一种超薄双层零件定位组装和保压装置的制作方法
1.本实用新型涉及3c电子产品组装领域,更具体地说,它涉及一种超薄双层零件定位组装和保压装置。
背景技术:
2.目前在3c电子产品组装行业,当需要对超薄双层零件进行组装的时候往往因为产品形状过小不能很好地抓取,所以影响生产效率,大大的增加了企业运行及生产成本。
3.因此需要提出一种新的方案来解决这个问题。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种超薄双层零件定位组装和保压装置,解决了传统技术中由于工件尺寸过小、过薄,抓取及组装困难的问题。
5.本实用新型的上述技术目的是通过以下技术方案得以实现的:一种超薄双层零件定位组装和保压装置,包括安装底板,所述安装底板上设置有下固定块、上保压组件和调整对位组件,所述下固定块上设置有用于放置工件上部和工件下部的型腔,所述上保压组件包括设置在下固定块一侧的保压头座以及铰接在保压头座上的上保压头,所述上保压头可磁性吸附于下固定块,以使得上保压头可水平压合在型腔的顶部,所述调整对位组件分别沿型腔的长度方向和宽度方向设置为两个,所述调整对位组件包括可伸入至型腔一侧的上调整对位头和下调整对位头。
6.在其中一个实施例中,所述调整对位组件还包括固定在安装底板上的调整对位底座,所述调整对位底座上分别设置有第一x向滑槽、第二x向滑槽和y向滑槽,所述上调整对位头和下调整对位头纵向并列滑动连接在y向滑槽内,所述第一x向滑槽内滑动连接有第一调节块,所述第一调节块上设置有第一柱状凸台,所述上调整对位头上固定连接有第一安装块,所述第一安装块上沿x向设置有第一z型滑槽,所述第一柱状凸台滑动适配在第一z型滑槽内,所述第二x向滑槽内滑动连接有第二调节块,所述第二调节块上设置有第二柱状凸台,所述下调整对位头上固定连接有第二安装块,所述第二安装块上沿x向设置有第二z型滑槽,所述第二柱状凸台滑动适配在第二z型滑槽内,所述调整对位底座上位于第一调节块的上方设置有第一上固定盖、位于第二调节块的上方设置有第二上固定盖,所述第一安装块与第二上固定盖之间设置有第一弹簧,所述第二安装块与调整对位底座的内侧端部之间设置有第二弹簧。
7.在其中一个实施例中,所述第一调节块的长度大于第一x向滑槽的长度、第二调节块的长度大于第二x向滑槽的长度。
8.在其中一个实施例中,所述下固定块和上保压头的相对位置分别设置有第一n极磁铁和第一s极磁铁。
9.在其中一个实施例中,所述第一调节块和第一上固定盖的相对位置分别设置有第二n极磁铁和第二s极磁铁。
10.在其中一个实施例中,所述上保压头远离保压头座的一侧设置有扳手。
11.综上所述,本实用新型具有以下有益效果:本实用新型通过下固定块、上保压组件和调整对位组件的设置,工作时,将工件下部放入型腔内,型腔的挡边先对工件下部进行初步限位,然后进行点胶,点胶完成后放入工件上部,使其与工件下部贴合,调节两个调整对位组件,使得两个调整对位组件分别沿型腔的长度方向和宽度方向抵紧在工件相邻的两个侧壁上,使得工件的另外两个相邻的侧壁与型腔两个相邻的侧壁相抵,从而实现了工件水平四周方向的限位固定,最后将上保压头朝向下固定块翻转,并在磁力作用下吸附在一起,使得上保压头沿纵向压合在工件上部的上表面,以实现产品上部和工件下部贴合时的保压,从而本实新型用可适用于超薄双层零件的快速定位组装与保压,解决了传统技术中由于工件尺寸过小、过薄,抓取及组装困难的问题,有效提高了生产效率。
附图说明
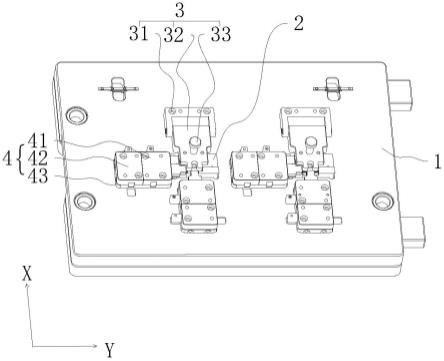
12.图1为本技术的实施例的超薄双层零件定位组装和保压装置的结构示意图;
13.图2为本技术的实施例的超薄双层零件定位组装和保压装置中下固定块的结构示意图;
14.图3为本技术的实施例的超薄双层零件定位组装和保压装置中调整对位组件的爆炸图;
15.图4为本技术的实施例的超薄双层零件定位组装和保压装置中第一安装块的结构示意图;
16.图5为本技术的实施例的超薄双层零件定位组装和保压装置中第一调节块的结构示意图。
17.图中:1、安装底板;2、下固定块;21、型腔;3、上保压组件;31、保压头座;32、上保压头;33、扳手;4、调整对位组件;41、第一上固定盖;42、第二上固定盖;43、调整对位底座;44、第一调节块;441、一柱状凸台;45、第二调节块;46、下调整对位头;47、上调整对位头;48、第一安装块;481、第一z型滑槽;49、第二安装块;4a、第一弹簧;4b、第二弹簧;4c、第二n极磁铁;4d、第二s极磁铁。
具体实施方式
18.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
19.如图1至图5所示,本技术的实施例提供了一种超薄双层零件定位组装和保压装置,包括安装底板1,所述安装底板1上设置有下固定块2、上保压组件3和调整对位组件4。所述下固定块2上设置有用于放置工件上部和工件下部的型腔21。所述上保压组件3包括设置在下固定块2一侧的保压头座31以及铰接在保压头座31上的上保压头32,所述上保压头32可磁性吸附于下固定块2,以使得上保压头32可水平压合在型腔21的顶部,所述调整对位组件4分别沿型腔21的长度方向和宽度方向设置为两个,所述调整对位组件4包括可伸入至型腔21一侧的上调整对位头47和下调整对位头46。
20.需要注意的是,型腔21的长度方向和宽度方向可近似看做图1中的y轴方向和x轴方向。
21.本实用新型通过下固定块2、上保压组件3和调整对位组件4的设置,工作时,将工件下部放入型腔21内,型腔21的挡边先对工件下部进行初步限位,然后进行点胶,点胶完成后放入工件上部,使其与工件下部贴合,接着调节两个调整对位组件4,使得两个调整对位组件4分别沿型腔21的长度方向和宽度方向抵紧在工件相邻的两个侧壁上,使得工件的另外两个相邻的侧壁与型腔21两个相邻的侧壁相抵,从而实现了工件水平四周方向的限位固定,最后将上保压头32朝向下固定块2翻转,并在磁力作用下吸附在一起,使得上保压头32沿纵向压合在工件上部的上表面,以实现产品上部和工件下部贴合时的保压,需要注意的是,为了便于描述,所述工件包括了工件上部和工件下部。
22.上述方式,可适用于超薄双层零件快速定位组装与保压,解决了传统技术中由于工件尺寸过小、过薄,抓取及组装困难的问题,有效提高了生产效率。
23.在上述基础上,所述调整对位组件4还包括固定在安装底板1上的调整对位底座43,所述调整对位底座43上分别设置有第一x向滑槽、第二x向滑槽和y向滑槽,所述上调整对位头47和下调整对位头46纵向并列滑动连接在y向滑槽内,所述第一x向滑槽内滑动连接有第一调节块44,所述第一调节块44上设置有第一柱状凸台441,所述上调整对位头47上固定连接有第一安装块48,所述第一安装块48上沿x向设置有第一z型滑槽481,所述第一柱状凸台441滑动适配在第一z型滑槽481内,所述第二x向滑槽内滑动连接有第二调节块45,所述第二调节块45上设置有第二柱状凸台,所述下调整对位头46上固定连接有第二安装块49,所述第二安装块49上沿x向设置有第二z型滑槽,所述第二柱状凸台滑动适配在第二z型滑槽内,所述调整对位底座43上位于第一调节块44的上方设置有第一上固定盖41、位于第二调节块45的上方设置有第二上固定盖42,所述第一安装块48与第二上固定盖42之间设置有第一弹簧4a,所述第二安装块49与调整对位底座43的内侧端部之间设置有第二弹簧4b。
24.在上述基础上,所述第一调节块44的长度大于第一x向滑槽的长度、第二调节块45的长度大于第二x向滑槽的长度。
25.工作时,将第一调节块44沿第一x向滑槽滑动,使得第一柱状凸台441可在第一z型滑槽481内沿其z型轨迹滑动,迫使第一安装块48沿y向滑动,从而使得上调整对位头47靠近或远离型腔21的一侧,下调整对位头46的工作方式和上调整对位头47的工作方式相同,同时通过第一弹簧4a和第二弹簧4b的设置,可以提高上调整对位头47和下调整对位头46的预紧抵压力。
26.在上述基础上,所述下固定块2和上保压头32的相对位置分别设置有第一n极磁铁和第一s极磁铁。
27.具体的,当上保压头32和下固定块2相互贴合时,第一n极磁铁和第一s极磁铁异性相吸,使得上保压头32和下固定块2的贴合更加紧密。
28.在上述基础上,所述第一调节块44和第一上固定盖41的相对位置分别设置有第二n极磁铁4c和第二s极磁铁4d。
29.在上述基础上,所述上保压头32远离保压头座31的一侧设置有扳手33。通过扳手33的设置,可以方便对上保压头32进行打开或盖合。
30.以上所述仅是本实用新型的优选实施方式,本实用新型的保护范围并不仅局限于
上述实施例,凡属于本实用新型思路下的技术方案均属于本实用新型的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1