一种第一啤冲切机的制作方法
1.本实用新型涉及冲切机技术领域,具体为一种第一啤冲切机。
背景技术:
2.啤机一词是广东地方语,它是将热塑性塑料或热固性料利用塑料成型模具制成各种形状的塑料制品的主要成型设备,啤件即成型后的塑料工件,为了对啤件的边角部残料进行切除,需要使用到冲切机。
3.现今市场上的此类冲切机种类繁多,基本可以满足人们的使用需求,但是依然存在一定的不足之处,现有的此类冲切机在使用过程中需要工作人员手动啤件的送料、取料工作,一方面工作人员的作业强度高,另一方面冲切机的工作停留间隙较大,对工件的修边、裁切效率较低。
技术实现要素:
4.本实用新型的目的在于提供一种第一啤冲切机,以解决上述背景技术中提出冲切机在使用过程中需要工作人员手动取料、送料的问题,冲切效率低。
5.为实现上述目的,本实用新型提供如下技术方案:一种第一啤冲切机,包括底座,所述底座顶端的一侧设置有正向工件输送组件,所述底座顶端的另一侧设置有反向工件输送组件,反向工件输送组件和正向工件输送组件结构相同、运行方向相反,所述反向工件输送组件对啤件工装进行输送,所述正向工件输送组件由正向工件输送结构和工件导向支撑结构组成,所述工件导向支撑结构的顶端滑动安装有下模具,所述正向工件输送结构的上方设置有冲切机主体,所述反向工件输送组件的上方设置有啤件测试组件,所述正向工件输送组件的末端设置通过y轴移送模组安装有z轴位移模组,所述z轴位移模组的底端安装有搬运机械手。
6.优选的,所述正向工件输送结构包括安装在底座顶端两侧的支板,其中一组支板的外壁上安装有伺服电机,伺服电机的输出轴安装有主动轮,所述支板的顶端固定有调节板,调节板顶端的一侧固定有轴承固定座,所述轴承固定座的内部安装有主轴,所述主轴表面的两侧分别固定有第一从动轮和第二从动轮,两组所述第二从动轮之间缠绕有驱动带,驱动带的一端与下模具的顶端固定连接。
7.优选的,所述冲切机主体包括安装在底座顶端两侧的四组减震组件,减震组件的顶端固定有直角架,所述直角架的顶端固定有第一气缸,第一气缸的活塞杆底端固定有上模固定板,所述上模固定板的底端安装有上模具主体,所述上模固定板通过表面拐角位置处的第一滑套与第一立柱滑动配合。
8.优选的,所述第一立柱一侧的底座顶端固定有减震组件,减震组件包括伸缩柱以及缠绕在伸缩柱外表面的弹簧,所述伸缩柱的顶端与上模固定板的底端固定连接。
9.优选的,所述减震组件一侧的底座顶端安装有支撑框,支撑框的两内壁上安装有光电传感器,两组所述光电传感器设置有高度差,所述上模固定板底端的一侧安装有限位
光电感应板,限位光电感应板的底端贯穿至支撑框的内部。
10.优选的,所述啤件测试组件包括安装在底座顶端两侧的第二立柱,第二立柱的顶端固定有顶板,所述顶板的顶端安装有第二气缸,第二气缸的活塞杆底端安装有推拉板,推拉板通过滑套与第二立柱滑动连接,推拉板的底端安装有上测试板工装,上测试板工装设置为两组。
11.优选的,所述推拉板下方的底座顶端安装有下工件举升件,下工件举升件为气缸或者电动推杆。
12.与现有技术相比,本实用新型的有益效果是:该一种第一啤冲切机可完成啤件的送料、冲切、移送以及检测步骤,该过程中无需工作人员手动操作,其作业强度低,并提升冲切机的作业效率;
13.(1)通过设置有冲切机主体和正向工件输送结构通过正向工件输送结构驱动下模具移动,直至下模具以及工件移动冲切机主体中,并由冲切机主体对啤件进行冲切,裁切后的工件利用y轴移送模组、z轴位移模组以及搬运机械手对工件进行移送,无需工作人员手动操作,其作业强度低,并降低冲切机的停机间隙,提升冲切机的作业效率;
14.(2)通过设置有反向工件输送组件和啤件测试组件等相互配合的结构,反向工件输送组件将工装以及工件移送至啤件测试组件中,则啤件测试组件中的第二气缸驱动推拉板、上测试板工装下行,此时下工件举升件顶升工装以及工件,此时上测试板工装中的检测探针对工件的冲切部进行检测,避免漏切、冲切不充分的工件移动至下一作业区域。
附图说明
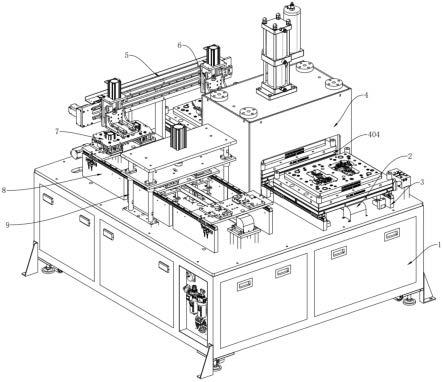
15.图1为本实用新型的立体结构示意图;
16.图2为本实用新型的正向工件输送结构立体结构示意图;
17.图3为本实用新型的冲切机主体立体结构示意图;
18.图4为本实用新型的啤件测试组件立体结构示意图;
19.图中:1、底座;2、正向工件输送结构;201、支板;202、调节板;203、伺服电机;204、主动轮;205、轴承固定座;206、主轴;207、第一从动轮;208、第二从动轮;209、驱动带;3、工件导向支撑结构;4、冲切机主体;401、直角架;402、第一气缸;403、上模固定板;404、上模具主体;405、第一立柱;406、第一滑套;407、减震组件;408、支撑框;409、光电传感器;4010、限位光电感应板;5、y轴移送模组;6、z轴位移模组;7、搬运机械手;8、反向工件输送组件;9、啤件测试组件;901、第二立柱;902、顶板;903、第二气缸;904、推拉板;905、上测试板工装;906、下工件举升件。
具体实施方式
20.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
21.请参阅图1-4,本实用新型提供的一种实施例:一种第一啤冲切机,包括底座1,底座1顶端的一侧设置有正向工件输送组件,底座1顶端的另一侧设置有反向工件输送组件8,反向工件输送组件8和正向工件输送组件结构相同、运行方向相反,反向工件输送组件8对
啤件工装进行输送,正向工件输送组件由正向工件输送结构2和工件导向支撑结构3组成,工件导向支撑结构3的顶端滑动安装有下模具,第一啤取放料机器人将初步成型的啤件放置于工件导向支撑结构3顶端的下模具中;
22.正向工件输送结构2包括安装在底座1顶端两侧的支板201,其中一组支板201的外壁上安装有伺服电机203,伺服电机203的输出轴安装有主动轮204,支板201的顶端固定有调节板202,调节板202顶端的一侧固定有轴承固定座205,轴承固定座205的内部安装有主轴206,主轴206表面的两侧分别固定有第一从动轮207和第二从动轮208,两组第二从动轮208之间缠绕有驱动带209,驱动带209的一端与下模具的顶端固定连接;
23.正向工件输送结构2的上方设置有冲切机主体4,冲切机主体4包括安装在底座1顶端两侧的四组减震组件407,减震组件407的顶端固定有直角架401,直角架401的顶端固定有第一气缸402,第一气缸402的活塞杆底端固定有上模固定板403,上模固定板403的底端安装有上模具主体404,上模固定板403通过表面拐角位置处的第一滑套406与第一立柱405滑动配合,通过正向工件输送结构2驱动下模具移动,直至下模具以及工件移动冲切机主体4中;
24.通过第一气缸402驱动上模固定板403、上模具主体404下行,当上模具主体404、下模具闭合后,即完成啤件的冲切工作;
25.第一立柱405一侧的底座1顶端固定有减震组件407,减震组件407包括伸缩柱以及缠绕在伸缩柱外表面的弹簧,利用减震组件407对上模固定板403、上模具主体404起到减震、缓冲的作用;
26.伸缩柱的顶端与上模固定板403的底端固定连接,减震组件407一侧的底座1顶端安装有支撑框408,支撑框408的两内壁上安装有光电传感器409,两组光电传感器409设置有高度差,上模固定板403底端的一侧安装有限位光电感应板4010,限位光电感应板4010的底端贯穿至支撑框408的内部,限位光电感应板4010对两组光电传感器409的遮挡,用于检测上模具主体404与下模具的开合状态;
27.反向工件输送组件8的上方设置有啤件测试组件9,正向工件输送组件的末端设置通过y轴移送模组5安装有z轴位移模组6,z轴位移模组6的底端安装有搬运机械手7;
28.由z轴位移模组6、搬运机械手7上下夹持工件,由y轴移送模组5在y轴向移动工件,使得啤件放置于反向工件输送组件8中的检测工装上,则反向工件输送组件8将工装以及工件移送至啤件测试组件9中;
29.啤件测试组件9包括安装在底座1顶端两侧的第二立柱901,第二立柱901的顶端固定有顶板902,顶板902的顶端安装有第二气缸903,第二气缸903的活塞杆底端安装有推拉板904,推拉板904通过滑套与第二立柱901滑动连接,推拉板904的底端安装有上测试板工装905,上测试板工装905设置为两组,推拉板904下方的底座1顶端安装有下工件举升件906,下工件举升件906为气缸或者电动推杆,啤件测试组件9中的第二气缸903驱动推拉板904、上测试板工装905下行,此时下工件举升件906顶升工装以及工件,此时上测试板工装905中的检测探针对工件的冲切部进行检测;
30.由反向工件输送组件8继续输送工作,此时由下一道工序中的第二啤取放料机器人进行工件的转送,即完成啤件的送料、冲切、移送以及检测步骤,该过程中无需工作人员手动操作,其作业强度低,并提升冲切机的作业效率。
31.本技术实施例在使用时,首先第一啤取放料机器人将初步成型的啤件放置于工件导向支撑结构3顶端的下模具中,随后通过正向工件输送结构2驱动下模具移动,直至下模具以及工件移动冲切机主体4中,通过第一气缸402驱动上模固定板403、上模具主体404下行,当上模具主体404、下模具闭合后,即完成啤件的冲切工作,此时正向工件输送结构2继续输送下模具以及冲切后的工件,当工件位于z轴位移模组6的正下方后,通过y轴移送模组5、z轴位移模组6以及搬运机械手7的配合,由z轴位移模组6、搬运机械手7上下夹持工件,由y轴移送模组5在y轴向移动工件,使得啤件放置于反向工件输送组件8中的检测工装上,则反向工件输送组件8将工装以及工件移送至啤件测试组件9中,该组工件检测完毕后,啤件测试组件9恢复至初始位置,由反向工件输送组件8继续输送工作,此时由下一道工序中的第二啤取放料机器人进行工件的转送,即完成啤件的送料、冲切、移送以及检测步骤,该过程中无需工作人员手动操作,其作业强度低,并提升冲切机的作业效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1