加工厚泡棉与硬质PET的模切加工工艺的制作方法
加工厚泡棉与硬质pet的模切加工工艺
技术领域
1.本发明涉及材料贴合的技术领域,具体为加工厚泡棉与硬质pet的模切加工工艺。
背景技术:
2.现有技术中,通过模切模具进行厚泡棉与硬质pet模切加工时,现有技术均通过封闭刀对对应位置进行冲切处理,在冲切时由于厚泡棉与硬质pet 的厚度较厚,使得模切完成后排废相对困难,产品在模切过程中对应的模切区域易产生斜边,产品外形容易弯曲、褶皱、边缘披锋;为此,急需找到一种便于加工厚泡棉与硬质pet的模切加工工艺。
技术实现要素:
3.针对上述问题,本发明提供了加工厚泡棉与硬质pet的模切加工工艺,其使得厚泡棉和硬质pet被顺利加工成型,且顺利排废,确保模切区域的成型可靠度,保证了产品的外观品质。
4.加工厚泡棉与硬质pet的模切加工工艺,其特征在于:在需要冲切的区域设置下凸的封闭刀锋,同时在封闭刀锋的区域内设置有内框顶块,所述内框顶块的下凸部相对于刀锋位置上缩,所述封闭刀锋的步进位置后方还对应于冲切区域设置有顶柱,所述顶柱用于将被冲切区域的废料排出,经过内框顶块和顶柱顺次下顶后的冲切区域废料被完全排出,之后通过外围轮廓刀冲切形成产品的外轮廓,然后下料。
5.其进一步特征在于:
6.所述内框顶块的上部设置有第一直线弹簧,所述第一直线弹簧的下部顶装住内框顶块的上表面,所述内框顶块的下表面用于将封闭刀锋冲切出的废料向下顶,确保冲切区域内的物料和物料整体脱离;
7.所述内框顶块的外周形状仿形于封闭刀锋的形状布置,且内框顶块的外周形状相对于封闭刀锋的形状内缩布置,其使得封闭刀锋的内壁和内框顶块的外周对应位置留有间隔距离;
8.所述内框顶块的下表面在未收外力状态下、其相对于刀锋的底部上缩,且确保刀锋完全下压到位后,内框顶块不会将冲切区域完全顶离物料本体,因为此处底部不设置排废孔,故仅需将冲切区域的周边和物料本体顶离即可;
9.所述刀锋的下凸距离大于料厚至少1mm,确保刀锋完全冲切物料的厚度;
10.所述内框顶块具体为由钢片仿形制作而成的带有封闭下表面的结构,其使得制作方便快捷;
11.所有的封闭刀锋组合形成于冲切工位,所有的顶柱机构组合形成于排废工位,所述排废工位位于所述冲切工位的后方布置,所述排废工位和冲切工位间距一个步长,其确保进行冲切后的冲切区域及时进行排废作业;
12.所述排废工位的每根顶柱上设置有第二直线弹簧,其使得顶住下顶时钢接触时存在部分缓冲力,不会直接硬顶顶坏产品表面;
13.所述冲切工位在进行冲切时同时通过定位针冲压出定位孔,所述排废工位的对应位置设置有对应的定位针,所述定位针先插入定位孔后、顶柱下顶对应的冲切区域;
14.合模时所述排废工位的顶柱的下凸距离大于物料厚度,确保废料完全脱离整理物料,所述顶柱的面域不大于对应的冲切区域的面域,确保排废时不会损伤产品表面。
15.采用本发明后,物料步进走料,通过对应形状的封闭刀锋向下冲切形成对应的冲切区域,同时内框顶块下行压附住冲切区域的废料脱离边缘,冲切完成后,废料脱离边缘但仍位于冲切区域的区域内,之后物料步进,顶柱用于将被冲切区域的废料排出,经过内框顶块和顶柱顺次下顶后的冲切区域废料被完全排出,之后通过外围轮廓刀冲切形成产品的外轮廓,然后下料;其使得厚泡棉和硬质pet被顺利加工成型,且顺利排废,确保模切区域的成型可靠度,保证了产品的外观品质。
具体实施方式
16.加工厚泡棉与硬质pet的模切加工工艺:在需要冲切的区域设置下凸的封闭刀锋,同时在封闭刀锋的区域内设置有内框顶块,内框顶块的下凸部相对于刀锋位置上缩,封闭刀锋的步进位置后方还对应于冲切区域设置有顶柱,顶柱用于将被冲切区域的废料排出,经过内框顶块和顶柱顺次下顶后的冲切区域废料被完全排出,之后通过外围轮廓刀冲切形成产品的外轮廓,然后下料。
17.具体实施时:内框顶块的上部设置有第一直线弹簧,第一直线弹簧的下部顶装住内框顶块的上表面,内框顶块的下表面用于将封闭刀锋冲切出的废料向下顶,确保冲切区域内的物料和物料整体脱离;
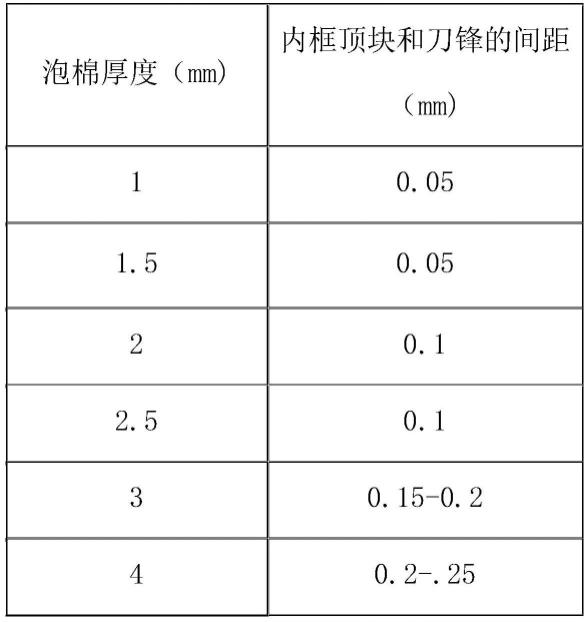
18.内框顶块的外周形状仿形于封闭刀锋的形状布置,且内框顶块的外周形状相对于封闭刀锋的形状内缩布置,其使得封闭刀锋的内壁和内框顶块的外周对应位置留有间隔距离;具体实施时,内框顶块的外周和封闭刀锋之间的间隔距离和料厚有关,具体关系见表1:
[0019][0020]
表1
[0021]
内框顶块的下表面在未收外力状态下、其相对于刀锋的底部上缩,且确保刀锋完全下压到位后,内框顶块不会将冲切区域完全顶离物料本体,因为此处底部不设置排废孔,故仅需将冲切区域的周边和物料本体顶离即可;
[0022]
刀锋的下凸距离大于料厚至少1mm,确保刀锋完全冲切物料的厚度;具体实施时,对应的刀锋的高度和物料厚度的关系见表2;
[0023][0024][0025]
表2
[0026]
内框顶块具体为由钢片仿形制作而成的带有封闭下表面的结构,其使得制作方便
快捷;
[0027]
所有的封闭刀锋组合形成于冲切工位,所有的顶柱机构组合形成于排废工位,排废工位位于冲切工位的后方布置,排废工位和冲切工位间距一个步长,其确保进行冲切后的冲切区域及时进行排废作业;
[0028]
排废工位的每根顶柱上设置有第二直线弹簧,其使得顶住下顶时钢接触时存在部分缓冲力,不会直接硬顶顶坏产品表面;
[0029]
冲切工位在进行冲切时同时通过定位针冲压出定位孔,排废工位的对应位置设置有对应的定位针,定位针先插入定位孔后、顶柱下顶对应的冲切区域;
[0030]
合模时排废工位的顶柱的下凸距离大于物料厚度,确保废料完全脱离整理物料,顶柱的面域不大于对应的冲切区域的面域,确保排废时不会损伤产品表面。
[0031]
其工作原理如下,物料步进走料,通过对应形状的封闭刀锋向下冲切形成对应的冲切区域,同时内框顶块下行压附住冲切区域的废料脱离边缘,冲切完成后,废料脱离边缘但仍位于冲切区域的区域内,之后物料步进,顶柱用于将被冲切区域的废料排出,经过内框顶块和顶柱顺次下顶后的冲切区域废料被完全排出,之后通过外围轮廓刀冲切形成产品的外轮廓,然后下料;其使得厚泡棉和硬质pet被顺利加工成型,且顺利排废,确保模切区域的成型可靠度,保证了产品的外观品质。
[0032]
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何标记视为限制所涉及的权利要求。
[0033]
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1