汽车产品夹具的制作方法
1.本技术涉及夹具技术领域,具体而言,涉及汽车产品夹具。
背景技术:
2.目前汽车作为普通的交通工具,其需要量越来越大,为了满足市场的需求,各汽车生产厂家需不断进行技术革新,针对汽车的产品不断丰富,要求不断提高,汽车转向节作为车轮与车体的连接产品,重要性不言而喻。
3.传统的汽车转向节夹具,需要多个夹紧块夹持固定,人工在依次锁紧多个夹紧块过程中,经常出现夹紧块漏装的情况,继而导致撞刀,增加产品单件成本。
技术实现要素:
4.为了克服现有的不足,本技术实施例提供汽车产品夹具,其能够解决上述背景技术中提到的问题。
5.本技术实施例解决其技术问题所采用的技术方案是:汽车产品夹具,包括支撑组件和夹持组件。
6.所述支撑组件包括有底板和辅助支撑件,所述辅助支撑件设置在所述底板上,所述辅助支撑件两端均设置有伸缩头,所述夹持组件包括有避让孔、定位件、中心座和下压件,所述避让孔贯穿开设在所述底板上,所述定位件和所述中心座均设置在所述底板上,所述下压件与所述中心座活动连接,所述夹持组件设置有两个。
7.在一种具体的实施方案中,所述辅助支撑件为双头液压缸。
8.在一种具体的实施方案中,所述定位件包括有支架和抵头,所述支架与所述底板可拆卸式连接,所述抵头与所述支架螺接。
9.在一种具体的实施方案中,所述中心座包括有法兰底和中柱,所述中柱与所述法兰底固定连接,所述法兰底与所述底板可拆卸式连接。
10.在一种具体的实施方案中,所述下压件包括有压块和螺杆,所述螺杆活动贯穿于所述压块与所述中柱螺接。
11.在一种具体的实施方案中,所述支撑组件还包括有安装孔和基准孔,所述安装孔设置在所述底板的两侧,所述基准孔贯穿开设在所述底板上。
12.在一种具体的实施方案中,所述支撑组件还包括有铭牌,所述铭牌与所述底板固定连接。
13.在一种具体的实施方案中,所述支撑组件还包括有让刀槽,每个所述夹持组件均对应有一个所述让刀槽,两个所述让刀槽均开设在所述底板边沿。
14.本技术实施例的优点是:
15.采用了辅助支撑件、定位件和中心座对左右万向节进行快速准确的固定,每个万向节只需一个手动固定操作,有效避免了多个夹紧块带来的漏装问题,以及因为漏装夹紧块而导致的撞刀和增加产品单件成本的问题。
附图说明
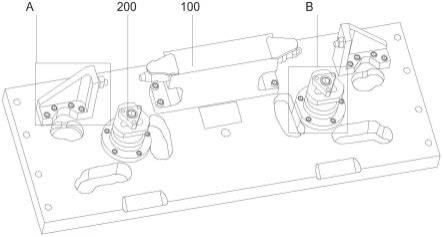
16.图1为本技术实施方式提供的汽车产品夹具结构示意图;
17.图2为本技术实施方式提供的避让孔与底板连接关系结构示意图;
18.图3为本技术实施方式提供的定位件与底板连接关系结构示意图;
19.图4为本技术实施方式提供的中心座与下压件连接关系结构示意图。
20.图中:100-支撑组件;110-底板;120-辅助支撑件;130-安装孔;140-基准孔;150-铭牌;160-让刀槽;200-夹持组件;210-避让孔;220-定位件;221-支架;222-抵头;230-中心座;231-法兰底;232-中柱;240-下压件;241-压块;242-螺杆。
具体实施方式
21.本技术实施例中的技术方案为解决上述背景技术中提到的问题,总体思路如下:
22.请参阅图1,汽车产品夹具,包括支撑组件100和夹持组件200。
23.其中,支撑组件100配合夹持组件200可以对左右万向节进行快速准确的固定,每个万向节只需一个手动固定操作,有效避免了多个夹紧块带来的漏装问题,以及因为漏装夹紧块而导致的撞刀和增加产品单件成本的问题。
24.请参阅图1-图4,支撑组件100包括有底板110和辅助支撑件120,辅助支撑件120设置在底板110上,辅助支撑件120两端均设置有伸缩头,夹持组件200包括有避让孔210、定位件220、中心座230和下压件240,避让孔210贯穿开设在底板110上,定位件220和中心座230均设置在底板110上,下压件240与中心座230活动连接,夹持组件200设置有两个。这里,将两个万向节的轴承孔分别套在对应的中心座230上,万向节的减震器臂靠在对应的定位件220上,然后辅助支撑件120的两个伸缩头向外伸出抵在万向节的减震器臂上,与定位件220一起夹持住万向节的减震器臂,由此万向节周向和径向固定,最后将下压件240连接到中心座230上,将万向节并紧在中心座230上,形成轴向固定,至此,两个万向节固定完毕,两个万向节和对应的夹持组件200镜像对称,为左右万向节,避让孔210的设置使得整得反向加工时,刀具可以从底板110背面穿过避让孔210加工到万向节的背面,避免了二次装夹可能带来的问题,综上,支撑组件100配合夹持组件200可以对左右万向节进行快速准确的固定,每个万向节只需一个手动固定操作,有效避免了多个夹紧块带来的漏装问题,以及因为漏装夹紧块而导致的撞刀和增加产品单件成本的问题。
25.请参阅图2,辅助支撑件120为双头液压缸。这里,双头液压缸采用一个缸体,两个活塞,一次液压注入,通过两个活塞分别推动对应的伸缩头伸出,将万向节的减震器臂抵紧在定位件220上,形成固定效果,自动夹紧,省去了一次手动操作。
26.请参阅图2-3,定位件220包括有支架221和抵头222,支架221与底板110可拆卸式连接,抵头222与支架221螺接。这里,支架221通过螺丝并紧在底板110,为三角形结构,上端螺接有抵头222,抵头222为主要定位点,用于定位万向节在水平方向上的角度,螺接的方式,便于抵头222更换和维护。
27.请参阅图2-4,中心座230包括有法兰底231和中柱232,中柱232与法兰底231固定连接,法兰底231与底板110可拆卸式连接。这里,法兰底231通过螺丝并紧在底板110上,稳定性更好,中柱232与万向节的轴承孔间隙配合,帮助万向节中心定位,此时万向节可以围绕中柱232旋转,然后通过抵头222和辅助支撑件120来周向固定,需要说明的是法兰底231
上的螺丝为内嵌式,法兰底231上表面作为基准面与万向节轴承孔端面贴合。
28.请参阅图2-4,下压件240包括有压块241和螺杆242,螺杆242活动贯穿于压块241与中柱232螺接。这里,万向节的轴承孔套在中柱232上后,将压块241压在万向节上,然后利用螺杆242将压块241并紧,从而将万向节轴向固定,在本实施例中,中柱232上端设置为三角形与压块241相适配,压块241可以沿中柱232轴向滑动一段距离,而周向被中柱232限制住,这样,当旋紧螺杆242时,不会带动压块241转动,进而影响到万向节。
29.请参阅图2,支撑组件100还包括有安装孔130和基准孔140,安装孔130设置在底板110的两侧,基准孔140贯穿开设在底板110上。这里,安装孔130用于与外置的转台安装,以便整个夹具的翻转加工,基准孔140为用于加工底板110上所有孔等结构的定位基准。
30.请参阅图2,支撑组件100还包括有铭牌150,铭牌150与底板110固定连接。这里,铭牌150用于标识该夹具对应的万向节型号,便于夹具管理。
31.请参阅图2,支撑组件100还包括有让刀槽160,每个夹持组件200均对应有一个让刀槽160,两个让刀槽160均开设在底板110边沿。这里,刀具从机床的初始位向万向节移动时,会靠近底板110边沿,设置了让刀槽160,可以有效减少撞刀的几率。
32.本技术使用时:将两个万向节的轴承孔分别套在对应的中心座230上,万向节的减震器臂靠在对应的抵头222上,然后辅助支撑件120的两个伸缩头向外伸出抵在万向节的减震器臂上,与抵头222一起夹持住万向节的减震器臂,由此万向节周向和径向固定,最后将压块241压在万向节上,然后利用螺杆242将压块241并紧,从而将万向节轴向固定,形成轴向固定,至此,两个万向节固定完毕,两个万向节和对应的夹持组件200镜像对称,为左右万向节,避让孔210的设置使得整得反向加工时,刀具可以从底板110背面穿过避让孔210加工到万向节的背面,避免了二次装夹可能带来的问题。
33.综上,本技术利用辅助支撑件120、定位件220和中心座230对左右万向节进行快速准确的固定,每个万向节只需一个手动固定操作,有效避免了多个夹紧块带来的漏装问题,以及因为漏装夹紧块而导致的撞刀和增加产品单件成本的问题。
34.需要说明的是,辅助支撑件120和螺杆242具体的型号规格需根据该装置的实际规格等进行选型确定,具体选型计算方法采用本领域现有技术,故不再详细赘述。
35.最后应说明的是:显然,上述实施例仅仅是为清楚地说明本发明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1