一种钢筋绑扎用扎丝成型装置及其使用方法
1.本发明涉及钢筋绑扎技术领域,尤其涉及一种钢筋绑扎用扎丝成型装置及其使用方法,主要适用于提高可靠性与降低成本。
背景技术:
2.在建筑工程中,钢筋施工分项作业中的梁、板、柱、剪力墙的钢筋扎丝绑扎的作业量非常大。目前,钢筋扎丝绑扎工作一般都是由工作人员手拿扎丝在需要绑扎的钢筋上缠绕之后,直接用手或用钳子辅助,通过手动旋转扎丝两端,将扎丝两端旋拧成麻花状以进行打结,从而将钢筋捆绑牢固,此种方式,不仅效率低,影响施工工期,而且劳动强度大。
3.中国专利,申请公布号为cn108560924a,申请公布日为2018年9月21日的发明公开了一种单丝钢筋绑扎机,该发明通过拗丝机构中的一带开口的捆扎环套设在钢筋交叉点处,通过送丝机构的送丝,使得扎丝在捆扎环中绕过钢筋交叉点处,以此完成后续的绑扎工作。中国专利,申请公布号为cn110469127a,申请公布日为2019年11月19日的发明公开了一种钢筋捆扎机枪头,该发明通过导丝体中的引导槽组,使得送出的钢筋扎丝绕过钢筋交叉点处,以此完成后续的绑扎工作。
4.现有技术较多利用圆弧形的导槽先将扎丝在钢筋交叉点处拗圈,再对其进行旋拧,以达到绑扎钢筋的目的,由于圆弧导槽并非一个完整的圆弧,需要设置缺口才能让圆弧导槽包围钢筋交叉点,这就存在拗丝时扎丝可能会脱离圆弧槽的方向,使得扎丝成型的可靠性较低;另外,现有钢筋绑扎装置受绑扎方式的限制,扎丝会有一定程度的浪费,使得钢筋绑扎成本较高。
技术实现要素:
5.本发明的目的是克服现有技术中存在的可靠性低、成本高的缺陷与问题,提供一种可靠性高、成本低的钢筋绑扎用扎丝成型装置及其使用方法。
6.为实现以上目的,本发明的技术解决方案是:一种钢筋绑扎用扎丝成型装置,包括冲丝机构与剪切机构;所述冲丝机构包括冲丝模具、冲丝滑块、推杆与弹簧钢片,所述冲丝模具内设置有倒u型腔、竖直腔与扎丝导孔,所述竖直腔、扎丝导孔均设置在倒u型腔的侧方,且扎丝导孔设置在倒u型腔、竖直腔的下方,所述冲丝模具的一外侧面设置有导槽,导槽包括连通的直线槽与弧形槽,所述冲丝模具的另一外侧面设置有气缸支架,所述推杆的一端与连接件连接,推杆的另一端穿过倒u型腔后位于冲丝滑块的正上方,所述冲丝滑块为圆柱形结构,冲丝滑块与支座连接,支座与弹簧钢片的一端连接,所述弹簧钢片的另一端与连接件连接,所述支座与圆柱销连接,圆柱销安装在导槽中;所述剪切机构包括切刀、杠杆与气缸,所述气缸安装在气缸支架上,气缸支架上设置有杠杆支架,所述杠杆的中部与杠杆支架铰接,杠杆的一端与气缸的输出端连接,杠杆的另一端与切刀导杆连接,切刀导杆插入竖直腔后与竖直腔内的切刀连接,切刀导杆上套装
有一号弹簧,一号弹簧的一端抵住切刀导杆顶部的凸台,一号弹簧的另一端抵住冲丝模具的顶部。
7.所述冲丝模具包括模具本体与端盖,所述模具本体的内侧面上设置有倒u型槽,倒u型槽与端盖构成倒u型腔,所述模具本体的内侧面上位于倒u型槽侧方的部位设置有竖直槽,竖直槽与端盖构成竖直腔,所述模具本体的内侧面上位于竖直槽下方的部位设置有扎丝导孔。
8.所述冲丝模具的顶部插装有导向管,导向管与倒u型腔连通,所述推杆依次穿过导向管、倒u型腔后位于冲丝滑块的正上方。
9.所述冲丝模具的外侧面对称连接有两个导槽支架,所述导槽支架包括安装底板与其上设置的支撑板,所述安装底板与冲丝模具的外侧面连接,所述支撑板包括直线段与弧形段,所述直线段上开设有直线槽,所述弧形段上开设有弧形槽。
10.所述冲丝模具的外侧面设置有移动凹槽,移动凹槽与倒u型腔连通,所述支座位于两个导槽支架之间,支座穿过移动凹槽后与冲丝滑块连接,所述圆柱销依次穿过一个导槽支架的导槽、支座、另一个导槽支架的导槽后固定。
11.所述冲丝滑块的外周面上沿其圆周方向设置有滑槽。
12.所述扎丝成型装置还包括送丝机构,所述送丝机构包括两块固定侧板及其之间沿扎丝输送方向依次设置的导丝槽、一对相啮合的一号齿轮、一对相啮合的二号齿轮,一号齿轮、二号齿轮的外周面上沿其圆周方向设置有输送凹槽,所述固定侧板上安装有步进电机,步进电机的输出端与主动齿轮连接,主动齿轮与一号齿轮、二号齿轮啮合。
13.所述固定侧板安装在固定底板上,固定底板上设置有活动底板,活动底板与圆轴的一端连接,圆轴的另一端安装在固定底板上,圆轴上套装有二号弹簧,二号弹簧的两端分别抵住固定底板与活动底板,所述活动底板的两侧连接有活动侧板,活动侧板与一个一号齿轮、一个二号齿轮转动连接,另一个一号齿轮、另一个二号齿轮与固定侧板转动连接。
14.两块所述固定侧板分别与冲丝模具的两外侧面连接。
15.一种钢筋绑扎用扎丝成型装置的使用方法,所述使用方法包括以下步骤:s1、将扎丝依次穿过扎丝导孔、倒u型腔下部后伸出冲丝模具;s2、通过连接件控制推杆与弹簧钢片同时向上运动,弹簧钢片带动冲丝滑块向上运动,在此过程中,冲丝滑块通过支座沿直线槽带动扎丝向上运动,当推杆离开冲丝模具,且扎丝与冲丝滑块均运动至倒u型腔的顶部时,通过连接件控制推杆与弹簧钢片同时停止运动,此时,扎丝被冲压成u型结构;s3、控制气缸工作,气缸的输出端向上运动,并通过杠杆将气缸输出端的向上运动传递给切刀导杆,使切刀导杆向下运动,完成切丝动作,之后,气缸的输出端向下复位,切刀导杆在一号弹簧的作用下向上复位;s4、通过连接件控制推杆与弹簧钢片同时向下运动,弹簧钢片带动冲丝滑块向下运动,在此过程中,冲丝滑块先通过支座沿直线槽向下运动,以离开冲丝模具,再通过支座沿弧形槽向下运动,此时,弹簧钢片发生弹性形变,以使冲丝滑块离开u型扎丝所在的垂直区域;同时,推杆推动u型扎丝向下运动直至u型扎丝被推出冲丝模具。
16.与现有技术相比,本发明的有益效果为:1、本发明一种钢筋绑扎用扎丝成型装置及其使用方法中,先将扎丝依次穿过扎丝
导孔、倒u型腔下部后伸出冲丝模具,再通过连接件控制推杆与弹簧钢片同时向上运动,弹簧钢片带动冲丝滑块向上运动,以将扎丝冲压成u型结构,然后控制气缸工作,气缸的输出端向上运动,并通过杠杆将气缸输出端的向上运动传递给切刀导杆,使切刀导杆向下运动,完成切丝动作,最后,通过连接件控制推杆与弹簧钢片同时向下运动,弹簧钢片带动冲丝滑块先离开冲丝模具再离开u型扎丝所在的垂直区域,同时,推杆推动u型扎丝向下运动直至u型扎丝被推出冲丝模具;上述设计不仅使得扎丝的变形处在一个确定可控的范围内,以提高扎丝成型的可靠性,而且可以根据绑扎点钢筋的直径,调整送丝长度和冲丝距离,减少钢筋扎丝的使用量,以降低钢筋绑扎成本。因此,本发明可靠性高、成本低。
17.2、本发明一种钢筋绑扎用扎丝成型装置及其使用方法中,冲丝模具包括模具本体与端盖,模具本体的内侧面上设置有倒u型槽,倒u型槽与端盖构成倒u型腔,模具本体的内侧面上位于倒u型槽侧方的部位设置有竖直槽,竖直槽与端盖构成竖直腔,模具本体的内侧面上位于竖直槽下方的部位设置有扎丝导孔,上述结构的冲丝模具,能很好的保证送丝、冲丝、切丝在冲丝模具内完成;冲丝模具的顶部插装有导向管,导向管与倒u型腔连通,推杆依次穿过导向管、倒u型腔后位于冲丝滑块的正上方,增设导向管以提高推杆运动的可靠性;冲丝滑块的外周面上沿其圆周方向设置有滑槽,使得扎丝能可靠的随冲丝滑块向上运动被冲压。因此,本发明可靠性高。
18.3、本发明一种钢筋绑扎用扎丝成型装置及其使用方法中,冲丝模具的外侧面对称连接有两个导槽支架,导槽支架包括安装底板与其上设置的支撑板,安装底板与冲丝模具的外侧面连接,支撑板包括直线段与弧形段,直线段上开设有直线槽,弧形段上开设有弧形槽,直线槽用于冲丝滑块的冲丝,弧形槽用于带动冲丝滑块离开扎丝所在的垂直区域,使得被冲压完成的u型扎丝下落时不会受到冲丝滑块的干涉;冲丝模具的外侧面设置有移动凹槽,移动凹槽与倒u型腔连通,支座位于两个导槽支架之间,支座穿过移动凹槽后与冲丝滑块连接,圆柱销依次穿过一个导槽支架的导槽、支座、另一个导槽支架的导槽后固定,不仅使得冲丝滑块有唯一运动轨迹,提高运动可靠性,而且使得冲丝滑块的运动稳定性好。因此,本发明冲丝可靠性高、冲丝稳定性好。
19.4、本发明一种钢筋绑扎用扎丝成型装置及其使用方法中,送丝机构包括两块固定侧板及其之间沿扎丝输送方向依次设置的导丝槽、一对相啮合的一号齿轮、一对相啮合的二号齿轮,一号齿轮、二号齿轮的外周面上沿其圆周方向设置有输送凹槽,固定侧板上安装有步进电机,步进电机的输出端与主动齿轮连接,主动齿轮与一号齿轮、二号齿轮啮合,上述送丝机构利用两对齿轮的啮合处来完成送丝工作,提高了送丝的准确度与可靠性;活动底板与圆轴的一端连接,圆轴的另一端安装在固定底板上,圆轴上套装有二号弹簧,二号弹簧的两端分别抵住固定底板与活动底板,活动底板的两侧连接有活动侧板,活动侧板与一个一号齿轮、一个二号齿轮转动连接,另一个一号齿轮、另一个二号齿轮与固定侧板转动连接,上述设计使得扎丝通过两啮合点时与两齿轮之间不是硬接触,避免齿轮对扎丝不平整处造成破坏;两块固定侧板分别与冲丝模具的两外侧面连接,不仅使得冲丝机构与送丝机构的安装与拆卸简便,而且提高了送丝的可靠性。因此,本发明送丝准确度高、送丝可靠性高、安装与拆卸简便。
附图说明
20.图1是本发明的结构示意图。
21.图2是本发明的分装图。
22.图3是本发明中一视角下的冲丝机构与剪切机构的立体结构示意图。
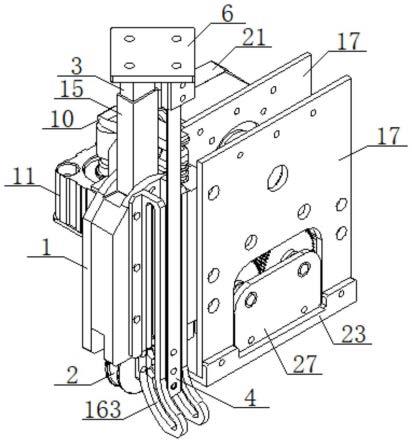
23.图4是本发明中另一视角下的冲丝机构与剪切机构的立体结构示意图。
24.图5是本发明中冲丝机构与剪切机构的侧视图。
25.图6是本发明中冲丝机构与剪切机构的剖视图。
26.图7是本发明中送丝机构的结构示意图。
27.图8是本发明中送丝机构的内部结构示意图。
28.图9是本发明中一号齿轮或二号齿轮的结构示意图。
29.图10是本发明中送丝机构的示意简图。
30.图11是本发明中固定底板与活动底板的装配结构示意图。
31.图12是本发明中送丝机构、冲丝机构、剪切机构的示意简图。
32.图13是本发明的工作流程简图。
33.图中:冲丝模具1、模具本体101、端盖102、倒u型槽103、竖直槽104、扎丝导孔105、扎丝导孔105、移动凹槽106、冲丝滑块2、滑槽201、推杆3、弹簧钢片4、气缸支架5、连接件6、支座7、圆柱销8、切刀9、杠杆10、气缸11、杠杆支架12、切刀导杆13、一号弹簧14、导向管15、导槽支架16、安装底板161、支撑板162、导槽163、固定侧板17、导丝槽18、一号齿轮19、二号齿轮20、步进电机21、主动齿轮22、固定底板23、活动底板24、圆轴25、二号弹簧26、活动侧板27、扎丝28、钢筋交叉点29、旋拧机构30。
具体实施方式
34.以下结合附图说明和具体实施方式对本发明作进一步详细的说明。
35.参见图1至图13,一种钢筋绑扎用扎丝成型装置,包括冲丝机构与剪切机构;所述冲丝机构包括冲丝模具1、冲丝滑块2、推杆3与弹簧钢片4,所述冲丝模具1内设置有倒u型腔、竖直腔与扎丝导孔105,所述竖直腔、扎丝导孔105均设置在倒u型腔的侧方,且扎丝导孔105设置在倒u型腔、竖直腔的下方,所述冲丝模具1的一外侧面设置有导槽163,导槽163包括连通的直线槽与弧形槽,所述冲丝模具1的另一外侧面设置有气缸支架5,所述推杆3的一端与连接件6连接,推杆3的另一端穿过倒u型腔后位于冲丝滑块2的正上方,所述冲丝滑块2为圆柱形结构,冲丝滑块2与支座7连接,支座7与弹簧钢片4的一端连接,所述弹簧钢片4的另一端与连接件6连接,所述支座7与圆柱销8连接,圆柱销8安装在导槽163中;所述剪切机构包括切刀9、杠杆10与气缸11,所述气缸11安装在气缸支架5上,气缸支架5上设置有杠杆支架12,所述杠杆10的中部与杠杆支架12铰接,杠杆10的一端与气缸11的输出端连接,杠杆10的另一端与切刀导杆13连接,切刀导杆13插入竖直腔后与竖直腔内的切刀9连接,切刀导杆13上套装有一号弹簧14,一号弹簧14的一端抵住切刀导杆13顶部的凸台,一号弹簧14的另一端抵住冲丝模具1的顶部。
36.所述冲丝模具1包括模具本体101与端盖102,所述模具本体101的内侧面上设置有倒u型槽103,倒u型槽103与端盖102构成倒u型腔,所述模具本体101的内侧面上位于倒u型
槽103侧方的部位设置有竖直槽104,竖直槽104与端盖102构成竖直腔,所述模具本体101的内侧面上位于竖直槽104下方的部位设置有扎丝导孔105。
37.所述冲丝模具1的顶部插装有导向管15,导向管15与倒u型腔连通,所述推杆3依次穿过导向管15、倒u型腔后位于冲丝滑块2的正上方。
38.所述冲丝模具1的外侧面对称连接有两个导槽支架16,所述导槽支架16包括安装底板161与其上设置的支撑板162,所述安装底板161与冲丝模具1的外侧面连接,所述支撑板162包括直线段与弧形段,所述直线段上开设有直线槽,所述弧形段上开设有弧形槽。
39.所述冲丝模具1的外侧面设置有移动凹槽106,移动凹槽106与倒u型腔连通,所述支座7位于两个导槽支架16之间,支座7穿过移动凹槽106后与冲丝滑块2连接,所述圆柱销8依次穿过一个导槽支架16的导槽163、支座7、另一个导槽支架16的导槽163后固定。
40.所述冲丝滑块2的外周面上沿其圆周方向设置有滑槽201。
41.所述扎丝成型装置还包括送丝机构,所述送丝机构包括两块固定侧板17及其之间沿扎丝输送方向依次设置的导丝槽18、一对相啮合的一号齿轮19、一对相啮合的二号齿轮20,一号齿轮19、二号齿轮20的外周面上沿其圆周方向设置有输送凹槽,所述固定侧板17上安装有步进电机21,步进电机21的输出端与主动齿轮22连接,主动齿轮22与一号齿轮19、二号齿轮20啮合。
42.所述固定侧板17安装在固定底板23上,固定底板23上设置有活动底板24,活动底板24与圆轴25的一端连接,圆轴25的另一端安装在固定底板23上,圆轴25上套装有二号弹簧26,二号弹簧26的两端分别抵住固定底板23与活动底板24,所述活动底板24的两侧连接有活动侧板27,活动侧板27与一个一号齿轮19、一个二号齿轮20转动连接,另一个一号齿轮19、另一个二号齿轮20与固定侧板17转动连接。
43.两块所述固定侧板17分别与冲丝模具1的两外侧面连接。
44.一种钢筋绑扎用扎丝成型装置的使用方法,所述使用方法包括以下步骤:s1、将扎丝28依次穿过扎丝导孔105、倒u型腔下部后伸出冲丝模具1;s2、通过连接件6控制推杆3与弹簧钢片4同时向上运动,弹簧钢片4带动冲丝滑块2向上运动,在此过程中,冲丝滑块2通过支座7沿直线槽带动扎丝28向上运动,当推杆3离开冲丝模具1,且扎丝28与冲丝滑块2均运动至倒u型腔的顶部时,通过连接件6控制推杆3与弹簧钢片4同时停止运动,此时,扎丝28被冲压成u型结构;s3、控制气缸11工作,气缸11的输出端向上运动,并通过杠杆10将气缸11输出端的向上运动传递给切刀导杆13,使切刀导杆13向下运动,完成切丝动作,之后,气缸11的输出端向下复位,切刀导杆13在一号弹簧14的作用下向上复位;s4、通过连接件6控制推杆3与弹簧钢片4同时向下运动,弹簧钢片4带动冲丝滑块2向下运动,在此过程中,冲丝滑块2先通过支座7沿直线槽向下运动,以离开冲丝模具1,再通过支座7沿弧形槽向下运动,此时,弹簧钢片4发生弹性形变,以使冲丝滑块2离开u型扎丝所在的垂直区域;同时,推杆3推动u型扎丝向下运动直至u型扎丝被推出冲丝模具1。
45.本发明的原理说明如下:本设计通过冲丝滑块在冲丝模具中的冲压使得扎丝变为u型结构,而推杆用于在扎丝冲压成u型结构后,将u型扎丝推出冲丝模具。杠杆主要用于将气缸的运动传递给切刀,使得切刀在垂直方向上移动,以达到剪切扎丝的目的。
46.在导槽的上半段为直线轨迹,下半段为圆弧轨迹,其中上半段的直线槽用于冲丝滑块的冲丝,下半段的弧形槽用于带动冲丝滑块离开扎丝所在的垂直区域,使得被冲压完成的u型扎丝下落时不受到冲丝滑块的干涉,并且弧形槽同时对两个圆柱销进行限位,故使得冲丝滑块有唯一轨迹,可以有效的控制整个运动过程中与冲丝模具的位置关系。由于冲丝滑块的运动轨迹有一部分为弧形,故冲丝滑块的运动是依靠弹簧钢片进行牵引,利用弹簧钢片良好的弹性和强度性能,既可以保证牵引可靠,又可以以一定程度的弹性形变来适应冲丝滑块的弧形运动轨迹。
47.实施例1:参见图1至图13,一种钢筋绑扎用扎丝成型装置,包括冲丝机构与剪切机构;所述冲丝机构包括冲丝模具1、冲丝滑块2、推杆3与弹簧钢片4,所述冲丝模具1内设置有倒u型腔、竖直腔与扎丝导孔105,所述竖直腔、扎丝导孔105均设置在倒u型腔的侧方,且扎丝导孔105设置在倒u型腔、竖直腔的下方,所述冲丝模具1的一外侧面设置有导槽163,导槽163包括连通的直线槽与弧形槽,所述冲丝模具1的另一外侧面设置有气缸支架5,所述推杆3的一端与连接件6连接,推杆3的另一端穿过倒u型腔后位于冲丝滑块2的正上方,所述冲丝滑块2为圆柱形结构,冲丝滑块2与支座7连接,支座7与弹簧钢片4的一端连接,所述弹簧钢片4的另一端与连接件6连接,所述支座7与圆柱销8连接,圆柱销8安装在导槽163中;所述冲丝滑块2的外周面上沿其圆周方向设置有滑槽201;所述剪切机构包括切刀9、杠杆10与气缸11,所述气缸11安装在气缸支架5上,气缸支架5上设置有杠杆支架12,所述杠杆10的中部与杠杆支架12铰接,杠杆10的一端与气缸11的输出端连接,杠杆10的另一端与切刀导杆13连接,切刀导杆13插入竖直腔后与竖直腔内的切刀9连接,切刀导杆13上套装有一号弹簧14,一号弹簧14的一端抵住切刀导杆13顶部的凸台,一号弹簧14的另一端抵住冲丝模具1的顶部。
48.按上述方案,一种钢筋绑扎用扎丝成型装置的使用方法,所述使用方法包括以下步骤:s1、将扎丝28依次穿过扎丝导孔105、倒u型腔下部后伸出冲丝模具1;s2、通过连接件6控制推杆3与弹簧钢片4同时向上运动,弹簧钢片4带动冲丝滑块2向上运动,在此过程中,冲丝滑块2通过支座7沿直线槽带动扎丝28向上运动,当推杆3离开冲丝模具1,且扎丝28与冲丝滑块2均运动至倒u型腔的顶部时,通过连接件6控制推杆3与弹簧钢片4同时停止运动,此时,扎丝28被冲压成u型结构;s3、控制气缸11工作,气缸11的输出端向上运动,并通过杠杆10将气缸11输出端的向上运动传递给切刀导杆13,使切刀导杆13向下运动,完成切丝动作,之后,气缸11的输出端向下复位,切刀导杆13在一号弹簧14的作用下向上复位;s4、通过连接件6控制推杆3与弹簧钢片4同时向下运动,弹簧钢片4带动冲丝滑块2向下运动,在此过程中,冲丝滑块2先通过支座7沿直线槽向下运动,以离开冲丝模具1,再通过支座7沿弧形槽向下运动,此时,弹簧钢片4发生弹性形变,以使冲丝滑块2离开u型扎丝所在的垂直区域;同时,推杆3推动u型扎丝向下运动直至u型扎丝被推出冲丝模具1。
49.实施例2:基本内容同实施例1,不同之处在于:所述冲丝模具1包括模具本体101与端盖102,所述模具本体101的内侧面上设置有倒u型槽103,倒u型槽103与端盖102构成倒u型腔,所述模具本体101的内侧面上位于倒u型
槽103侧方的部位设置有竖直槽104,竖直槽104与端盖102构成竖直腔,所述模具本体101的内侧面上位于竖直槽104下方的部位设置有扎丝导孔105;所述冲丝模具1的顶部插装有导向管15,导向管15与倒u型腔连通,所述推杆3依次穿过导向管15、倒u型腔后位于冲丝滑块2的正上方。
50.实施例3:基本内容同实施例1,不同之处在于:所述冲丝模具1的外侧面对称连接有两个导槽支架16,所述导槽支架16包括安装底板161与其上设置的支撑板162,所述安装底板161与冲丝模具1的外侧面连接,所述支撑板162包括直线段与弧形段,所述直线段上开设有直线槽,所述弧形段上开设有弧形槽;所述冲丝模具1的外侧面设置有移动凹槽106,移动凹槽106与倒u型腔连通,所述支座7位于两个导槽支架16之间,支座7穿过移动凹槽106后与冲丝滑块2连接,所述圆柱销8依次穿过一个导槽支架16的导槽163、支座7、另一个导槽支架16的导槽163后固定。
51.实施例4:基本内容同实施例1,不同之处在于:所述扎丝成型装置还包括送丝机构,所述送丝机构包括两块固定侧板17及其之间沿扎丝输送方向依次设置的导丝槽18、一对相啮合的一号齿轮19、一对相啮合的二号齿轮20,一号齿轮19、二号齿轮20的外周面上沿其圆周方向设置有输送凹槽,所述固定侧板17上安装有步进电机21,步进电机21的输出端与主动齿轮22连接,主动齿轮22与一号齿轮19、二号齿轮20啮合;所述固定侧板17安装在固定底板23上,固定底板23上设置有活动底板24,活动底板24与圆轴25的一端连接,圆轴25的另一端安装在固定底板23上,圆轴25上套装有二号弹簧26,二号弹簧26的两端分别抵住固定底板23与活动底板24,所述活动底板24的两侧连接有活动侧板27,活动侧板27与一个一号齿轮19、一个二号齿轮20转动连接,另一个一号齿轮19、另一个二号齿轮20与固定侧板17转动连接;两块所述固定侧板17分别与冲丝模具1的两外侧面连接。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1