胶带加工模切装置的制作方法
1.本发明涉及胶带加工领域,具体涉及胶带加工模切装置。
背景技术:
2.模切工艺中包装胶带最常用到的一道工艺,通过用模切刀根据产品设计的要求排版,在压力的作用下将胶带切成所需的形状。
3.然而,对于小批量多种类胶带模切单独开模具其成本太高,同时模具安装不便,对不同种类胶带模切需要刀具更换时效率低,同时胶带通常为卷类包装,其在加工过程中有翘曲错位的情况影响模切质量,另外在模切过程中胶带易沾黏在模切刀具内导致废料产生。
4.因此有必要提供胶带加工模切装置,以解决上述背景技术中提出的问题。
技术实现要素:
5.为实现上述目的,本发明提供如下技术方案:胶带加工模切装置,包括:底环;传输组件,圆周均匀布置为多组,其一端与所述底环相互固定;支撑盘,固定在所述传输组件另一端;模切组件,布置为多个,径向滑动设置在所述传输组件内部;中心轴,贯穿放置在所述底环和支撑盘中;定位凸台,布置为多个,均布固定在所述中心轴外表面;以及固定板,布置为多个,固定在所述传输组件之间,且与所述定位凸台表面接触。
6.做为较佳的实施例,所述中心轴对应传输组件处开设有固定槽。
7.进一步,作为优选,所述传输组件包括:支撑板,固定在所述底环和支撑盘之间;铰接架,布置为两个,铰接在所述支撑板内;主驱动轮,转动设置在所述铰接架上,且连接有驱动电机;辅驱动轮,转动设置在所述铰接架上,且设置位置远离所述主驱动轮靠近所述底环;以及传输台,圆周布置为多个,位于所述中心轴的固定槽内,且所述传输台和所述固定槽之间设置有多个固定销轴。
8.进一步,作为优选,所述铰接架内置弹簧,使得所述主驱动轮和辅驱动轮贴合所述传输台,所述辅驱动轮为刚性表面粗糙度为ra3.2,相对应提供范围在0.5-0.8n的滚动阻力,主驱动轮表面为橡胶材质,所述传输台外露表面可开设多个定位槽安装定位板,中间宽度允许调整范围在20-60mm。
9.进一步,作为优选,所述模切组件包括:控制台,固定在所述支撑板内,内部设置多组电机;
电源入口,一端连通所述控制台,另一端连通电源;壳体,固定在所述控制台底部;分切组件,布置为多个竖直滑动设置在所述壳体内;调向拉杆,设置在所述壳体内,由所述控制台内电机驱动,且与所述分切组件啮合;以及调距螺杆,转动设置在所述壳体内,且由所述控制台内部电机驱动。
10.进一步,作为优选,所述调距螺杆通过螺纹与所述分切组件配合,控制所述分切组件上下移动,调整所述分切组件底端与壳体底端之间的距离,调整范围在0-10mm,通过调向拉杆同步调节分切组件朝向,同时所述壳体底部开设有安装槽用于放置分切组件。
11.进一步,作为优选,所述分切组件包括:间距螺套,滑动设置在所述控制台内部,且外圆周面开设有环形槽;调向螺杆,同轴转动设置在所述间距螺套内部,且靠近其中一端的圆周面加工有齿形;转环,转动设置在所述调向螺杆和间距螺套之间;模切刀具,固定在所述调向螺杆另一端;辅助压杆,可上下滑动设置在所述模切刀具上;以及模切刀片,固定在所述模切刀具下端。
12.进一步,作为优选,所述模切刀片整体呈半弧形,切口处依据模切形状进行加工;所述辅助压杆下端为橡胶材质,在所述模切刀具内部填充压缩气体。
13.与现有技术相比,本发明提供胶带加工模切装置,具有以下有益效果:1.本发明中通过设置多组模切组件沿着中心轴圆周布置,沿着径向向外方向无其他部件,避免装卸过程中与其他部件发生干涉,便于拆卸更换,对于小批量多种类模切需求有效的提高工作效率,同时模切组件整体对称布置,在满载状态下工作时受力均衡提高装置整体的稳定性;2.本发明中,胶带进行模切的部分位于辅驱动轮和主驱动轮之间,由于胶带在传输过程中有翘曲错位的情况,影响模切质量,通过传输台对胶带进行限位,辅驱动轮在输入端对胶带进行压制平整,主驱动轮在带动胶带进行滑动过程中,因为辅驱动轮滚动阻力的存在,施加到胶带拉伸作用力,保证模切段胶带平整程度以及紧绷程度,保证加工质量;3.本发明中模切组件沿着径向向内滑动过程中,其作用力逐渐减小,通过调距螺杆调整分切组件到壳体底部间的距离,进而限制模切组件整体的行程大小,以适应不同种类的胶带对模切力的需求,所述模切刀片可依据胶带模切形状更换不同形状刀片,且刀片整体分为三个部分,一方面便于刀片的加工,降低加工难度,另一方面便于针对定位特征、识别特征、背切离型纸等进行刀具设计,同时刀具拆分分段进行模切以及辅助压杆的作用下,避免在模切过程中胶带沾黏在模切刀具内导致废料产生。
附图说明
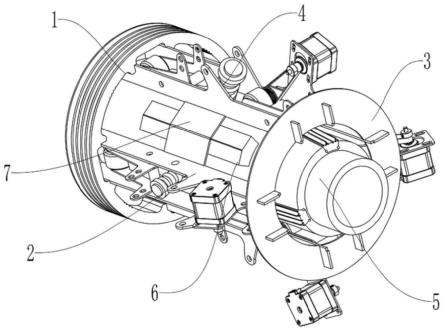
14.通过阅读参照以下附图对非限制性实施例所作的详细描述,本发明的其它特征、目的和优点将会变得更明显:图1为胶带加工模切装置的整体结构示意图;
图2为胶带加工模切装置的传输组件结构示意图;图3为胶带加工模切装置的模切组件结构示意图;图4为胶带加工模切装置的分切组件结构示意图;图中:1、底环;2、传输组件;21、支撑板;22、铰接架;23、主驱动轮;24、辅驱动轮;25、驱动电机;26、传输台;27、固定销;3、支撑盘;4、模切组件;41、控制台;42、电源入口;43、壳体;44、分切组件;441、间距螺套;442、调向螺杆;443、转环;444、模切刀具;445、辅助压杆;446、模切刀片;447、环形槽;45、调向拉杆;46、调距螺杆;5、中心轴;6、定位凸台;7、固定板。
具体实施方式
15.请参阅图1,本发明实施例中,胶带加工模切装置,包括:底环1;传输组件2,圆周均匀布置为多组,其一端与所述底环1相互固定;支撑盘3,固定在所述传输组件2另一端;模切组件4,布置为多个,径向滑动设置在所述传输组件2内部;中心轴5,贯穿放置在所述底环1和支撑盘3中;定位凸台6,布置为多个,均布固定在所述中心轴5外表面;以及固定板7,布置为多个,固定在所述传输组件2之间,且与所述定位凸台6表面接触。
16.作为较佳的实施例,所述中心轴5对应传输组件2处开设有固定槽。
17.需要解释的是,通过设置多组模切组件4沿着中心轴5圆周布置,外部由气压组件(图中未示出)进行驱动同步对胶带进行模切加工,行程和模切力呈正相关,沿着径向向外方向无其他部件,避免装卸过程中与其他部件发生干涉,便于拆卸更换,对于小批量多种类模切需求有效的提高工作效率,同时模切组件4整体对称布置,在满载状态下工作时受力均衡提高装置整体的稳定性。
18.本实施例中,如图2,所述传输组件2包括:支撑板21,固定在所述底环1和支撑盘3之间;铰接架22,布置为两个,铰接在所述支撑板21内;主驱动轮23,转动设置在所述铰接架22上,且连接有驱动电机25;辅驱动轮24,转动设置在所述铰接架22上,且设置位置远离所述主驱动轮23靠近所述底环1;以及传输台26,圆周布置为多个,位于所述中心轴5的固定槽内,且所述传输台26和所述固定槽之间设置有多个固定销轴27。
19.作为较佳的实施例,所述铰接架22内置弹簧,使得所述主驱动轮23和辅驱动轮24贴合所述传输台26,所述辅驱动轮24为刚性表面粗糙度为ra3.2,相对应提供范围在0.5-0.8n的滚动阻力,主驱动轮23表面为橡胶材质,所述传输台26外露表面可开设多个定位槽安装定位板,中间宽度允许调整范围在20-60mm。
20.需要解释的是,预先根据所需模切胶带尺寸调整传输台26定位板到合适尺寸,将分切好的胶带离型纸一面贴合传输台26放置,由主驱动轮23贴合表面配合传输台26夹持,通过表面摩擦力驱动胶带从辅驱动轮24向主驱动轮23方向滑动,且通过调节主驱动轮23转速配合模切组件4工作频率共同完成切割,胶带进行模切的部分位于辅驱动轮24和主驱动
轮23之间,由于胶带在传输过程中有翘曲错位的情况,影响模切质量,通过传输台26对胶带进行限位,辅驱动轮24在输入端对胶带进行压制平整,主驱动轮23在带动胶带进行滑动过程中,因为辅驱动轮24滚动阻力的存在,施加到胶带拉伸作用力,保证模切段胶带平整程度以及紧绷程度,保证加工质量。
21.本实施例中,如图3,所述模切组件4包括:控制台41,固定在所述支撑板21内,内部设置多组电机;电源入口42,一端连通所述控制台41,另一端连通电源;壳体43,固定在所述控制台41底部;分切组件44,布置为多个竖直滑动设置在所述壳体43内;调向拉杆45,设置在所述壳体43内,由所述控制台41内电机驱动,且与所述分切组件44啮合;以及调距螺杆46,转动设置在所述壳体43内,且由所述控制台41内部电机驱动。
22.作为较佳的实施例,所述调距螺杆46通过螺纹与所述分切组件44配合,控制所述分切组件44上下移动,调整所述分切组件44底端与壳体43底端之间的距离,调整范围在0-10mm,通过调向拉杆45同步调节分切组件44朝向,同时所述壳体43底部开设有安装槽用于放置分切组件44。
23.需要解释的是,分切组件44可拆卸更换,在加工过程中需要先行将对应的分切组件44从壳体43底部安装槽放置,依据胶带模切排版尺寸和模切尺寸调整分切组件44之间的间距,安装时通过调距螺杆46螺纹配合进行微型定位,通过调向拉杆45同步调整分切组件44圆周方向,改变胶带切口方向,模切组件4沿着径向向内滑动过程中,其作用力逐渐减小,通过调距螺杆46调整分切组件44到壳体43底部间的距离,进而限制模切组件4整体的行程大小,以适应不同种类的胶带对模切力的需求。
24.本实施例中,如图4,所述分切组件44包括:间距螺套441,滑动设置在所述控制台41内部,且外圆周面开设有环形槽447;调向螺杆442,同轴转动设置在所述间距螺套441内部,且靠近其中一端的圆周面加工有齿形;转环443,转动设置在所述调向螺杆442和间距螺套441之间;模切刀具444,固定在所述调向螺杆442另一端;辅助压杆445,可上下滑动设置在所述模切刀具444上;以及模切刀片446,固定在所述模切刀具444下端。
25.作为较佳的实施例,所述模切刀片446整体呈半弧形,切口处依据模切形状进行加工;所述辅助压杆445下端为橡胶材质,在所述模切刀具444内部填充压缩气体。
26.需要解释的是,所述模切刀片446可依据胶带模切形状更换不同形状刀片,且刀片整体分为三个部分,一方面便于刀片的加工,降低加工难度,另一方面便于针对定位特征、识别特征、背切离型纸等进行刀具设计,同时刀具拆分分段进行模切以及辅助压杆445的作用下,避免在模切过程中胶带沾黏在模切刀具444内导致废料产生。
27.在具体实施时,以材质为3m9888t,规格为t0.15mm*1200mm*50m的胶带模切形状为直径30mm圆形,模切排版间隔取4mm为例,先将胶带分切为宽25mm的胶带,调整传输台26定位板之间的宽度为25mm,拆卸模切组件4安装分切组件44相邻间隔为32mm,之后通过调向拉杆45整体调整分切组件44圆周方向,依据所选胶带材料厚度为0.15mm,无需较大的模切力,
通过调距螺杆46调整分切组件44到壳体43底部距离为5mm,之后选取胶带离型纸一面贴合传输台26放置,从辅驱动轮24端输入到主驱动轮23输出,开机调整模切组件4模切频率和驱动电机25的转速到胶带模切形状完整,开始正常工作。
28.以上所述的,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1