C型大盘钉自动送钉装置的制作方法
c型大盘钉自动送钉装置
技术领域
1.本实用新型涉及一种打钉工具,更确切地说,是一种c型大盘钉自动送钉装置。
背景技术:
2.c型钉是一种异形钢钉,如图9和图10所示,通常,这些c型钉50成条出现,构成c型大盘钉5。在打钉设备上,c型大盘钉5通过转动盘进行输送。然而,由于现有的转动盘的转速恒定,无法自动调节松紧度。另外,c型大盘钉5在输送时,压送轮采用单边压送结构,c型大盘钉5受力不均,容易造成c型大盘钉打滑。
技术实现要素:
3.本实用新型主要是解决现有技术所存在的技术问题,从而提供一种c型大盘钉自动送钉装置。
4.本实用新型的上述技术问题主要是通过下述技术方案得以解决的:
5.一种c型大盘钉自动送钉装置,其特征在于,所述的c型大盘钉自动送钉装置包含一安装底座,所述的安装底座上设有一旋转安装座,所述的旋转安装座的中心设有一芯轴,所述的旋转安装座的上方设有一盖板,
6.所述的安装底座上设有一c型大盘钉监测器、一c型大盘钉压送器和一钉枪,
7.所述的c型大盘钉监测器包含一纵向设置的第一支架,所述的第一支架上设有一贯穿的长圆形的第一槽口,所述的第一槽口内设有一上监测传感器和一下监测传感器,
8.所述的c型大盘钉压送器包含一纵向设定的第二支架,所述的第二支架的顶部设有一横向设置的固定基板,所述的固定基板的下表面上设有一压送电机,所述的固定基板的上表面上设有一压送胶轮,所述的压送电机驱动所述的压送胶轮,所述的固定基板的一侧边缘设有一监测支架,所述的监测支架上设有一断裂监测传感器,所述的固定基板的另一侧边缘设有一内压支架,所述的内压支架上设有一可拆卸的内压组件,
9.所述的钉枪包含一纵向设置的第三支架,所述的第三支架上设有一枪体,所述的枪体的侧壁上设有一引导钉轨。
10.作为本实用新型较佳的实施例,
11.所述的内压组件包含一长条状的内压横条,所述的内压横条的顶部设有一对安装螺孔,所述的内压横条的底部设有一贯穿的横条槽口,所述的横条槽口的侧壁上设有若干贯穿的轴孔,所述的轴孔上均设有一可转动的压辊。
12.作为本实用新型较佳的实施例,
13.所述的固定基板上设有一对内压连接孔,所述的内压支架包含一第一内压块和一第二内压块,所述的第二内压块的设置方向与所述的第一内压块相互垂直,所述的第一内压块上设有一对长圆形的贯穿的第一内压固定槽口,所述的第二内压块上设有一长圆形的贯穿的第二内压固定槽口。
14.作为本实用新型较佳的实施例,
15.所述的第一内压固定槽口与内压连接孔通过一第一螺钉相连接,
16.所述的第二内压固定槽口与安装螺孔通过一第二螺钉相连接。
17.本实用新型的c型大盘钉自动送钉装置具有以下优点:在输送的过程中,c型大盘钉压送器使得c型钉的内壁和外壁同步被压送,输送平稳顺滑,不卡钉,有效避免了打滑现象,改变了常规人工频繁加钉作业,减少了工作时间,提高了工作效率。
附图说明
18.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
19.图1为本实用新型的c型大盘钉自动送钉装置的立体结构示意图;
20.图2为图1中的a区域的细节放大示意图;
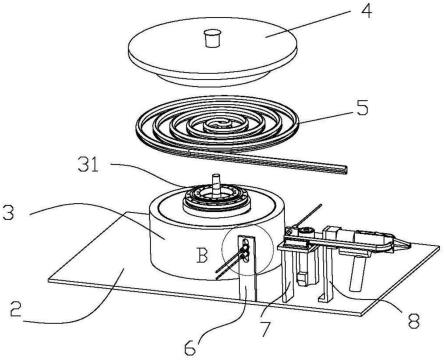
21.图3为图1中的c型大盘钉自动送钉装置的立体结构分解示意图;
22.图4为图3中的b区域的细节放大示意图;
23.图5为图3中c型大盘钉自动送钉装置的c型大盘钉压送器的立体结构示意图;
24.图6为图5中的d区域的细节放大示意图;
25.图7为图5中的c型大盘钉压送器的立体结构分解示意图;
26.图8为图3中的c型大盘钉自动送钉装置的钉枪的立体结构示意图;
27.图9为现有的c型大盘钉的局部立体结构示意图;
28.图10为现有的c型大盘钉的横截面结构示意图;
29.图11为本实用新型的c型大盘钉自动送钉装置的c型大盘钉监测器的使用示意图,此时,c型大盘钉处于正常位置;
30.图12为本实用新型的c型大盘钉自动送钉装置的c型大盘钉监测器的使用示意图,此时,c型大盘钉处于过度绷紧的位置;
31.图13为本实用新型的c型大盘钉自动送钉装置的c型大盘钉监测器的使用示意图,此时,c型大盘钉处于过度松弛的位置。
具体实施方式
32.下面结合附图对本实用新型的优选实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
33.如图1至图4所示,该c型大盘钉自动送钉装置1包含一安装底座2,该安装底座2上设有一旋转安装座3,该旋转安装座3的中心设有一芯轴31,该旋转安装座3的上方设有一盖板4。该安装底座2上设有一c型大盘钉监测器6、一c型大盘钉压送器7和一钉枪8。
34.需要说明的是,该旋转安装座3通过内置的电机进行转动。
35.如图4所示,该c型大盘钉监测器6包含一纵向设置的第一支架61,该第一支架61上设有一贯穿的长圆形的第一槽口611,该第一槽口611内设有一上监测传感器62和一下监测传感器63。
36.如图5和图6所示,该c型大盘钉压送器7包含一纵向设定的第二支架71,该第二支架71的顶部设有一横向设置的固定基板72,该固定基板72的下表面上设有一压送电机73,该固定基板72的上表面上设有一压送胶轮74,该压送电机73驱动该压送胶轮74,该固定基板72的一侧边缘设有一监测支架75,该监测支架75上设有一断裂监测传感器751,该固定基板72的另一侧边缘设有一内压支架76,该内压支架76上设有一可拆卸的内压组件77。
37.另外,该固定基板72上设有一对内压连接孔721,该内压支架76包含一第一内压块761和一第二内压块762,该第二内压块762的设置方向与该第一内压块761相互垂直,该第一内压块761上设有一对长圆形的贯穿的第一内压固定槽口7611,该第二内压块762上设有一长圆形的贯穿的第二内压固定槽口7621。
38.如图7所示,该内压组件77包含一长条状的内压横条771,该内压横条771的顶部设有一对安装螺孔7713,该内压横条771的底部设有一贯穿的横条槽口7711,该横条槽口7711的侧壁上设有若干贯穿的轴孔7712,该轴孔7712上均设有一可转动的压辊772。
39.需要说明的是,该第一内压固定槽口7611与内压连接孔721通过一第一螺钉78相连接。该第二内压固定槽口7621与安装螺孔7713通过一第二螺钉79相连接,利用第一螺钉78和第二螺钉79,使用者可以对内压组件77的位置进行微调。
40.如图8所示,该钉枪8包含一纵向设置的第三支架81,该第三支架81上设有一枪体82,该枪体82的侧壁上设有一引导钉轨821。该引导钉轨821的横截面呈椭圆形,其尺寸与c型钉50的内腔尺寸相适应。
41.另外,该上监测传感器62、下监测传感器63以及断裂监测传感器751可以为红外传感器,声波传感器或者其他合适的传感器。
42.下面对该c型大盘钉自动送钉装置1的工作方式进行说明。
43.步骤1、如图3所示,将成盘的c型大盘钉5放置到旋转安装座3上,将c型大盘钉5的末端牵引至钉枪8处,并将c型大盘钉5的末端插入到钉枪8的引导钉轨821上;
44.步骤2、利用第一螺钉78和第二螺钉79,调节内压组件77的位置,使得内压组件77的压辊772适当地压住c型钉50的内壁51,并使得c型大盘钉压送器7的压送胶轮74适当地压住c型钉50的外壁52;
45.步骤3、该c型大盘钉压送器7的压送电机73启动,旋转安装座3内的电机启动,于是,c型大盘钉5开始向钉枪8有序进行输送。在输送的过程中,压辊772和压送胶轮74相互配合,使得c型钉50的内壁51和外壁52同步被压送,输送平稳顺滑,有效避免了打滑。
46.在输送的过程中,该断裂监测传感器751始终检测c型大盘钉5,一旦发生c型大盘钉5发生断裂,即可停机。
47.下面对c型大盘钉监测器6的作用进行说明。
48.如图11所示,此时,c型大盘钉5自然下垂,下垂最低点与下监测传感器63平齐,此时视为c型大盘钉5的正常位置。
49.如图12所示,此时,c型大盘钉5的下垂最低点与上监测传感器62平齐,此时,c型大盘钉5被视为过度绷紧,于是,旋转安装座3加快转速,直到c型大盘钉5重新回到下监测传感器63的位置。
50.如图13所示,此时,c型大盘钉5的下垂最低点已经低于下监测传感器63,此时,c型大盘钉5被视为过度松弛,于是,旋转安装座3降低转速,直到c型大盘钉5重新回到下监测传
感器63的位置。
51.通过c型大盘钉监测器6的监测,可以始终让c型大盘钉5保持合适的下垂度,进一步提供c型大盘钉输送的稳定性和可靠性。
52.不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求书所限定的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1