一种薯类原料的自适应定向切条装置和方法与流程
1.本发明涉及薯类块茎原料的切制加工技术,特别是一种以甘薯块茎等薯类作物为原料的低损耗低破碎、按长度方向切制成条的薯类原料的自适应定向切条装置和方法。
背景技术:
2.甘薯等薯类原料在加工成各种制品的过程中,通常要对其进行切片/切条处理。现有的切片/切条设备大多采用离心方式先切片再切条,由于离心力作用,物料在入料切片过程中承受过大的冲击力,导致切制后物料破损率较高。特别是甘薯类物料,因其块茎特有的脆性大、易开裂的特点,在机械切制过程中破碎率极高,以至于实际加工中多采用人工切制方式避免过高的破碎和浪费。且在离心式机械切制过程中,难以实现沿块茎原料的长度方向切制长条,导致成品率低、优级品少的缺陷。
技术实现要素:
3.本发明所要解决的技术问题是针对现有技术的上述缺陷,提供一种薯类原料的自适应定向切条装置和方法,以解决甘薯等薯类原料,特别是甘薯和新鲜马铃薯块茎原料,在机械切制过程中所面临的物料破损率高、难以按照物料长度方向切制成条、切割表面质量不高等问题。
4.为了实现上述目的,本发明提供了一种薯类原料的自适应定向切条装置,其中,包括:
5.机架;
6.进料斗,安装在所述机架上,所述进料斗内设置有蛇形导向渐缩管槽;
7.切片机构,对应于所述进料斗的出口设置在所述机架上,所述切片机构包括切片驱动机构、切片刀盘和切片刀,所述切片驱动机构安装在所述机架上,并通过立式传动轴与所述切片刀盘连接,所述切片刀盘为立式刀位水平旋转切割结构,并与所述蛇形导向渐缩管槽的出口共同形成切片工作区,所述切片刀安装在所述切片刀盘上并位于所述切片工作区上方;
8.皮带输送机构,安装在所述机架上并位于所述切片刀盘下方,用于输送所述切片机构切割的片状物料并调整所述片状物料的长度方向与输送方向一致;
9.夹持切条机构,对应于所述皮带输送机构的末端安装在所述机架上,用于将所述片状物料切制成条状物料;以及
10.出料斗,对应于所述夹持切条机构安装在所述机架上。
11.上述的薯类原料的自适应定向切条装置,其中,还包括连接滑块,用于衔接所述皮带输送机构和夹持切条机构,保证所述片状物料沿长度方向平稳进入所述夹持切条机构。
12.上述的薯类原料的自适应定向切条装置,其中,所述皮带输送机构为导向型皮带输送结构,包括:
13.输送驱动机构,安装在所述机架上;
14.主动轴,与所述输送驱动机构连接,并设置在出料端;
15.从动轴,通过外球面滑动轴承座安装在所述机架上并位于进料端,所述主动轴和从动轴通过传送带连接,所述主动轴和从动轴的轮毂上设置有导向槽,所述导向槽与所述传动带上的导向带啮合;以及
16.输送导向槽板,设置在所述传动带上方,用于调整所述片状物料沿长度方向与输送方向一致。
17.上述的薯类原料的自适应定向切条装置,其中,所述输送导向槽板为薄钢板煨制的u型槽板,所述u型槽板的底部宽度自进料端逐渐收缩至出料端,所述u型槽板出料端的出口宽度与所述蛇形渐缩管直径相等。
18.上述的薯类原料的自适应定向切条装置,其中,所述夹持切条机构包括:
19.托辊,安装在所述机架上;以及
20.切条刀辊,对应于所述托辊安装在所述机架上,并通过切条传动机构与所述主动轴连接,所述切条刀辊与所述托辊以相同的线速度相向啮合转动,完成切条动作。
21.上述的薯类原料的自适应定向切条装置,其中,所述切条刀辊包括:
22.芯轴,通过所述切条传动机构与所述输送驱动机构连接;
23.多个圆盘刀,分别安装在所述芯轴上,所述芯轴传送动力带动所述圆盘刀旋转进行切割;
24.多个间隔板,安装在所述芯轴上并位于相邻的所述圆盘刀之间,所述间隔板的宽度相等且等于所述条状物料的宽度;以及
25.夹持板,安装在所述芯轴上并沿轴向锁紧所述圆盘刀和间隔板。
26.上述的薯类原料的自适应定向切条装置,其中,所述圆盘刀的刀刃为锯齿状,所述圆盘刀的刀刃齿深为3~5mm,相邻所述圆盘刀的间距为5~10mm。
27.上述的薯类原料的自适应定向切条装置,其中,所述托辊表面对应于所述圆盘刀设置有多个凹槽,相邻所述凹槽的间距相等且等于所述条状物料的宽度。
28.上述的薯类原料的自适应定向切条装置,其中,还包括弧形梳条器,对应于所述切条刀辊安装在所述机架上,所述弧形梳条器的圆弧齿的宽度小于所述间隔板的宽度,所述圆弧齿的前缘紧贴所述间隔板的圆周面。
29.上述的薯类原料的自适应定向切条装置,其中,所述蛇形导向渐缩管槽的截面为圆形,所述蛇形导向渐缩管槽的直径大于块茎物料的直径,且小于所述块茎物料的长度。
30.上述的薯类原料的自适应定向切条装置,其中,所述切片机构还包括切片厚度调节板,安装在所述切片刀盘上,通过调整所述切片厚度调节板实现不同厚度片状物料的切制。
31.上述的薯类原料的自适应定向切条装置,其中,所述切片刀为刃角9
°
的平板刀片,所述切片刀的刀刃与所述切片刀盘的径向呈25
°
夹角,所述切片刀切割时的滑切角为25
°
。
32.为了更好地实现上述目的,本发明还提供了一种薯类原料的自适应定向切条方法,其中,包括如下步骤:
33.s100、块茎物料从进料斗入口进入,分别随机进入蛇形导向渐缩管槽内,在重力作用下沿输送蛇形导向渐缩管槽滑动至管槽出口处并进入切片机构的切片工作区;
34.s200、所述蛇形导向渐缩管槽上弧面定向固定所述块茎物料,所述切片机构进行
切片作业,将所述块茎物料切割成片状物料;
35.s300、所述片状物料落入所述切片机构底部的皮带输送机构,并由所述皮带输送机构对所述片状物料进行方向调整后输送至夹持切条机构,所述片状物料的长度方向与输送方向一致;以及
36.s400、所述夹持切条机构将所述片状物料切制成条状物料,所述条状物料由弧形梳条器剥离出来进入出料斗中,完成自适应定向切条。
37.本发明的技术效果在于:
38.1)实现了低损伤、低破碎的机械切条:采用刃角9
°
、滑切角25
°
的切片刀,有效降低了块茎物料的切割阻力,从而降低了切制过程中的冲击力;通过独立的电机与动力传递机构分别控制切片速度及切条速度,实现了模仿人工镲片的低速柔性切片过程,避免了离心切片时高速切割产生的冲击破碎;表面凹凸槽状的连接滑块和弧形梳条器等结构保证了片状物料能够沿长度方向进行平稳的、低损伤的切条作业,因此,可以针对不同物料及其特性,通过分别调整切片速度、切条速度及其相互配合的方式,实现低损伤率、低破碎率的长度方向切制;
39.2)实现了自适应导向型的切条作业:蛇形导向渐缩管槽将块茎物料沿长度方向排序进入切片刀盘上的工作区域内,从而保证了在连续切片过程中片状物料具有相同的方位;切片机构与夹持切条机构之间采用皮带输送机构和输送导向槽板等部件连接,不仅保证了切片机构和夹持切条机构之间的相互独立和各自调整,而且实现了片状物料定向输送,进而实现自适应导向切条;
40.3)实现了多种规格尺寸平直条的批量切制生产:切片机构采用的立式刀位水平旋转切片方式,不仅减少了冲击破碎,而且切制出来片状物料为平整状态,消除了离心式切片/条机产生的弧形面,因此切制成型的条形为平直条形,消除了截面菱形的弧形条等缺陷;同时,通过更换切片厚度调节板、切条刀辊上的间隔板等零部件,实现多种尺寸的切条规格,满足薯类块茎原料切条尺寸的多样化需求;切片机构及夹持切条机构均采用双工位连续作业,整机切条效率提高,实现了尺寸多样化、连续规模化的切制加工。
41.以下结合附图和具体实施例对本发明进行详细描述,但不作为对本发明的限定。
附图说明
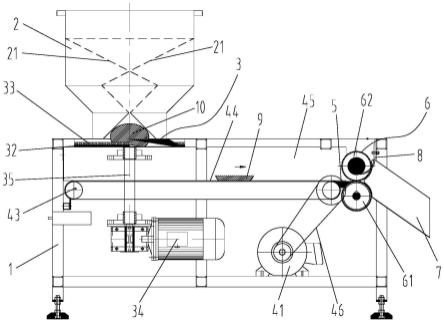
42.图1为本发明一实施例的自适应定向切条装置结构示意图;
43.图2为本发明一实施例的切片机构的局部剖面图;
44.图3为本发明一实施例的切片机构的局部俯视图;
45.图4为本发明一实施例的皮带输送机构俯视图;
46.图5为本发明一实施例的夹持切条机构的局部示意图;
47.图6a为本发明一实施例的切条刀辊示意图;
48.图6b为图6a的径向剖视图。
49.其中,附图标记
50.1机架
51.2进料斗
52.21蛇形导向渐缩管槽
53.3切片机构
54.31切片刀
55.32切片刀盘
56.33切片厚度调节板
57.34切片驱动机构
58.35传动轴
59.4皮带输送机构
60.41输送驱动机构
61.42主动轴
62.43从动轴
63.44传送带
64.45输送导向槽板
65.46输送传动机构
66.5连接滑块
67.6夹持切条机构
68.61托辊
69.62切条刀辊
70.621芯轴
71.622圆盘刀
72.623间隔板
73.624夹持板
74.625锁紧螺母
75.63切条传动机构
76.7出料斗
77.8弧形梳条器
78.9片状物料
79.10块茎物料
具体实施方式
80.下面结合附图对本发明的结构原理和工作原理作具体的描述:
81.本发明针对甘薯等脆性大易破碎的薯类物料,通过独立控制切片与切条速度,采用导向进料、立式柔性切片、料槽调整输送、刀辊夹持切条的方式,实现模仿人工镲片、自适应导向切制长条、降低切制破碎率的薯类切制加工。
82.参见图1-图3,图1为本发明一实施例的自适应定向切条装置结构示意图,图2为本发明一实施例的切片机构3的局部剖面图,图3为本发明一实施例的切片机构3的局部俯视图。本发明的薯类原料的自适应定向切条装置,包括:机架1;进料斗2,安装在所述机架1上,所述进料斗2内设置有蛇形导向渐缩管槽21;切片机构3,用于将薯类块茎切制成片,并按照一定方位置于输送皮带上,对应于所述进料斗2的出口设置在所述机架1上,所述切片机构3包括切片驱动机构34、切片刀盘32和切片刀31,所述切片驱动机构34安装在所述机架1上,
并通过立式传动轴35与所述切片刀盘32连接,所述切片刀盘32为立式刀位水平旋转切割结构,并与所述蛇形导向渐缩管槽21的出口共同形成切片工作区,所述切片刀31安装在所述切片刀盘32上并位于所述切片工作区上方;皮带输送机构4,安装在所述机架1上并位于所述切片刀盘32下方,用于将片状物料输送至夹持切条机构6,并使片状物料9具有一定的切条初始速度,即输送所述切片机构3切割的片状物料9并调整所述片状物料9的长度方向与输送方向一致;夹持切条机构6,对应于所述皮带输送机构4的末端安装在所述机架1上,用于将所述片状物料9切制成条状物料;以及出料斗7,对应于所述夹持切条机构6安装在所述机架1上,用于引导条形物料防止碰撞、顺序出料。
83.本实施例中优选两条蛇形导向渐缩管槽21对称设置,有助于块茎物料10沿长度方向排序进入,所述蛇形导向渐缩管槽21的截面为圆形,所述蛇形导向渐缩管槽21的直径大于块茎物料10的直径,且小于所述块茎物料10的长度,这可使块茎物料10在蛇形渐缩管槽内形成长度方向的滑移过程,形成导向作用,以利于进行下一步定向切片工序。当块茎物料10被送入到进料口后,进入蛇形导向渐缩管槽21,块茎物料10在重力作用下沿着蛇形导向渐缩管槽21向前滑移至管槽出口处,进入水平旋转切片刀盘32上的切片工作区。因为蛇形导向渐缩管槽21截面为圆形,其直径小于块茎的长度,使得块茎物料10在蛇形导向渐缩管槽21内移动过程中形成按长度方向的排序滑动,实现自适应性的导向进料;而管槽上方的弧形槽面将块茎物料10沿长度方向固定于切片刀盘32上的切片工作区内,从而保证了在连续切片过程中片状物料9具有相同的方位。
84.本实施例中,还包括连接滑块5,用于衔接所述皮带输送机构4和夹持切条机构6,保证所述片状物料9能够沿长度方向平稳顺利进入所述夹持切条机构6。滑块上平面沿物料移动方向加工为凹凸槽状,可以减少片状物料9在其表面滑动过程中产生的阻力和可能形成的真空吸附力,保证片状物料9能够沿长度方向平稳进入夹持切条刀辊62。
85.所述切片机构3还包括切片厚度调节板33,安装在所述切片刀盘32上,通过调整所述切片厚度调节板33实现不同厚度片状物料9的切制。切片机构3采用立式刀位水平旋转,与上部蛇形导向渐缩管槽21共同形成切片工作区,块茎物料10被蛇形导向渐缩管槽21定位于切片刀盘32之上,当物料进入刀盘的凹槽工作区后随着旋转切刀片被切制成片,片厚为凹槽深度,通过更换切片厚度调节板33可以实现切制不同厚度的片状物料9;通过切片驱动机构34如变频电机及其控制器可以实现切片线速度的改变,从而调整切片时对块茎物料10产生的冲击力,达到降低破碎率和保持切片一定方位的效果。所述切片刀31为刃角9
°
的平板刀片,所述切片刀31的刀刃与所述切片刀盘32的径向呈25
°
夹角,所述切片刀31切割时的滑切角为25
°
。较小的刃角和较大的滑切角可以将切割阻力大幅降低,从而降低切割冲击力产生的破碎。为了提高生产效率,在切片刀盘32尺寸允许的条件下,切片刀盘32上可安装两套切片刀31和切片厚度调节板33,形成双工位作业,使切片效率翻倍。
86.参见图4,图4为本发明一实施例的输送导向槽板45的俯视图。本实施例的所述皮带输送机构4为导向型皮带输送结构,包括:输送驱动机构41,安装在所述机架1上;主动轴42,通过输送传动机构46与所述输送驱动机构41连接,并设置在出料端,动力与夹持切条机构6共用,输送传动机构46采用同步带轮传递动力;从动轴43,通过外球面滑动轴承座固定安装在所述机架1上并位于进料端,所述主动轴42和从动轴43通过传送带44连接,并可调整皮带的张紧度,所述主动轴42和从动轴43的轮毂上设置有导向槽,所述导向槽与所述传动
带上的导向带啮合,防止皮带运行过程中的跑偏现象发生;以及输送导向槽板45,设置在所述传动带上方,用于保障和调整皮带输送机上的片状物料沿长度方向定向摆放,即调整所述片状物料沿长度方向与输送方向一致。皮带输送机构4以3-4m/s的线速度运行,将片状物料9及时送出切片工作区,并使片状物料9具有一定速度顺利通过连接滑块5,进入夹持切条机构6。为了提高生产效率,根据切片刀盘32上切片工位数量和总体结构,皮带输送机构4可设置为同一根轴上的2条皮带,分别与切片落料区对应,独立同步运行。
87.其中,所述输送导向槽板45优选为薄钢板煨制的u型槽板,所述u型槽板的底部宽度自进料端逐渐收缩至出料端,所述u型槽板出料端的出口宽度与所述蛇形渐缩管直径相等。u型槽板的u状底端较宽便于在切片刀盘32底部接受片状物料9,然后逐渐收缩至开口端,形成的出口宽度与蛇形渐缩管直径相当,在皮带运转输送片状物料9过程时对片状物料9进行方向调整,使片状物料9长度与输送方向一致,达到定向输送的目的。为了提高生产率,皮带导向槽的数量与切片工位、皮带输送机构4的数量相对应,设置为两组。
88.参见图5,图5为本发明一实施例的夹持切条机构6的局部示意图。本实施例的所述夹持切条机构6用于对片状物料9进行定向切条,包括:托辊61,安装在所述机架1上;以及切条刀辊62,对应于所述托辊61安装在所述机架1上,并通过切条传动机构63与主动轴42连接,所述切条刀辊62的圆盘刀622与所述托辊61以相同的线速度相向啮合转动,完成切条动作,切条刀辊62和托辊61可按切条规格尺寸进行更换。所述托辊61表面对应于所述圆盘刀622设置有多个凹槽,相邻所述凹槽的间距相等且等于所述条状物料的宽度。凹槽间距与切条宽度相对应,一方面降低托辊61表面光滑程度有利于带动片状物料9向前移动,另一方面可配合切条刀刃深入槽中,避免切条不彻底,出现连条现象。为了提高生产率,夹持切条机构6的数量与皮带输送机构4的数量相对应,设置为两组,对称安装于转动芯轴621的两端,保证芯轴621两端受力平衡,芯轴621中部安装切条传动机构63的齿轮、皮带轮等传动部件,实现共用输送驱动机构41的一台电机调控运行。
89.参见图6a、6b,图6a为本发明一实施例的切条刀辊62示意图,图6b为图6a的径向剖视图。本实施例的所述切条刀辊62包括:芯轴621,通过切条传动机构63与主动轴42连接;多个圆盘刀622,分别安装在所述芯轴621上,所述芯轴621传送动力带动所述圆盘刀622旋转进行切割;多个间隔板623,安装在所述芯轴621上并位于相邻的所述圆盘刀622之间,所述间隔板623的宽度相等且等于所述条状物料的宽度;以及夹持板624,安装在所述芯轴621上并沿轴向锁紧所述圆盘刀622和间隔板623。芯轴621通过切条传动机构63传送动力带动圆盘刀622旋转进行切割,间隔板623将圆盘刀622搁置成相同规格的间距,保证切条的宽度尺寸,夹持板624和锁紧螺母625将多个圆盘刀622和间隔板623紧固在芯轴621上,形成一体部件。为了提高切割质量和效率,所述圆盘刀622的刀刃优选为锯齿状,所述圆盘刀622的刀刃齿深优选为3~5mm,相邻所述圆盘刀622的间距优选为5~10mm,模拟人工锯齿切削方式。
90.本实施例还包括弧形梳条器8,用于将夹持在圆盘刀622之间的条形物料分离出来使其顺利出料,对应于所述切条刀辊62安装在所述机架1上,具体可固定在芯轴621后方的机架1上;所述弧形梳条器8的圆弧齿的宽度小于所述间隔板623的宽度,所述圆弧齿的前缘紧贴所述间隔板623的圆周面。其圆弧齿的宽度稍小于切条刀辊62的间隔板623宽度,便于圆弧形齿伸入圆盘刀622之间,而前缘紧贴间隔板623的圆周面,这样夹持在圆盘刀622之间的条形物料在旋转过程中被弧形梳条器8梳离出夹持切条刀辊62,防止薯条夹持后产生破
碎。
91.工作时,块茎物料10从进料斗2入口进入,分别随机进入蛇形导向渐缩管槽21之内,在重力作用下沿着蛇形导向渐缩管槽21滑动至管槽出口处并进入切片机构3的切片刀盘32上凹面切片工作区,在蛇形导向渐缩管槽21上弧面的阻挡作用下被定向固定,切片刀盘32凹面尾部安装的切片刀31在旋转过程中刀刃触碰到块茎物料10开始进行切片作业;片状物料9被切片刀盘32切落下来由底部的皮带输送机构4和输送导向槽板45承接并输送至夹持切条机构6;在皮带输送机构4运输片状物料9过程中,输送导向槽板45对片状物料9进行方向调整,使片状物料9长度与输送方向一致,达到定向输送的目的;皮带输送机构4以3~4m/s的线速度运行,使片状物料9具有一定速度惯性顺利通过连接滑块5,进入夹持切条机构6将片状物料9切制成条,条状物料掉落至出料斗7中;固定在机架1上的弧形梳条器8将夹持在切条刀辊62上的条状物料剥离出来进入出料斗7里,防止因切条刀辊62夹料致使产生堵料和切割破碎。
92.本发明的薯类原料的自适应定向切条方法,包括如下步骤:
93.步骤s100、块茎物料10从进料斗2入口进入,分别随机进入蛇形导向渐缩管槽21内,在重力作用下沿输送蛇形导向渐缩管槽21滑动至管槽出口处并进入切片机构3的切片工作区;
94.步骤s200、所述蛇形导向渐缩管槽21上弧面定向固定所述块茎物料10,所述切片机构3进行切片作业,将所述块茎物料10切割成片状物料9;
95.其中,切片刀盘32可通过切片驱动机构34如减速电机控制切片速度,进行仿人工平稳柔性切片,通过更换切片厚度调节板33调整厚度的方式可以实现不同规格厚度尺寸的切片功能;切片刀31的刀刃与切片刀盘32的径向方向呈25
°
角,切割时形成25
°
的滑切角。较小的刃角和较大的滑切角可以将切割阻力大幅降低,从而降低切割冲击力产生的破碎,因此可以模拟人工慢速搓切成片的柔性加工方式,保证了物料切片受力均匀稳定,降低切片过程中的破碎程度,切片工位优选为两个,可使切片效率翻倍;在保证切片质量的前提下,可实现批量作业,提高生产率;
96.步骤s300、所述片状物料9落入所述切片机构3底部的皮带输送机构4,并由所述皮带输送机构4对所述片状物料9进行方向调整后输送至夹持切条机构6,所述片状物料9的长度方向与输送方向一致;
97.其中,皮带输送机构4采用导向型平皮带输送方式,出料端为主动轴42,动力与夹持切条机构6共用,采用同步带轮传递;进料端的从动轴43采用外球面滑动轴承座固定,并可调整皮带的张紧度;主、从动轮毂上的导向槽与皮带上的导向带形成啮合状态,防止皮带运行过程中的跑偏现象发生;输送导向槽板45优选为两组,采用薄钢板煨制,形如u状槽板,安装于皮带输送机构4之上;u状底端较宽便于在切片刀盘32底部接受片状物料9,然后逐渐收缩至开口端,形成的出口宽度与蛇形导向渐缩管槽21管直径相当,在皮带输送机构4运转输送片状物料9时对片状物料9进行方向调整,使片状物料9长度与输送方向一致,达到定向输送的目的;
98.本实施例的皮带输送机构4与夹持切条机构6之间通过连接滑块5衔接,保证片状物料9能够沿长度方向平稳切条;夹持切条机构6的托辊61表面雕刻有凹槽,凹槽间距与切条宽度相对应,一方面降低托辊61表面光滑程度有利于带动片状物料9向前移动,另一方面
可配合圆盘刀622刀刃深入槽中,避免切条不彻底,出现连条现象;为了提高生产率,夹持切条机构6的数量与皮带输送机构4的数量相对应,优选为两组,对称安装于芯轴621的两端,保证芯轴621两端受力平衡,芯轴621中部安装齿轮、皮带轮等传动部件,实现共用一台电机调控运行;
99.步骤s400、所述夹持切条机构6将所述片状物料9切制成条状物料,所述条状物料由弧形梳条器8剥离出来进入出料斗7中,完成自适应定向切条。
100.切条刀辊62的芯轴621通过齿轮等传动机构传送动力带动圆盘刀622旋转进行切割,圆盘刀622刀片与托辊61以相同的线速度相向啮合转动,完成切条动作;间隔板623将圆盘刀622搁置成相同规格的间距,保证切条的宽度尺寸,夹持板624和锁紧螺母625将圆盘刀622和间隔板623紧固在芯轴621上,形成一体的部件;为了提高切割质量和效率,圆盘刀622的刀刃优选为锯齿状,齿深3~5mm,间距5~10mm为宜,模拟人工锯齿切削方式。夹持切条机构6中有两组切条刀辊62,对称安装于转动芯轴621两端,保证刀轴受力平稳,进而实现夹持切条机构6转动及圆盘刀622受力的稳定。切条横截面为矩形,矩形一条边尺寸可以通过改变相邻圆盘刀622的距离及数量实现,该矩形另一条边的尺寸可以通过更换切片厚度调节板33实现,进而满足了切条尺寸的多样化。
101.当然,本发明还可有其它多种实施例,在不背离本发明精神及其实质的情况下,熟悉本领域的技术人员当可根据本发明作出各种相应的改变和变形,但这些相应的改变和变形都应属于本发明所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1