一种压铸模仁热处理前免校表分中对数的加工夹具的制作方法
本技术涉及压铸,尤其涉及一种压铸模仁热处理前免校表分中对数的加工夹具。
背景技术:
1、现有技术中,在加工供件时,需要将工件安装在工作台上的加工夹具上,然后用校表器校平,再用分中器分中,这个过程需要慢慢调整工件且分中时都凭个人经验及感觉,出错率高,使得现有的工件加工效率相当低。实现对工件的快速装夹、校表和分中对于加工效率的提升有很大的作用。
技术实现思路
1、为了克服现有技术的不足,本实用新型的目的之一在于提供一种压铸模仁热处理前免校表分中对数的加工夹具,以解决现有技术中压铸模仁热处理前还需要正反面校表分中对数的技术问题。
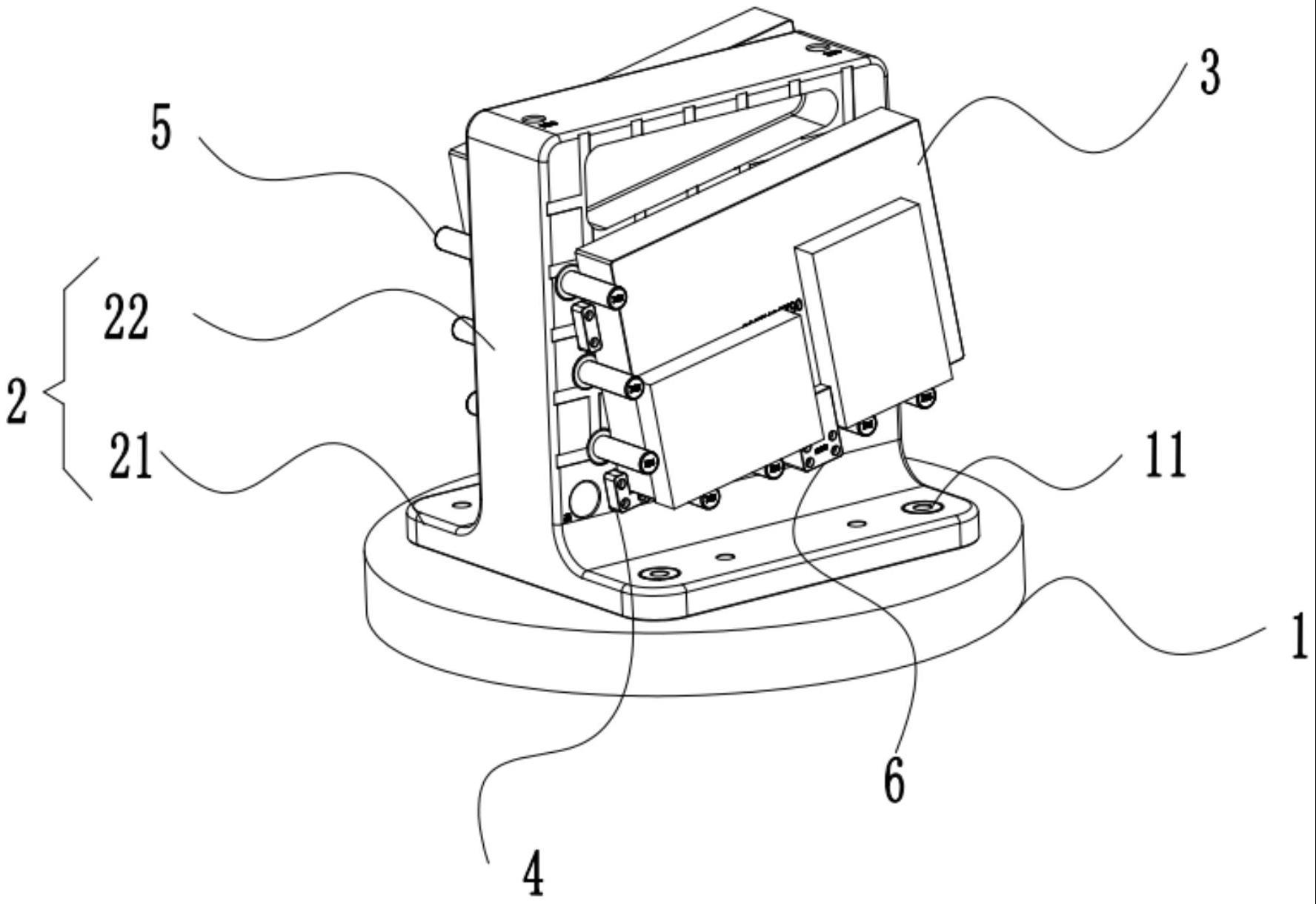
2、本实用新型的目的之一采用如下技术方案实现:一种压铸模仁热处理前免校表分中对数的加工夹具,包括工作台、支撑座、磁盘和定位插块,所述支撑座包括底板和竖板,所述底板上设有定位孔,所述工作台上设有与所述定位孔配合的定位锥,所述竖板竖立设在底板上,所述竖板上设有多个预设的定位插孔,所述定位插块与所述定位插孔插接固定配合,所述磁盘为一个外侧面为平面的矩形磁块,所述磁盘的底部与侧部与定位插块抵接并固定在竖板上,还包括定位柱,所述竖板上设有多个供定位柱插入的定位孔,所述定位孔沿定位插块的内侧面分布,定位柱与待加工的工件相抵。
3、进一步地,所述定位插孔呈l形分布,所述定位插孔包括拐角插孔、侧面插孔和底部插孔,所述定位插块包括与拐角插孔配合的拐角插块、侧面插孔配合的侧面插块和与底部插孔配合的底部插块。
4、进一步地,所述磁盘为矩形,所述拐角插块的内侧面为l形,拐角插块的内侧面与所述磁盘的一个角抵接,所述底部插块的内侧面与侧面插块的内侧均为直面且分别与磁盘一侧侧面抵接。
5、进一步地,所述底部插块的内侧面与水平面之间设有倾斜角度,拐角插块的内侧面低于底部插块的内侧面。
6、进一步地,还包括定位柱,所述竖板上设有多个供定位柱插入的柱孔,所述定位孔沿定位插块的内侧面分布,定位柱与磁盘抵接。
7、进一步地,还包括中间插块,所述中间插块包括连接部和抵接部,所述连接部与底部插块固定连接配合,所述抵接部为沿连接部向上延伸凸块,抵接部的两侧均为直面且与侧面插块的内侧面平行。
8、进一步地,所述竖板上端还设有吊装孔。
9、相比现有技术,本实用新型的有益效果在于:
10、本实用新型通过在工作台上预设的定位锥实现支撑座的快速定位,通过预设的定位插孔预先确定定位插块的位置,从而确定与定位插块抵接的磁盘位置,从而可以免除校表分钟对数,通过磁盘实现对待加工工件的快速固定。
技术特征:
1.一种压铸模仁热处理前免校表分中对数的加工夹具,其特征在于,包括工作台、支撑座、磁盘和定位插块,所述支撑座包括底板和竖板,所述底板上设有定位孔,所述工作台上设有与所述定位孔配合的定位锥,所述竖板竖立设在底板上,所述竖板上设有多个预设的定位插孔,所述定位插块与所述定位插孔插接固定配合,所述磁盘为一个外侧面为平面的矩形磁块,所述磁盘的底部与侧部与定位插块抵接并固定在竖板上。
2.根据权利要求1所述的压铸模仁热处理前免校表分中对数的加工夹具,其特征在于,所述定位插孔呈l形分布,所述定位插孔包括拐角插孔、侧面插孔和底部插孔,所述定位插块包括与拐角插孔配合的拐角插块、侧面插孔配合的侧面插块和与底部插孔配合的底部插块。
3.根据权利要求2所述的压铸模仁热处理前免校表分中对数的加工夹具,其特征在于,所述磁盘为矩形,所述拐角插块的内侧面为l形,拐角插块的内侧面与所述磁盘的一个角抵接,所述底部插块的内侧面与侧面插块的内侧均为直面且分别与磁盘一侧侧面抵接。
4.根据权利要求3所述的压铸模仁热处理前免校表分中对数的加工夹具,其特征在于,所述底部插块的内侧面与水平面之间设有倾斜角度,拐角插块的内侧面低于底部插块的内侧面。
5.根据权利要求4所述的压铸模仁热处理前免校表分中对数的加工夹具,其特征在于,还包括定位柱,所述竖板上设有多个供定位柱插入的柱孔,所述定位孔沿定位插块的内侧面分布,定位柱与磁盘抵接。
6.根据权利要求3所述的压铸模仁热处理前免校表分中对数的加工夹具,其特征在于,还包括中间插块,所述中间插块包括连接部和抵接部,所述连接部与底部插块固定连接配合,所述抵接部为沿连接部向上延伸凸块,抵接部的两侧均为直面且与侧面插块的内侧面平行。
7.根据权利要求3所述的压铸模仁热处理前免校表分中对数的加工夹具,其特征在于,所述竖板上端还设有吊装孔。
技术总结
本技术设计压铸领域,提供了一种压铸模仁热处理前免校表分中对数的加工夹具,包括工作台、支撑座、磁盘和定位插块,所述支撑座包括底板和竖板,所述底板上设有定位孔,所述工作台上设有与所述定位孔配合的定位锥,所述竖板竖立设在底板上,所述竖板上设有多个预设的定位插孔,所述定位插块与所述定位插孔插接固定配合,所述磁盘为一个外侧面为平面的矩形磁块,所述磁盘的底部与侧部与定位插块抵接并固定在竖板上。通过在工作台上预设的定位锥实现支撑座的快速定位,通过预设的定位插孔预先确定定位插块的位置,从而确定与定位插块抵接的磁盘位置,从而可以免除校表分钟对数,通过磁盘实现对待加工工件的快速固定。
技术研发人员:姜俊辉
受保护的技术使用者:深圳市品成金属制品有限公司
技术研发日:20220621
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!