一种FPC全自动贴板机高温胶带裁剪模组的制作方法
一种fpc全自动贴板机高温胶带裁剪模组
技术领域
1.本发明涉及自动化设备领域,特别涉及一种fpc全自动贴板机高温胶带裁剪模组。
背景技术:
2.柔性电路板(flexibleprintedcircuit简称fpc)是以聚酰亚胺或聚酯薄膜为基材制成的一种具有高度可靠性,绝佳的可挠性印刷电路板;具有配线密度高、重量轻、厚度薄、弯折性好的特点;单面板制的流程包括开料、钻孔、贴干膜、对位、曝光、显影、蚀刻、脱膜、表面处理、贴覆盖膜、压制、固化、表面处理、沉镍金、印字符、剪切、电测、冲切、终检、包装和出货。
3.传统的fpc柔性电路板在smt生产线中需要贴附在专用的载具上进行加工,贴附的形式通常有两种:1.采用高温胶带将fpc固定在载具上2.采用磁性载具和不锈钢压片将fpc固定。现有的这两种方式均采用人工作业,存在的问题:自动化程度低,效率低,人工成本高,贴附质量不稳定。
技术实现要素:
4.本发明的目的在于提供一种fpc全自动贴板机高温胶带裁剪模组,以解决上述背景技术中提出的传统的这两种方式均采用人工作业,存在的问题:自动化程度低,效率低,人工成本高,贴附质量不稳定的问题。
5.为实现上述目的,本发明提供如下技术方案:一种fpc全自动贴板机高温胶带裁剪模组,包括用于将卷带来料的高温胶带裁切为小段胶带的高温胶带裁剪模组,所述高温胶带裁剪模组包含上料组件、膜导向组件、真空吸附座组件、压模组件、拉膜组件以及裁剪组件;
6.所述高温胶带裁剪模组,上料组件在最右侧,所述膜导向组件在上料组件左侧,所述真空吸附底座组件在膜导向组件左侧,所述压模组件在真空吸附底座组件左侧,拉膜组件在真空吸附底座组件前方,裁剪组件在拉膜组件上。
7.优选的,所述上料组件包括料筒支撑杆,所述料筒内部嵌有弹性块所述料筒支撑杆上安装料筒,所述料筒侧边安装限位块,所述料筒的中间有松紧调节螺母,所述松紧调节螺母后面有个弹簧。
8.优选的,所述膜导向组件包括导向轮、导向轴、导向高度调节块,所述导向轮安装在导向轴上,导向轴装在导向高度调节块上。
9.优选的,所述真空吸附座组件包括不沾底座、换位气缸、第一升降气缸、第二升降气缸、气缸连接工件,所述气缸连接工件用于固定第二升降气缸,所述第一升降气缸和第二升降气缸通过连接块连接,所述换位气缸和第一升降气缸通过连接块连接,所述不沾底座安装在换位气缸上。
10.优选的,所述压模组件包括压模气缸、压模块,压模块安装在压模气缸上,所述第一升降气缸将高温膜压牢在不沾底座。
11.优选的,所述拉膜组件包括夹膜治具、夹膜气缸、夹膜气缸连接块、拉膜轴、所述夹膜治具安装在夹膜气缸前端、所述夹膜气缸通过夹膜气缸连接块固定在拉膜轴的动子上,所述夹膜治具是由一对凹凸弧面匹配的工件组成。
12.优选的,所述拉膜轴用于带动夹膜气缸往复运动拉膜,且采用了同步带传动,包含横板、立板、马达、同步带、同步轮、导轨、滑块、同步带压块。
13.优选的,所述裁剪组件,包含气动剪刀、避位气缸、气动剪刀连接块、所述气动剪刀通过气动剪刀连接块固定在避位气缸。
14.优选的,所述夹膜治具包括u形连接块,所述u形连接块的表面与夹膜气缸的输出端固定连接,所述u形连接块内壁的上下方均固定连接有微型气缸,两个所述微型气缸的输出端均固定连接有连接杆件,两个所述连接杆件的一端均固定连接有夹膜块。
15.优选的,所述气动剪刀包括第一气缸和电动滑轨,所述电动滑轨内壁滑动连接有电动滑块,所述电动滑块的一侧表面固定连接有第二气缸,所述第一气缸和第二气缸的输出端共同通过卡接件卡接有裁剪刀。
16.本发明的技术效果和优点:
17.1、本发明采用高温胶带裁剪模组一次可裁剪出两片高温胶带,四轴机械手搬运模组的取贴胶带组件可一次吸取两片高温胶带进行贴附,极大的提高生产效率。
18.2、本发明通过设置夹膜治具、u形连接块、微型气缸、连接杆件、夹膜块,从而能够根据实际的高温胶带厚度进行调整,使得高温胶带裁剪模组能够根据不同大小的高温胶带进行夹膜处理,提高了设备的夹膜范围和整体的使用范围。
19.3、本发明通过设置气动剪刀、第一气缸、电动滑轨、电动滑块、第二气缸、裁剪刀,从而能够根据实际使用和裁剪高温胶带的大小安装合适大小的裁剪刀,使得装置能够对不同需求的高温胶带进行采集,以及能够对裁剪刀进行驱动,使其进行快速裁剪处理。
附图说明
20.图1为本发明的fpc全自动贴板机立体结构示意图。
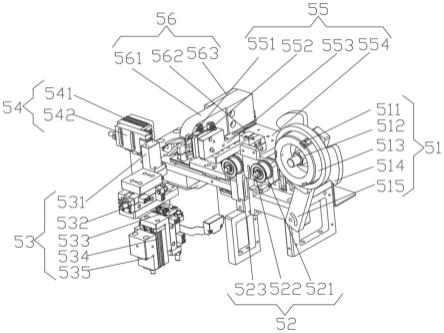
21.图2为本发明的fpc全自动贴板机展开立体结构示意图。
22.图3为本发明的高温胶带裁剪模组立体结构示意图。
23.图4为本发明的高温胶带裁剪模组立体结构示意图。
24.图5为本发明的高温胶带裁剪模组立体结构示意图。
25.图中:5、高温胶带裁剪模组;51、上料组件;52、膜导向组件;53、真空吸附座组件;54、压模组件;55、拉膜组件;56、裁剪组件;511、弹性块;512、松紧调节螺母;513、料筒;514、侧边安装限位块;515、料筒支撑杆;521、导向轮;522、导向轴;523、导向高度调节块;531、不沾底座;532、换位气缸;533、第一升降气缸;534、第二升降气缸;535、气缸连接工件;541、压模气缸;542、压模块;551、夹膜治具;552、夹膜气缸;553、夹膜气缸连接块;554、拉膜轴;555、u形连接块;556、微型气缸;557、连接杆件;558、夹膜块;561、气动剪刀;562、避位气缸;563、气动剪刀连接块;564、第一气缸;565、电动滑轨;566、电动滑块;567、第二气缸;568、裁剪刀。
具体实施方式
26.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
27.本发明提供了如图1-3所示的一种fpc全自动贴板机高温胶带裁剪模组5;
28.为了解决采用人工作业,存在的问题:自动化程度低,效率低,人工成本高,贴附质量不稳定的情况出现,将高温胶带裁剪模组5包含上料组件51、膜导向组件52、真空吸附座组件53、压模组件54、拉膜组件55以及裁剪组件56,上料组件51在最右侧,膜导向组件52在上料组件51左侧,真空吸附座组件53在膜导向组件52左侧,压模组件54在真空吸附底座组件左侧,拉膜组件55在真空吸附座组件53前方,裁剪组件56在拉膜组件55上,上料组件51是用来限位固定高温胶带,包含料筒支撑杆515,料筒支撑杆515上安装料筒513,弹性块511嵌在料筒513靠弹簧顶起,料筒513侧边安装限位块514,料筒513的中间有松紧调节螺母512,弹性块511用于卡住高温胶带内圈,松紧调节螺母512后面有个弹簧,通过旋转松紧调节螺母512控制弹簧压缩量,起到控制料筒513转动,保持胶带的张紧度;
29.膜导向组件52,用于保证拉膜时不偏移,包含有导向轮521、导向轴522、导向高度调节块523,导向轮521安装在导向轴522上,导向轴522装在导向高度调节块523上;
30.真空吸附座组件53,包含不沾底座531、换位气缸532、第一升降气缸533、第二升降气缸534、气缸连接工件535,最底下是气缸连接工件535用于固定第二升降气缸534,第一升降气缸533和第二升降气缸534通过连接块连接,换位气缸532和第一升降气缸533通过连接块连接,不沾底座531安装在换位气缸532上,不沾底座531上表面镀有特殊的不粘涂层并开有真空吸附孔。通过真空吸附保持裁剪后的高温胶带不跑位,设置第二升降气缸534,第一升降气缸533是为了实现高度上有三个停止位,最低为避让位此时处于拉膜状态,中间位为压模位此时处于裁切状态,最高位为出膜位此时处于取贴胶带组件来取模状态,通过换位气缸532可以实现在不沾底座531上有两条裁剪好的高温胶带;
31.压模组件54包含压模气缸541、压模块542,压模块542安装在压模气缸541上,配合第一升降气缸533将高温膜压牢在不沾底座531,是为了夹膜气缸552松开时不带跑高温胶带高温胶带一面有粘性;
32.拉膜组件55包含夹膜治具551、夹膜气缸552、夹膜气缸连接块553、拉膜轴554、夹膜治具551安装在夹膜气缸552前端、夹膜气缸552通过夹膜气缸连接块553固定在拉膜轴554的动子上,夹膜治具551是由一对凹凸弧面匹配的工件组成,弧面的结构是为了增强露在夹膜治具551前面膜的强度,保证膜的姿态既不向上翘也不向下弯;
33.其中凹弧面的工件表面为软性材料,避免点接触保证夹持时受力均衡增加拉膜的稳定性,拉膜轴554用于带动夹膜气缸552往复运动拉膜,采用了同步带传动,包含横板、立板、马达、同步带、同步轮、导轨、滑块、同步带压块,设置方式以及连接方式是本领域技术人员所熟知的公知常识,在此不再赘述;
34.裁剪组件56,包含气动剪刀561、避位气缸562、气动剪刀连接块563、气动剪刀561通过气动剪刀连接块563固定在避位气缸562,避位气缸562安装在拉膜轴554上随夹膜气缸552一起运动,只有裁剪时避位气缸562才推动气动剪刀561向前,裁剪结束又退回原位;
35.夹膜治具551包括u形连接块555,u形连接块555的表面与夹膜气缸的输出端固定连接,u形连接块555内壁的上下方均固定连接有微型气缸556,两个微型气缸556的输出端均固定连接有连接杆件557,两个连接杆件557的一端均固定连接有夹膜块558,可以根据实际的高温胶带厚度进行调整,使得高温胶带裁剪模组能够根据不同大小的高温胶带进行夹膜处理,提高了设备的夹膜范围和整体的使用范围,使用时,两个微型气缸556通过外接电源进行启动,通过相应的连接杆件557带动相应的夹膜块558进行调整,进而使得夹膜块558能够对本体厚度的高温胶带进行夹膜处理;
36.气动剪刀561包括第一气缸564和电动滑轨565,电动滑轨565内壁滑动连接有电动滑块566,电动滑块566的一侧表面固定连接有第二气缸567,第一气缸564和第二气缸567的输出端共同通过卡接件卡接有裁剪刀568,在裁剪更换的时候通过第一气缸564和第二气缸567进行展开,将裁剪刀568移除,然后取下第一气缸564和第二气缸567输出端卡接的裁剪刀568进行更换,之后电动滑轨565通过电动滑块566带动裁剪刀568的一侧进行转动,使得裁剪刀568能够进行展开和闭合裁剪,可以根据实际使用和裁剪高温胶带的大小安装合适大小的裁剪刀568,使得装置能够对不同需求的高温胶带进行采集,以及能够对裁剪刀568进行驱动,使其进行快速裁剪处理。
37.以上进而完成高温胶带裁剪模组5一次可裁剪出两片高温胶带,四轴机械手搬运模组的取贴胶带组件可一次吸取两片高温胶带进行贴附,极大的提高生产效率,使得fpc全自动贴板机的生产效率进一步提高;
38.并且本设备驱动装置均通过电源线路与外接电源连通,且通过数据线路与外接控制终端进行连通运行。
39.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1