一种胶粘带加工用自动定量裁剪装置的制作方法
1.本实用新型涉及胶粘带加工生产设备领域,具体是一种胶粘带加工用自动定量裁剪装置。
背景技术:
2.它是以纸、布、薄膜为基材,再把胶水均匀涂布在上述基材上制成纸质胶粘带、布质胶粘带或薄膜质胶粘带,根据胶性可分为溶剂型胶粘带、乳液型胶粘带、热熔型胶粘带、压延型胶粘带、反应型胶粘带,是由基材、胶粘剂、隔离纸(膜)三部分组成,在加工生产时,需要对胶粘带进行分装收卷,在分装收卷的过程中,需要使用裁剪设备对胶粘带进行裁剪。
3.中国专利公开了一种胶粘带加工用自动定量裁剪装置,(授权公告号cn214520381u),该专利技术能够快速调节胶带裁剪长度,剪裁时能够拉扯撑平胶带,使胶带不易扭曲和褶皱,但是,其裁切刀无任何清理装置,多次剪切后,裁切刀上会粘附大量的胶,会影响裁切到的锋利程度。因此,本领域技术人员提供了一种胶粘带加工用自动定量裁剪装置,以解决上述背景技术中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供一种胶粘带加工用自动定量裁剪装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种胶粘带加工用自动定量裁剪装置,包括底板和固定在其顶面一侧的安装板,所述安装板的一侧转动连接有套设辊,所述安装板上还转动连接有两个限位辊,所述限位辊位于所述套设辊一侧,所述安装板上转动连接有导向辊,所述导向辊位于所述限位辊远离所述套设辊的一侧,所述底板的顶面固定有长度测量传感器,所述长度测量传感器位于所述导向辊远离所述限位辊的一侧,所述安装板上倾斜固定有裁剪机构,两个所述限位辊上下倾斜对称布置在所述裁剪机构的输出端两侧,所述裁剪机构上对称固定有两个用于除胶的除胶机构。
7.作为本实用新型再进一步的方案:所述裁剪机构包括固定板和固定在其一侧的气缸,所述气缸的伸缩端固定有切割刀,所述固定板固定在所述安装板上。
8.作为本实用新型再进一步的方案:所述除胶机构包括弹性臂和固定在其底端的连接板,所述弹性臂的顶端固定在所述固定板上,所述连接板的底端固定有刮胶板,所述连接板的顶端固定有安装盒,所述安装盒内部固定有吸油棉。
9.作为本实用新型再进一步的方案:所述刮胶板远离所述连接板的一端开设有用于导向的第一导向斜面。
10.作为本实用新型再进一步的方案:所述吸油棉远离所述连接板的一端开设有用于导向的第二导向斜面。
11.作为本实用新型再进一步的方案:所述安装盒的顶面开设有用于加注润滑油的加
注口。
12.作为本实用新型再进一步的方案:位于下方的所述弹性臂底端固定有连接架,所述连接架上固定有收集盒,所述收集盒位于两个所述刮胶板下方。
13.与现有技术相比,本实用新型的有益效果是:
14.切割刀在切割时,首先经由两个吸油棉之间穿过,吸油棉在弹性臂的作用下紧贴在切割刀两侧,吸油棉上的润滑油被涂附在切割刀两侧,增加切割刀的表面润滑性,降低胶的粘附力,然后切割刀经由两个刮胶板穿过,并经由两个限位辊之间将胶粘带切断,然后气缸拉动切割刀向上滑动复位,由于两个刮胶板在弹性臂的作用下紧贴在切割刀两侧,因此,两个刮胶板可对切割刀两侧进行清理,将切割刀两侧粘附的胶刮除,防止切割刀上的胶长时间堆积降低锋利程度。
附图说明
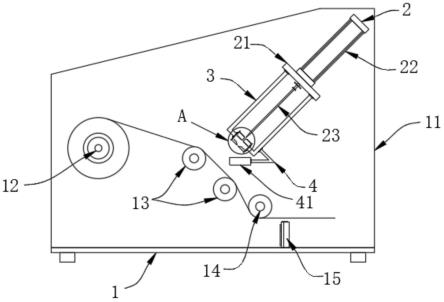
15.图1为一种胶粘带加工用自动定量裁剪装置的结构示意图;
16.图2为一种胶粘带加工用自动定量裁剪装置中裁剪机构和除胶机构的结构示意图;
17.图3为图1中a处放大示意图;
18.图4为一种胶粘带加工用自动定量裁剪装置中吸油棉的安装位置示意图;
19.图5为一种胶粘带加工用自动定量裁剪装置中刮胶板的结构示意图。
20.图中:1、底板;11、安装板;12、套设辊;13、限位辊;14、导向辊;15、长度测量传感器;2、裁剪机构;21、固定板;22、气缸;23、切割刀;3、除胶机构;31、弹性臂;32、连接板;33、刮胶板;331、第一导向斜面;34、安装盒;341、加注口;35、吸油棉;351、第二导向斜面;4、连接架;41、收集盒。
具体实施方式
21.请参阅图1~5,本实用新型实施例中,一种胶粘带加工用自动定量裁剪装置,包括底板1和固定在其顶面一侧的安装板11,安装板11的一侧转动连接有套设辊12,安装板11上还转动连接有两个限位辊13,限位辊13位于套设辊12一侧,安装板11上转动连接有导向辊14,导向辊14位于限位辊13远离套设辊12的一侧,底板1的顶面固定有长度测量传感器15,长度测量传感器15位于导向辊14远离限位辊13的一侧,安装板11上倾斜固定有裁剪机构2,两个限位辊13上下倾斜对称布置在裁剪机构2的输出端两侧,裁剪机构2上对称固定有两个用于除胶的除胶机构3。
22.本实施例中,在弹性臂31的作用下,两个刮胶板33和两个吸油棉35相互抵紧接触,在使用时,将胶粘带辊直接套设在套设辊12上,然后将胶粘带拉出。并依次经由两个限位辊13上方和导向辊14下方穿过,然后与外部分装收卷辊连接,外部分装收卷辊转动对胶粘带进行分装收卷,长度测量传感器15实时监测胶粘带拉出的长度,在长度测量传感器15检测到胶粘带被拉出设定的长度后,将信号传输至外部控制器,外部控制器控制气缸22动作,气缸22将切割刀23快速推出,切割刀23首先经由两个吸油棉35之间穿过,吸油棉35在弹性臂31的作用下紧贴在切割刀23两侧,吸油棉35上的润滑油被涂附在切割刀23两侧,增加切割刀23的表面润滑性,降低胶的粘附力,然后切割刀23经由两个刮胶板33穿过,并经由两个限
位辊13之间将胶粘带切断,然后气缸22拉动切割刀23向上滑动复位,由于两个刮胶板33在弹性臂31的作用下紧贴在切割刀23两侧,因此,两个刮胶板33可对切割刀23两侧进行清理,将切割刀23两侧粘附的胶刮除,防止切割刀23上的胶长时间堆积降低锋利程度,刮胶板33上刮除的胶掉落至收集盒41内进行收集,后期统一处理。
23.在图1、图2和图3中:裁剪机构2包括固定板21和固定在其一侧的气缸22,气缸22的伸缩端固定有切割刀23,固定板21固定在安装板11上,除胶机构3包括弹性臂31和固定在其底端的连接板32,弹性臂31的顶端固定在固定板21上,连接板32的底端固定有刮胶板33,连接板32的顶端固定有安装盒34,安装盒34内部固定有吸油棉35,外部控制器控制气缸22动作,气缸22将切割刀23快速推出,切割刀23首先经由两个吸油棉35之间穿过,吸油棉35在弹性臂31的作用下紧贴在切割刀23两侧,吸油棉35上的润滑油被涂附在切割刀23两侧,增加切割刀23的表面润滑性,降低胶的粘附力,然后切割刀23经由两个刮胶板33穿过,并经由两个限位辊13之间将胶粘带切断,然后气缸22拉动切割刀23向上滑动复位,由于两个刮胶板33在弹性臂31的作用下紧贴在切割刀23两侧,因此,两个刮胶板33可对切割刀23两侧进行清理,将切割刀23两侧粘附的胶刮除,防止切割刀23上的胶长时间堆积降低锋利程度,刮胶板33上刮除的胶掉落至收集盒41内进行收集,后期统一处理。
24.在图5中:刮胶板33远离连接板32的一端开设有用于导向的第一导向斜面331,在切割刀23穿过两个刮胶板33时,第一导向斜面331对切割刀23进行导向,便于切割刀23将两个刮胶板33向两侧顶开。
25.在图4中:吸油棉35远离连接板32的一端开设有用于导向的第二导向斜面351,在切割刀23穿过两个吸油棉35时,第二导向斜面351对切割刀23进行导向,便于切割刀23将两个吸油棉35向两侧顶开。
26.在图4中:安装盒34的顶面开设有用于加注润滑油的加注口341,可通过加注口341向安装盒34内部的吸油棉35加注润滑油。
27.在图1和图2中:位于下方的弹性臂31底端固定有连接架4,连接架4上固定有收集盒41,收集盒41位于两个刮胶板33下方,刮胶板33上刮除的胶掉落至收集盒41内进行收集,后期统一处理。
28.本实用新型的工作原理是:在弹性臂31的作用下,两个刮胶板33和两个吸油棉35相互抵紧接触,在使用时,将胶粘带辊直接套设在套设辊12上,然后将胶粘带拉出。并依次经由两个限位辊13上方和导向辊14下方穿过,然后与外部分装收卷辊连接,外部分装收卷辊转动对胶粘带进行分装收卷,长度测量传感器15实时监测胶粘带拉出的长度,在长度测量传感器15检测到胶粘带被拉出设定的长度后,将信号传输至外部控制器,外部控制器控制气缸22动作,气缸22将切割刀23快速推出,切割刀23首先经由两个吸油棉35之间穿过,吸油棉35在弹性臂31的作用下紧贴在切割刀23两侧,吸油棉35上的润滑油被涂附在切割刀23两侧,增加切割刀23的表面润滑性,降低胶的粘附力,然后切割刀23经由两个刮胶板33穿过,并经由两个限位辊13之间将胶粘带切断,然后气缸22拉动切割刀23向上滑动复位,由于两个刮胶板33在弹性臂31的作用下紧贴在切割刀23两侧,因此,两个刮胶板33可对切割刀23两侧进行清理,将切割刀23两侧粘附的胶刮除,防止切割刀23上的胶长时间堆积降低锋利程度,刮胶板33上刮除的胶掉落至收集盒41内进行收集,后期统一处理。
29.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并
不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1