一种用于口框梁定位装配密封涂胶装置的制作方法
1.本发明属于装配工艺装备领域,涉及一种用于口框梁定位装配密封涂胶装置,也可适用于薄面板类、大尺寸壁板类产品的定位和装配工作,以及具有密封涂胶、检验需求的装配领域。
背景技术:
2.在飞机座舱、油箱等具有密封性要求的部件产品装配中,存在口框梁和大尺寸腹板类零件定位、安装、密封涂胶需求。该类零件具有外形尺寸大、自身刚性弱、稳定性不足等结构特点,其定位装配、密封涂胶工艺要求严格,直接关系飞机装配质量。因此,该类零件装配实施时,不仅对定位器精度、强度和刚性要求高,为满足密封涂胶工艺需求,还需多次操作定位器脱离产品进行涂胶施工和检查。此外,还要避免因定位器与飞机零件表面产生相对滑动造成的产品表面划伤,并保证产品装配后顺利实施下架。为满足飞机口框梁、薄面板类及大尺寸壁板类零件顺利实施定位、装配、密封涂胶工艺需求,保障产品装配质量,提出本发明。
技术实现要素:
3.为了解决现有技术中存在的上述问题,本发明提出了一种用于口框梁定位装配密封涂胶装置,该装置同时适用于薄面板类、大尺寸壁板类产品的定位装配和密封涂胶工作。本发明精度高、刚性好、强度足,操作快捷,运行平稳,往复性能可靠,具备自锁功能,通过旋转手轮驱动升降机构使产品定位框架沿设计转轴在一定幅度内转动,使产品定位器快速抬升脱离和滑降复位,并且使产品定位器沿既定轨迹运动,避免了与飞机零件表面产生相对滑动造成产品表面划伤。本发明可以同时满足产品的定位、装配、密封涂胶、检查等工作,适用性较强,弥补了传统工艺装备繁复拆卸吊运方式的缺陷。
4.为了达到上述目的,本发明采用的技术方案为:
5.一种用于口框梁定位装配密封涂胶装置,所述装置包括固定上梁1、升降机构、产品定位框架和转动结构。所述的固定上梁1为固定连接支撑载体,与位于其前端的升降机构、后端的转动结构、下部的产品定位框架共同构成连杆模型。
6.所述的升降机构包括导向座2、导向轴3、固定螺母4、丝杠5、连接件6、接头7、从动齿轮8、主动齿轮9、轴承座10、传动轴11、手轮12、支座13、销轴14和理论插销15。所述的导向座2共设两个,通过螺栓对称连接在固定上梁1一端的两侧,两个导向座2与两个导向轴3通过滑动配合形式构成升降机构导向组件,导向轴3下端部设台阶轴;所述的固定螺母4通过螺栓连接在两个导向座2之间的固定上梁1底面,固定螺母4与丝杠5通过螺纹旋转副构成升降机构驱动组件,丝杠5下端部设台阶轴;两个导向轴3和丝杠5上端部均通过螺栓连接挡圈,限制升降机构极限位置;所述的连接件6两端根据导向座2同轴距设计2个轴线相互平行的精制连接孔,与导向轴3端部台阶轴以公差配合形式套接,并配装圆柱销固定,连接件6中部根据丝杠5位置设通扩孔,丝杠5下端部台阶轴以套合形式贯穿连接件6中部通扩孔并突
出连接件6下表面作为旋转驱动副从动输入轴端;所述的从动齿轮8与丝杠5的输入轴端通过平键套接,并通过六角螺母锁止;所述的主动齿轮9与从动齿轮8咬合,其与传动轴11输出轴端套接,并配装圆柱销固定,传动轴11贯穿2处固定在连接件6底面的轴承座10,其输入端通过方孔与手轮12套接,并通过挡圈和螺栓锁止,传动轴11安装轴线与两个接头7连接方向形成夹角b,以便于人工操作,手动操纵手轮12沿顺/逆时针方向旋转,通过主动齿轮9驱动从动齿轮8带动丝杠5,进而带动升降机构实现升降动作;两个接头7上端设计台阶轴,分别以公差配合形式与连接件6两端连接孔下端套接,两个接头7下端均设叉耳结构,叉耳结构两侧面与支座13内口面形成滑动配合,叉耳前部设长圆孔,与销轴14和支座13共同构成可沿长圆方向滑动的滑移副;所述的支座13下端面与产品定位框架前端通过螺栓连接;升降机构根据理论工作位置和非工作位置在导向座2和导向轴3上配制插销孔,插入理论插销15,完全锁止装置成为刚性结构体。本发明升降机构如图3、图4所示。
7.所述的转动结构包括转动轴16、转动轴支座17、角座18和挡圈19;所述的转动轴支座17一端端面通过螺栓连接固定至固定上梁1另一端底面,其另一端设有一中空筒状结构;所述的角座18一端设内孔,其共设两个,分别置于转动轴支座17的筒状结构的两侧,且两个角座18的内侧面分别与转动轴支座17筒状结构的外侧面贴合;所述的转动轴16作为转动结构转轴,贯穿入转动轴支座17的筒状结构及两侧角座18一端的内孔,三者共同构成转动结构副,转动轴16两端面分别通过螺栓连接挡圈19,使两个挡圈19分别与两个角座18的外侧面贴合,保证转动结构副工作中不发生窜动和失效。
8.所述的产品定位框架包括定位框架20、螺纹定位销21和手柄螺母22;所述的定位框架20为类u型结构,其前端与支座13下端面通过螺栓连接,后端与角座18另一端面通过螺栓连接,其下表面为产品型面定位基准面,根据产品装配孔位置设置定位孔;所述的螺纹定位销21为带有螺纹连接功能的销轴结构,用于与定位框架20的定位孔和产品装配孔公差配合段配合定位产品,并在产品另一侧安装手柄螺母22夹紧。
9.通过旋转手轮12实现定位框架20绕转动轴16沿既定轨迹抬升和滑降,定位框架20绕转动轴16转动角度为a。
10.固定上梁1前后两端分别连接升降机构和转动结构;u型的定位框架20前端连接升降机构,后端连接转动结构,定位框架20通过升降机构和转动结构与固定上梁1共同构成连杆模型;定位框架20下表面为产品型面定位基准,并通过螺纹定位销21定位产品装配孔,结合手柄螺母22定位夹持产品;升降机构通过手动操纵手轮12沿顺/逆时针方向旋转,驱动定位框架20沿设计转轴转动角度a,实现定位框架20快速抬升脱离和滑降复位,在工作位置和非工作位置间按需切换;上述装置的工作位置用于完成定位装配工作,非工作位置用于产品密封涂胶工艺实施和产品下架,通过上述装置,可快速便捷地实现产品的定位、装配、密封涂胶、检查等系列工作。
11.上述装置的使用过程为:
12.本装置的初始状态为升降机构抬升的非工作状态;在产品定位框架20抬升位置,按产品装配孔通过螺纹定位销21、手柄螺母22定位夹持产品;产品装夹完成后,拔出理论插销15,旋转手轮12,产品定位框架20及产品滑降至理论位置,插入理论插销15,此时为装置的工作位置;待产品完成预装配连接工作后,拆卸下螺纹定位销21、手柄螺母22,拔出理论插销15,逆向旋转手轮12,抬升产品定位框架20,使其脱离产品至非工作位置;在非工作状
态,完成产品密封涂胶施工,并进行施工检验;根据实际工况需求,重复上述抬升或滑降操作,即可完成产品定位装配、密封涂胶以及产品检验下架等复合工序。
13.本发明的有益效果:
14.本发明成功实现了口框梁产品的定位装配和密封涂胶工作,并且在多种飞机大部件装配工作中取得良好应用成果。本发明具有操作便捷、定位精准、刚性强度好、自锁稳定等特点,很好地满足了产品装配需求。
附图说明
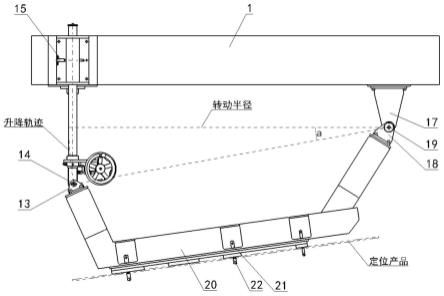
15.图1为总体结构主视示意图。
16.图2为总体结构侧视示意图。
17.图3为升降机构侧视示意图。
18.图4为升降机构仰视示意图。
19.图5为接头结构示意图。
20.图中:1固定上梁;2导向座;3导向轴;4固定螺母;5丝杠;6连接件;7接头;8从动齿轮;9主动齿轮;10轴承座;11传动轴;12手轮;13支座;14销轴;15理论插销;16转动轴;17转动轴支座;18角座;19挡圈;20定位框架;21螺纹定位销;22手柄螺母。
具体实施方式
21.以下结合具体实施例对本发明做进一步说明。
22.实施例
23.一种用于口框梁定位装配密封涂胶装置,所述装置包括固定上梁1、升降机构、产品定位框架和转动结构。所述的固定上梁1为固定连接支撑载体,与位于其前端的升降机构、后端的转动结构、下部的产品定位框架共同构成连杆模型,如图1和图2所示。
24.所述的升降机构包括导向座2、导向轴3、固定螺母4、丝杠5、连接件6、接头7、从动齿轮8、主动齿轮9、轴承座10、传动轴11、手轮12、支座13、销轴14和理论插销15。所述的导向座2共设两个,通过螺栓对称连接在固定上梁1一端的两侧,两个导向座2与两个导向轴3通过滑动配合形式构成升降机构导向组件,导向轴3下端部设台阶轴;所述的固定螺母4通过螺栓连接在两个导向座2之间的固定上梁1底面,固定螺母4与丝杠5通过螺纹旋转副构成升降机构驱动组件,丝杠5下端部设台阶轴;两个导向轴3和丝杠5上端部均通过螺栓连接挡圈,限制升降机构极限位置;所述的连接件6两端根据导向座2同轴距设计2个轴线相互平行的精制连接孔,与导向轴3端部台阶轴以公差配合形式套接,并配装圆柱销固定,连接件6中部根据丝杠5位置设通扩孔,丝杠5下端部台阶轴以套合形式贯穿连接件6中部通扩孔并突出连接件6下表面作为旋转驱动副从动输入轴端;所述的从动齿轮8与丝杠5的输入轴端通过平键套接,并通过六角螺母锁止;所述的主动齿轮9与从动齿轮8咬合,其与传动轴11输出轴端套接,并配装圆柱销固定,传动轴11贯穿2处固定在连接件6底面的轴承座10,其输入端通过方孔与手轮12套接,并通过挡圈和螺栓锁止,传动轴11安装轴线与两个接头7连接方向形成夹角b,以便于人工操作,手动操纵手轮12沿顺/逆时针方向旋转,通过主动齿轮9驱动从动齿轮8带动丝杠5,进而带动升降机构实现升降动作;两个接头7上端设计台阶轴,分别以公差配合形式与连接件6两端连接孔下端套接,两个接头7下端均设叉耳结构,叉耳结构
两侧面与支座13内口面形成滑动配合,叉耳前部设长圆孔,与销轴14和支座13共同构成可沿长圆方向滑动的滑移副,接头7结构如图5所示;所述的支座13下端面与产品定位框架前端通过螺栓连接;升降机构根据理论工作位置和非工作位置在导向座2和导向轴3上配制插销孔,插入理论插销15,完全锁止装置成为刚性结构体。本发明升降机构如图3、图4所示。
25.所述的转动结构包括转动轴16、转动轴支座17、角座18和挡圈19;所述的转动轴支座17一端端面通过螺栓连接固定至固定上梁1另一端底面,其另一端设有一中空筒状结构;所述的角座18一端设内孔,其共设两个,分别置于转动轴支座17的筒状结构的两侧,且两个角座18的内侧面分别与转动轴支座17筒状结构的外侧面贴合;所述的转动轴16作为转动结构转轴,贯穿入转动轴支座17的筒状结构及两侧角座18一端的内孔,三者共同构成转动结构副,转动轴16两端面分别通过螺栓连接挡圈19,使两个挡圈19分别与两个角座18的外侧面贴合,保证转动结构副工作中不发生窜动和失效。
26.所述的产品定位框架包括定位框架20、螺纹定位销21和手柄螺母22;所述的定位框架20为类u型结构,其前端与支座13下端面通过螺栓连接,后端与角座18另一端面通过螺栓连接,其下表面为产品型面定位基准面,根据产品装配孔位置设置定位孔;所述的螺纹定位销21为带有螺纹连接功能的销轴结构,用于与定位框架20的定位孔和产品装配孔公差配合段配合定位产品,并在产品另一侧安装手柄螺母22夹紧。
27.通过旋转手轮12实现定位框架20绕转动轴16沿既定轨迹抬升和滑降,定位框架20绕转动轴16转动角度为a。
28.上述装置的使用过程为:
29.本装置的初始状态为升降机构抬升的非工作状态;在产品定位框架20抬升位置,按产品装配孔通过螺纹定位销21、手柄螺母22定位夹持产品;产品装夹完成后,拔出理论插销15,旋转手轮12,产品定位框架20及产品滑降至理论位置,插入理论插销15,此时为装置的工作位置;待产品完成预装配连接工作后,拆卸下螺纹定位销21、手柄螺母22,拔出理论插销15,逆向旋转手轮12,抬升产品定位框架20,使其脱离产品至非工作位置;在非工作状态,完成产品密封涂胶施工,并进行施工检验;根据实际工况需求,重复上述抬升或滑降操作,即可完成产品定位装配、密封涂胶以及产品检验下架等复合工序。
30.以上所述实施例仅表达本发明的实施方式,但并不能因此而理解为对本发明专利的范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1