一种卫浴水龙头生产线自动化组装夹具的制作方法
1.本实用新型属于一种组装夹具,具体涉及一种卫浴水龙头生产线自动化组装夹具,属于厨卫用品行业的自动化组装工装。
背景技术:
2.在水龙头制造企业,水龙头部件的组装都会涉及到零件上料、分离、移载、零件安装、旋转锁紧、测试等工序,这些工作基本都是由人工完成,耗费大量的人力物力,同时还存在效率不均衡、工序容易遗漏、产品信息追溯复杂、人工管理成本高、人员流动性大的问题。而针对这一技术问题,目前国内市场还没有相关的自动化设备和装置,所以在已有技术前提下,针对水龙头的零部件上料、分离、移载、零件安装、旋转锁紧等工序,主要是靠人工的方式进行了自动化设计。现在的卫浴行业中,新型水龙头,不仅结构新,而且造型和外观让人眼前一亮,但水龙头在加工制造的过程中,由于对外观要求较高,但对尺寸精度要求较低,物料加工一致性较差,因此,以水龙头为代表的异形工件表面的装卡定位,且无滑痕,一直是卫浴行业自动化设备企业的难题。此外,面盆龙头生产线的自动化装配,必然涉及到装卡工装,才能实现面盆龙头生产线生产工艺流程,获取出厂合格检验标签。
3.因此,有待进一步的改进。
技术实现要素:
4.有鉴于此,本实用新型为克服现有技术中的缺陷提供一种卫浴水龙头生产线自动化组装夹具,满足自动化需求,提高定位精度,提高装配稳定性,避免产生划痕,可快速拆装更换:
5.一种卫浴水龙头生产线自动化组装夹具,包括治具底板,其特征在于:所述的治具底板上设置有立板;所述的治具底板上开设有顶升定位孔;所述立板的工作面上设置有连接板;所述的连接板内设置有本体定位机构;所述立板的顶部两侧设置有第一弹性夹持机构和第二弹性夹持机构;所述的第一弹性夹持机构表面设置有隔垫放置位;所述第一弹性夹持机构的内侧设置有装饰盖安装位;所述第二弹性夹持机构的内侧设置有手柄定位块。
6.优选的,所述连接板与立板之间通过带把手螺栓可拆卸式连接;所述的本体定位机构包括放置在连接板中的座体;所述的座体与连接板之间通过第一弹簧柱塞可拆卸式连接。
7.优选的,所述的座体具有用于放置本体的承接缺口;所述的承接缺口内设置有与物料表面轮廓匹配的弧形槽;所述的承接缺口内覆盖有聚氨酯柔性层;所述的本体定位机构还包括夹持台;所述的夹持台水平设置在两个立柱的顶端;所述的立柱竖直设置在座体上。
8.优选的,所述夹持台的两侧套接有导块;所述的导块上相对设置有夹持杆;所述的夹持杆末端设置有夹持块;所述的连接板包括呈l型分布的水平板和竖直板;所述的水平板上相对承接缺口开设有冷热水管过孔;所述的竖直板上相对第一弹簧柱塞开设有销孔;所
述竖直板和水平板近立板一侧相对带把手螺栓开设有螺孔。
9.优选的,所述的第一弹性夹持机构和第二弹性夹持机构包括外壳体;所述的外壳体的前端设置有u型内陷槽;所述外壳体内具有腔体;所述的腔体内对称设置有卡抓。
10.优选的,所述的外壳体的表面设置有沉槽;所述的外壳体前端相对腔体设置有开口;所述的卡抓通过弹簧连接于腔体内;所述的卡抓上设置有夹持槽;所述的卡抓相对夹持槽的另一端连接有枢轴。
11.优选的,所述的装饰盖安装位内设置有圆形槽;所述的装饰盖安装位通过第二弹簧柱塞与立板相接;所述的手柄定位块包括圆形基座;所述的圆形基座通过第三弹簧柱塞与立板相接;所述的圆形基座上设置有用于插接手柄的插接头。
12.优选的,所述的立板通过螺栓、定位销和筋板与底板相接。
13.本实用新型具备以下有益效果:本夹具可对龙头组件中的本体、装饰盖、把手和冷热水管分别进行卡装,实现物料的自动转运,自动装配设备可从本夹具上抓取相应物料进行装配,自动进行打压测试,满足水龙头产品自动化组成的需求;同时各大卡装组件(连接板、本体定位机构、隔垫放置位、装饰盖安装和手柄定位块)在磨损的情况下,均可快速更换;本体定位机构具有柔性层,可避免物料出现划痕,有效保护物料。
附图说明
14.图1为本实用新型的使用状态示意图。
15.图2为本实用新型的装配结构示意图。
16.图3位本体定位机构的结构示意图。
17.图4为连接板的结构示意图。
18.图5为第一(第二)弹性夹持机构的内部结构示意图。
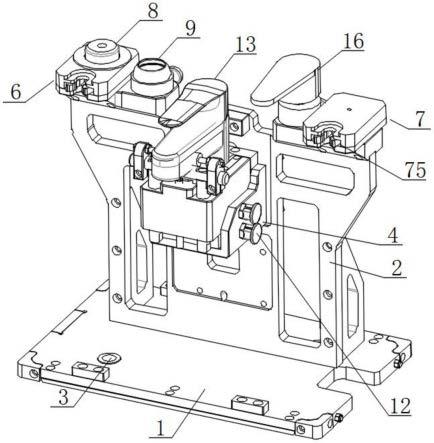
19.图6为本实用新型另一方位的结构示意图。
20.图中,1为治具底板,2为立板,3为顶升定位孔,4为连接板,41为水平板,42为竖直板,43为冷热水管过孔,5为本体定位机构,51为座体,511为承接缺口,512为弧形槽,52为夹持台,53为立柱,54为导块,55为夹持杆, 56为夹持块,6为第一弹性夹持机构,7为第二弹性夹持机构,71为外壳体,72为u型内陷槽,73为卡抓,731为夹持槽,74为沉槽,75为开口,76为枢轴,8为隔垫放置位,9为装饰盖安装位,91位圆形槽,10为手柄定位块,101 为圆形基座,102为插接头,11为带把手螺栓,12为第一弹簧柱塞,13为本体, 14为第二弹簧柱塞,15为第三弹簧柱塞,16为手柄,17为筋板。
具体实施方式
21.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本实用新型保护的范围。
22.包括技术和科学术语的在这里使用的术语具有与本领域技术人员通常理解的术语相同的含义,只要不是不同地限定该术语。应当理解在通常使用的词典中限定的术语具有与现有技术中的术语的含义一致的含义。
23.参见图1-图6,一种卫浴水龙头生产线自动化组装夹具,包括治具底板1,其特征在于:所述的治具底板1上设置有立板2;所述的治具底板1上开设有顶升定位孔3;所述立板2的工作面上设置有连接板4;所述的连接板4内设置有本体定位机构5;所述立板2的顶部两侧设置有第一弹性夹持机构6和第二弹性夹持机构7;所述的第一弹性夹持机构6表面设置有隔垫放置位8;所述第一弹性夹持机构6的内侧设置有装饰盖安装位9;所述第二弹性夹持机构7的内侧设置有手柄定位块10。
24.在本实施例中,水龙头产品中的各个物料可以分别放置在,适应其形状和尺寸的本体定位机构5、隔垫放置位8、装饰盖安装位9和手柄定位块10中,待装配设备抓取;水龙头的冷热水管可通过第一弹性夹持机构6和第二弹性夹持机构7进行夹紧,便于取放,为自动化组装提供条件。
25.进一步的说,所述连接板4与立板2之间通过带把手螺栓11可拆卸式连接;所述的本体定位机构5包括放置在连接板中的座体51;所述的座体51与连接板 4之间通过第一弹簧柱塞12可拆卸式连接。
26.需要说明的是,座体51通过第一弹簧柱塞12与连接板4相接,使得整个本体定位机构5相对连接板4是可拆卸式,在磨损情况下,便于拆除更换。
27.进一步的说,所述的座体51具有用于放置本体13的承接缺口511;所述的承接缺口511内设置有与物料表面轮廓匹配的弧形槽512;所述的承接缺口511内覆盖有聚氨酯柔性层;所述的本体定位机构5还包括夹持台52;所述的夹持台 52水平设置在两个立柱53的顶端;所述的立柱53竖直设置在座体51上。
28.需要说明的是,承接缺口511能够适应龙头本体的外部轮廓,使得龙头本体 13能够插装于承接缺口内,并且承接缺口中覆盖有聚氨酯柔性层,可以放置龙头本体出现划痕。
29.进一步的说,所述夹持台52的两侧套接有导块54;所述的导块54上相对设置有夹持杆55;所述的夹持杆末端设置有夹持块56;所述的连接板4包括呈l 型分布的水平板41和竖直板42;所述的水平板41上相对承接缺口开设有冷热水管过孔43;所述的竖直板42上相对第一弹簧柱塞12开设有销孔;所述竖直板42和水平板41近立板一侧相对带把手螺栓11开设有螺孔。
30.在本实施例中,冷热水管过孔43配合座体的承接缺口511设置,其作用在于,能够让龙头本体的冷热水管穿过,并连接于第一弹性夹持机构和第二弹性夹持机构上;同时,导块可相对夹持台移动,导块上的夹持块56,能够将位于座体 51中的本体夹紧。
31.进一步的说,所述的第一弹性夹持机构6和第二弹性夹持机构7包括外壳体 71;所述的外壳体71的前端设置有u型内陷槽72;所述外壳体71内具有腔体;所述的腔体内对称设置有卡抓73。所述的外壳体71的表面设置有沉槽74;所述的外壳体71前端相对腔体设置有开口75;所述的卡抓73通过弹簧连接于腔体内;所述的卡抓73上设置有夹持槽731;所述的卡抓相对夹持槽的另一端连接有枢轴76。
32.在本实施例中,冷热水管能够嵌入于u型内陷槽72中,并通过左右对称的卡爪73,将其卡接。
33.进一步的说,所述的装饰盖安装位9内设置有圆形槽91;所述的装饰盖安装位9通过第二弹簧柱塞14与立板相接;所述的手柄定位块10包括圆形基座101;所述的圆形基座101通过第三弹簧柱塞15与立板相接;所述的圆形基座上设置有用于插接手柄16的插接头
102。
34.在本实施例中,圆形槽用于放置装饰盖;手柄定位块10上的插接头102能够放置手柄16
35.进一步的说,所述的立板通过螺栓、定位销和筋板17与底板相接。
36.最后说明的是,以上实施例仅以说明本实用新型的技术方案而非限制,尽管参照较佳实施例对本实用新型进行了详细说明,本领域的普通技术人员应当理解,可以对本实用新型的技术方案进行修改或者等同替换,而不脱离本实用新型技术方案的宗旨和范围,其均应涵盖在本实用新型新型的权利要求范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1