材料置于模具中,将金属基体液浇注在模具中浸润包覆在增强纤维层8内部和外部,从而形成金属基体9,冷却后即得镐掌2。
74.实施例9
75.本实施例的制造方法,与实施例4大致相同,其中,加强筋5通过墩粗处理得到,镐掌2的制造方法包括以下步骤:
76.将氮化硼纤维、氮化硅纤维、碳化硅纤维(质量比1:1:1)和粘结剂磷酸二氢铝溶液(浓度为20wt%)混合20min制成泥料,粘结剂的加入量为增强纤维8原料的16wt%;按照镐掌的形状对泥料成型处理后先微波干燥,控制泥料表面温度为120℃微波辐照20min,然后置于500℃处理1h,得到增强纤维层8;
77.然后将所得材料置于模具中,将金属基体液浇注在模具中浸润包覆在增强纤维层8内部和外部,从而形成金属基体9,冷却后即得镐掌2。
78.本发明通过在镐身设置开口、在镐掌与开口的连接处设置若干孔,然后高温锻压
使镐身渗入孔内,从而与镐掌紧密连接。本发明所得电镐铲子的硬度和结构强度大幅提高,使用方便,经久耐用,使用寿命长,制造成本低。通过设置增强纤维层8和浸润包覆在增强纤维层8内部和外部的金属基体9,,大幅提高镐掌内部的连接强度,镐掌的整体韧性和耐冲击性得到大幅增强,在高冲击下不易产生裂纹或断裂现象,大大延长了使用寿命。
79.与现有螺纹连接的电镐铲子相比,实施例2~5、7~9提供的电镐铲子耐用性大幅提高,实施例2~5的使用时间可达到现有电镐铲子的2~4倍,实施例7~9的使用时间可达到现有电镐铲子的4~5倍。对实施例2~5、7~9提供的电镐铲子做冲击磨损实验,采用mld-10型动载荷磨料磨损试验机。结果表明,实施例2~5的耐磨性均比现有电镐铲子提高了3倍以上,实施例7~9的耐磨性均比普通电镐铲子提高了5倍以上。
80.最后应说明的是:以上仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1