一种带小车的夹具快速更换装置的制作方法
1.本实用新型涉及夹具快速更换装置领域,尤其涉及一种带小车的夹具快速更换装置。
背景技术:
2.在现代工业生产的快速发展中,一种产品的生产不再是一成不变,市场是需求变化非常大,同时生产厂家竞争激烈,这就导致产品生产的多样性及生产的即时时加快,同时企业也不会做大量的库存,这就要求产品生产中的设备要能具备柔性化生产能力,同时柔性化生产中换型时也要求能快速完成更换工装夹具,这样能节省设备开发周期,减少产品的开发成本,提高设备利用率,大大提高设备的生产率,因此要求生产线的主体保证其工艺要求的基本功能,不同产品的换型或新产品投入生产时只需要对生产线上的加工、装配、测量及测试等工装进行更换后即可满足生产的使用要求,这就要求生产线上的各项设备均具有柔性化的生产能力,因此也要求工装也具有快速、方便的能力,针对以上目前行业发展现状,小车的夹具柔性快速更换装置需要能实现加工、装配、测量及测试等工装的柔性化快速更换,换型时更快速方便。
3.然而现有的带小车的夹具快速更换装置要么更换过程不够稳定,要么需要大量人力投入更换操作,增加了人工成本的同时,更换过程也过于复杂。
4.现有专利(cn105252476b)公开了一种带小车的夹具快速更换装置,包括,上、下连接座,凸凹配合,其侧向开设两个连接通孔,上连接座连接通孔一侧设安装通孔;两活动支撑机构,分设于上连接座两侧,包括,固定板,垂直设于上连接座连接通孔间侧面;拉杆固定座,一侧连接固定板,后部管壁沿轴向设槽孔;活动销,插设于上下连接座连接通孔,后端面设方形沉孔,前部设环形凹槽;拉杆,前端为方形杆体,穿过拉杆固定座插置于活动销方形沉孔内;连接耳板,倒u形,插置于拉杆固定座后部管体槽孔内,一端活动连接于拉杆后端;连接板,呈l形,其弯折部枢轴连接于拉杆固定座后部,连接板一端与连接耳板另一端连接;把手,连接于连接板的另一端;保险销,自安装通孔插入与活动销前部环形凹槽配合。
5.然而该设备仍然存在一些问题:更换时需要人工手动更换上面的各个零部件,不仅费时费力,而且更换后的各个部位容易磨损,后期需要大量的维护成本,使用起来不够方便。
技术实现要素:
6.本实用新型的目的是为了解决现有技术中存在的缺点,而提出的一种带小车的夹具快速更换装置。
7.为了实现上述目的,本实用新型采用了如下技术方案:一种带小车的夹具快速更换装置,包括主机架,所述主机架的上侧壁下端面中间位置固定安装有导轨安装板,所述导轨安装板的下端面固定安装有移动导轨,所述移动导轨的下端面活动安装有气缸连接板,所述气缸连接板的下端面中间位置固定安装有吊装气缸,所述吊装气缸的活动端上固定安
装有固定安装有气缸浮动接头,所述气缸浮动接头的活动端上活动连接有吊链连接器,所述吊链连接器的两侧位置均活动连接有链条,两个所述链条靠下方的位置均固定安装有挂钩,所述主机架的中间侧壁靠前端的位置螺栓连接有机架横梁,所述机架横梁靠前端的侧壁两侧位置贯穿连接有u型固定钩,所述主机架通过u型固定钩螺栓连接有夹具小车。
8.作为上述技术方案的进一步描述:
9.所述夹具小车的后侧壁中间两侧位置均固定安装有u型钩固定块,两个所述u型钩固定块上开设槽体结构,两个所述u型固定钩靠近夹具小车的分别贯穿两个u型钩固定块的槽体,两个所述u型钩固定块靠近夹具小车的一侧靠下端的位置螺纹连接有固定螺母。
10.作为上述技术方案的进一步描述:
11.所述主机架的中间位置安装有可更换型夹具,所述可更换型夹具的底部的上端面四角位置固定安装有夹具固定星型把手,所述可更换型夹具的底部的上端面且靠近夹具小车的两侧位置固定安装有吊环。
12.作为上述技术方案的进一步描述:
13.所述气缸连接板的一侧壁上固定安装有把手连接板,所述把手连接板的一侧壁靠下方的位置固定安装有摇动把手。
14.作为上述技术方案的进一步描述:
15.所述夹具小车的底部四角位置均固定安装有小车滚轮。
16.作为上述技术方案的进一步描述:
17.所述夹具小车的后侧固定安装有夹具前挡板,所述夹具小车的前侧固定安装有夹具后挡板,所述夹具小车的两侧位置均固定安装有小车边挡板。
18.作为上述技术方案的进一步描述:
19.所述主机架的前侧壁上端面两侧位置活动安装有过渡滚轮组,所述夹具前挡板的内侧壁中间位置活动安装有夹具支撑滚轮组。
20.作为上述技术方案的进一步描述:
21.所述夹具后挡板的外侧壁中间位置固定安装有小车推拉把手。
22.本实用新型具有如下有益效果:
23.本实用中,可更换型夹具换装前,可更换型夹具放置在夹具小车上的夹具支撑滚轮组上,可更换型夹具在夹具小车上夹具前挡板、夹具后挡板、小车边挡板限位下,可更换型夹具不会掉落,夹具小车 两侧的u型固定钩两侧均落入u型钩固定块的槽体内,u型固定钩两侧长度不一,在较长一端安装有两颗螺母,防止u型固定钩脱离出u型钩固定块槽体外。
24.本实用中,可更换型夹具换装时,通过小车推拉把手推动夹具小车,使得夹具小车靠住机架横梁,将u型钩固定块上的u型固定钩拉出后,将较短一侧落入机架横梁两孔内,完成夹具小车与主机架的固定 ,然后取下夹具小车上夹具前挡板,推动可更换型夹具,通过过渡滚轮组使得可更换型夹具推入主机架内部,再通过手动按钮将吊装气缸伸出,再将挂钩穿入可更换型夹具上的吊环内,再手动启动吊装气缸按钮,将可更换型夹具通过吊装气缸吊起,手动握住摇动把手将可更换型夹具整体通过移动导轨推动到主机架内夹具固定位置后落下,用定位销将可更换型夹具定位后,再将若干夹具固定星型把手将可更换型夹具固定在主机架内,再将可更换型夹具上的气动液压工业快速插件、电气接线快速插件与主机架连接起来,即可实现夹具快速更换的功能,当换装装完成后再将u型固定钩拉出,短侧
落入u型钩固定块孔内,将夹具前挡板放入夹具小车小车边挡板槽内,小车拉走,整个换型过程完成。
25.本实用中,利用吊装结构可以十分轻松的更换电气部件、气动、液压及工装机械部件能实现快速更换,实现单个操作人员也能在数分钟内完成工装的快速更换。
附图说明
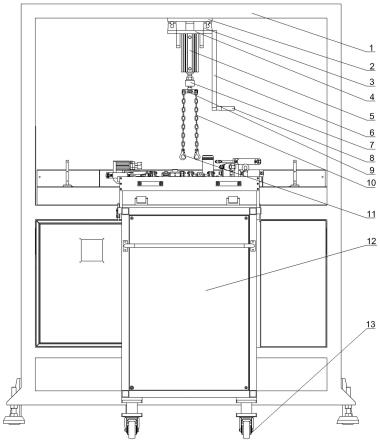
26.图1为本实用新型提出的一种带小车的夹具快速更换装置的正视图;
27.图2为本实用新型提出的一种带小车的夹具快速更换装置的侧视图图;
28.图3为本实用新型提出的一种带小车的夹具快速更换装置的俯视图;
29.图4为本实用新型提出的一种带小车的夹具快速更换装置的机架横梁、u型固定钩、u型固定块与固定螺母的连接示意图。
30.图例说明:
31.1、主机架;2、导轨安装板;3、移动导轨;4、气缸连接板;5、吊装气缸;6、把手连接板;7、气缸浮动接头;8、摇动把手;9、吊链连接器;10、链条;11、挂钩;12、夹具小车;13、小车滚轮;14、吊环;15、夹具固定星型把手;16、过渡滚轮组 ;17、夹具前挡板;18、小车边挡板;19、夹具支撑滚轮组;20、夹具后挡板;21、小车推拉把手;22、可更换型夹具;23、u型固定钩;24、u型钩固定块;25、固定螺母;26、机架横梁。
具体实施方式
32.参照图1-4,一种带小车的夹具快速更换装置,包括主机架1,主机架1的上侧壁下端面中间位置固定安装有导轨安装板2,导轨安装板2的下端面固定安装有移动导轨3,移动导轨3的下端面活动安装有气缸连接板4,气缸连接板4的一侧壁上固定安装有把手连接板6,把手连接板6的一侧壁靠下方的位置固定安装有摇动把手8,气缸连接板4的下端面中间位置固定安装有吊装气缸5,吊装气缸5的活动端上固定安装有固定安装有气缸浮动接头7,气缸浮动接头7的活动端上活动连接有吊链连接器9,吊链连接器9的两侧位置均活动连接有链条10,两个链条10靠下方的位置均固定安装有挂钩11,主机架1的中间侧壁靠前端的位置螺栓连接有机架横梁26,机架横梁26靠前端的侧壁两侧位置贯穿连接有u型固定钩23,主机架1通过u型固定钩23螺栓连接有夹具小车12,夹具小车12的底部四角位置均固定安装有小车滚轮13。
33.夹具小车12的后侧壁中间两侧位置均固定安装有u型钩固定块24,两个u型钩固定块24上开设槽体结构,两个u型固定钩23靠近夹具小车12的分别贯穿两个u型钩固定块24的槽体,两个u型钩固定块24靠近夹具小车12的一侧靠下端的位置螺纹连接有固定螺母25,主机架1的中间位置安装有可更换型夹具22,可更换型夹具22的底部的上端面四角位置固定安装有夹具固定星型把手15,可更换型夹具22的底部的上端面且靠近夹具小车12的两侧位置固定安装有吊环14。
34.夹具小车12的后侧固定安装有夹具前挡板17,夹具小车12的前侧固定安装有夹具后挡板20,夹具小车12的两侧位置均固定安装有小车边挡板18,主机架1的前侧壁上端面两侧位置活动安装有过渡滚轮组16,夹具前挡板17的内侧壁中间位置活动安装有夹具支撑滚轮组19,夹具后挡板20的外侧壁中间位置固定安装有小车推拉把手21。
35.工作原理:可更换型夹具22换装前,可更换型夹具22放置在夹具小车12上的夹具支撑滚轮组19上,可更换型夹具22在夹具小车12上夹具前挡板17、夹具后挡板20、小车边挡板18限位下,可更换型夹具22不会掉落,夹具小车12 两侧的u型固定钩23两侧均落入u型钩固定块24的槽体内,u型固定钩23两侧长度不一,在较长一端安装有两颗固定螺母25,防止u型固定钩23脱离出u型钩固定块24槽体外,可更换型夹具22换装时,通过小车推拉把手21推动夹具小车12,使得夹具小车12靠住机架横梁26,将u型钩固定块24上的u型固定钩23拉出后,将较短一侧落入机架横梁26两孔内,完成夹具小车12与主机架1的固定 ,然后取下夹具小车12上夹具前挡板17,推动可更换型夹具22,通过过渡滚轮组16使得可更换型夹具22推入主机架1内部,再通过手动按钮将吊装气缸5伸出,再将挂钩11穿入可更换型夹具22上的吊环14内,再手动启动吊装气缸5按钮,将可更换型夹具22通过吊装气缸5吊起,手动握住摇动把手8将可更换型夹具22整体通过移动导轨3推动到主机架1内夹具固定位置后落下,用定位销将可更换型夹具22定位后,再将若干夹具固定星型把手15将可更换型夹具22固定在主机架1内,再将可更换型夹具22上的气动液压工业快速插件、电气接线快速插件与主机架1连接起来,即可实现夹具快速更换的功能,当换装装完成后再将u型固定钩23拉出,短侧落入u型钩固定块24孔内,将夹具前挡板17放入夹具小车12小车边挡板18槽内,小车拉走,整个换型过程完成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1