一种涂膜切割机构的制作方法
1.本技术涉及涂膜检测技术领域,尤其是涉及一种涂膜切割机构。
背景技术:
2.通常使用gb/t 23991-2009《涂料中可溶性有害元素含量的测定》或gb/t 30647-2014《涂料中有害元素总含量的测定》对涂料产品进行有害元素含量测定。在测试前,需要在底板上制备厚度适宜的涂膜,待完全干燥后取下涂膜并经过一定处理得到碎片状或粉末状的待测样品。目前主要使用粉碎设备来进行相应的处理。
3.当检测过程由人工测试转向机械自动化测试时,使用粉碎设备得到待测样品的方式存在如下问题:不便于将整块涂膜放置于粉碎机内部;其次不便取出粉碎机内部粉碎后的涂膜且使用后的粉碎机难以清理,从而导致了样品前处理过程的不便性,故有待改善。
技术实现要素:
4.为了改善涂料产品有害物质检测中样品前处理不便的问题,本技术提供了一种涂膜切割机构。
5.本技术提供的一种涂膜切割机构采用如下的技术方案:
6.一种涂膜切割机构,包括用于承载涂膜的测试板,所述测试板一侧设置有用于带动测试板转动的旋转组件,所述旋转组件上设置有用于固定测试板的定位气缸;所述测试板远离旋转组件的一侧设置有安装架,所述安装架上滑动设置有刀具组;所述安装架上设置有用于驱使刀具组沿着安装架的长度方向进行移动的驱动组件,所述安装架一侧设置有用于驱动安装架带动刀具组靠近或者远离测试板的推动件。
7.通过采用上述技术方案,推动件的输出端伸出,带动安装架和刀具组逐渐靠近测试板,使得刀具组的刀尖与测试板表面的涂膜相抵;定位气缸将测试板进行固定,通过驱动组件驱使刀具组进行移动,以实现对测试板表面的涂膜进行刻划;刻划完毕后,通过推动件的输出端收缩使得刀具组脱离测试板,控制定位气缸的输出端收缩,解除对测试板的固定,通过旋转组件控制测试板进行转动,然后控制定位气缸固定测试板、控制推动件和驱动组件使得刀具组对测试板进行再次刻划,使得两组刻划的线路相互交叉,从而将涂膜分割成若干个较小的板块,进而实现了涂膜的便捷切割,减少了通过粉碎机进行涂膜粉碎的过程中,将涂膜放置于粉碎机的不便性、将涂膜碎片从粉碎机中取出的不便性和粉碎机使用后难以清理的不便性;综上所述,使用切割机构对涂膜进行切割处理,可以得到满足检测标准要求的待测样品(0.5~5mm),且可以有效解决现有粉碎流程中的主要问题。
8.优选的,所述旋转组件包括固定台、设置于固定台内部的转动电机和转动设置于固定台顶部的旋转板,所述转动电机用于带动旋转板进行转动;所述测试板位于旋转板的顶部,所述定位气缸设置于固定台上。
9.通过采用上述技术方案,转动电机的输出端带动旋转板进行转动,以实现快速带动测试板进行转动;旋转板用于承载测试板,以便于定位气缸将测试板固定于固定台上。
10.优选的,所述定位气缸的输出端设置有划格板,所述划格板上贯穿设置有供刀具组穿过的通行口。
11.通过采用上述技术方案,通过划格板的通行口,限制了刀具组的移动路径,减少了刀具组刻划路径歪斜的现象;刀具组对涂膜进行刻划的过程中,划格板对涂膜进行覆盖和按压,减少了涂膜粉碎的过程中,涂膜自身开裂和涂膜碎片随意飞溅的现象发生,从而保障了涂膜切割过程中涂膜碎片的完整性和尺寸规格,以便于后续对涂膜碎片进行测量。
12.优选的,所述固定台的侧壁转动设置有若干与旋转板相抵的滚珠。
13.通过采用上述技术方案,滚珠将旋转板和固定台之间的滑动摩擦转变成了滚珠和旋转板的滚动摩擦,减少了旋转板转动过程中受到的阻力,以便于快速的进行旋转板和测试板的转动。
14.优选的,所述旋转板的侧壁设置有定位块,所述固定台的侧壁上开设有供定位块滑动的滑动槽,所述滑动槽的端壁用于与定位块相抵。
15.通过采用上述技术方案,旋转板转动的过程中,定位块从滑动槽的长度方向一端滑动至长度方向另一端;通过定位块与滑动槽的端壁相抵,以快速限制定位块的位置,从而快速控制旋转板带动测试板的转动角度,从而便于提高涂膜切割粉碎的尺寸规格的精准度。
16.优选的,所述滑动槽的两端端壁均开设有安装槽,所述安装槽内部滑动设置有缓冲块,所述安装槽内部设置有与缓冲块相连的缓冲件。
17.通过采用上述技术方案,定位块与缓冲块相抵,缓冲块逐渐抵入安装槽内部,缓冲件受到压力进行形变收缩,以将定位块运动的惯性转变成缓冲件的弹性势能,从而对定位块起到了缓冲的作用,减少了定位块与滑动槽端壁的刚性碰撞,减少了定位块与旋转板连接处断裂的现象发生,从而保障了定位块的使用寿命。
18.优选的,所述缓冲块的侧壁设置有用于限制缓冲块脱离安装槽的限位板,所述安装槽的内侧壁开设有供限位板滑动的活动槽。
19.通过采用上述技术方案,定位块脱离缓冲块后,缓冲件进行形变恢复,并通过自身的弹力推动缓冲块逐渐伸出安装槽;限位板靠缓冲块的侧壁与活动槽的内侧壁相抵,减少了缓冲块脱离安装槽的现象发生。
20.优选的,所述驱动组件包括转动丝杆、导向杆、移动杆和驱动电机;所述转动丝杆转动设置于安装架的其中一侧,所述导向杆设置于安装架的另一侧;所述转动丝杆和导向杆均贯穿移动杆,所述转动丝杆与移动杆螺纹连接,所述刀具组设置于移动杆上;所述驱动电机设置于转动丝杆一侧,以用于驱动转动丝杆进行转动。
21.通过采用上述技术方案,驱动电机的输出端带动转动丝杆进行转动,导向杆对移动杆的移动路径进行限定,使得移动杆带动刀具组沿着导向杆的长度方向进行移动,以便于刀具组对测试板上的涂膜进行切割。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.通过设置定位气缸和划格板将承载有涂膜的测试板固定于旋转板上,通过旋转组件、定位气缸、推动件和驱动组件的配合,以控制刀具组对涂膜进行多次刻划切割,以快速的将涂膜分隔成若干较小的板块,从而实现了涂膜的便捷粉碎,减少了涂膜通过粉碎机进行粉碎的不便性。
24.2.通过设置定位块和滑动槽,以便于对旋转板和测试板的转动角度进行快速的精准控制;通过设置缓冲块和缓冲件,减少了定位块与滑动槽端壁的刚性碰撞,从而保障了定位块的使用寿命。
附图说明
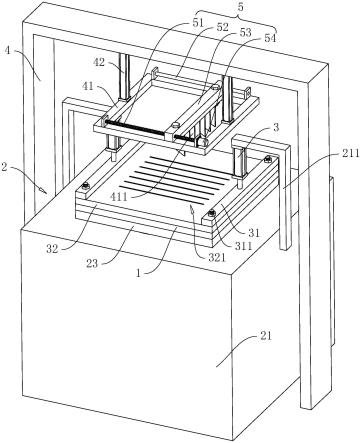
25.图1是本技术实施例的一种涂膜切割机构的结构示意图;
26.图2是用于体现旋转组件的爆炸示意图;
27.图3是用于体现定位气缸和划格板连接关系的爆炸示意图;
28.图4是用于体现固定台内部结构的剖面示意图;
29.图5是用于体现图4中a处结构的放大示意图。
30.附图标记说明:
31.1、测试板;2、旋转组件;21、固定台;210、固定槽;211、定位架;212、滚珠;213、滑动槽;214、安装槽;2141、活动槽;215、缓冲块;2151、限位板;216、缓冲件;22、转动电机;23、旋转板;231、定位块;3、定位气缸;31、定位板;311、定位螺栓;312、定位螺母;32、划格板;321、通行口;322、沉降槽;4、固定架;41、安装架;411、刀具组;42、推动件;5、驱动组件;51、转动丝杆;52、导向杆;53、移动杆;54、驱动电机。
具体实施方式
32.以下结合附图1-5对本技术作进一步详细说明。
33.本技术实施例公开一种涂膜切割机构。
34.参照图1,一种涂膜切割机构包括用于承载涂膜的测试板1,测试板1底部的地面上安装有旋转组件2,以用于带动测试板1进行转动。旋转组件2上安装有定位气缸3,以用于将测试板1固定在旋转组件2上。测试板1一侧的地面上安装有固定架4,固定架4上通过螺丝固定连接有若干推动件42,在本实施例中,推动件42为推动油缸。所有推动件42的输出端共同焊接有安装架41,且安装架41位于测试板1的上方。安装架41上滑动连接有刀具组411,安装架41上固定连接有驱动组件5,以用于驱使刀具组411沿着安装架41的长度方向进行移动。
35.参照图1和图2,旋转组件2包括固定台21、转动电机22和旋转板23。固定台21通过地脚螺栓连接于测试板1底部的地面上,固定台21的顶壁沿竖直方向开设有固定槽210,转动电机22通过螺栓固定连接于固定槽210内部。
36.参照图2和图3,固定台21的侧壁上相对转动电机22焊接有两组定位架211,定位气缸3通过螺栓连接于每一定位架211上。每一定位气缸3的输出端均焊接固定有定位板31,两组定位板31上共同连接有划格板32,划格板32上贯穿开设有供刀具组411穿过的通行口321,且通行口321沿着安装架41的长度方向进行延伸设置。
37.参照图2和图3,划格板32与每一定位板31均共同穿插有若干定位螺栓311,每一定位螺栓311上均螺纹连接有定位螺母312,以用于将划格板32固定连接于定位板31上。划格板32靠近固定台21的侧壁开设有供定位螺栓311的端部抵入的沉降槽322,以保障划格板32侧壁的平整度。
38.参照图2,固定台21的顶壁嵌设有若干滚珠212,且所有的滚珠212均与固定台21转动连接。旋转板23放置于固定台21的顶部,旋转板23与转动电机22的输出端通过螺母固定
连接,且旋转板23的底壁与滚珠212相抵。测试板1放置于旋转板23上,以便于旋转板23带动测试板1进行转动。
39.参照图2和图4,旋转板23的底壁焊接固定有定位块231,固定台21的顶壁开设有供定位块231滑动抵入的滑动槽213。在本实施例中,转动电机22驱使旋转板23进行转动的过程中,定位块231从滑动槽213的一端滑动至滑动槽213的另一端;通过定位块231与滑动槽213的端壁相抵,可快速控制旋转板23转动的角度。
40.参照图4和图5,滑动槽213长度方向两端的端壁均开设有安装槽214,每一安装槽214的内部均沿着安装槽214的深度方向滑动连接有缓冲块215。缓冲块215位于安装槽214内部的端壁一体成型有限位板2151,安装槽214的内侧壁开设有供限位板2151滑动的活动槽2141,且限位板2151靠近缓冲块215的侧壁可与活动槽2141的内侧壁相抵。
41.参照图4和图5,每一安装槽214的内部均安装有缓冲件216,在本实施例中,缓冲件216为缓冲弹簧。缓冲件216的一端与安装槽214的内侧壁相连,缓冲件216的另一端与限位板2151相连。缓冲件216通过自身的弹力推动缓冲块215伸出安装槽214,当定位块231移动至滑动槽213的端部时,定位块231与缓冲块215相抵;缓冲件216受到压力进行形变收缩,以将缓冲块215收缩至安装槽214内部,以对定位块231进行缓冲。
42.参照图1,驱动组件5包括转动丝杆51、导向杆52、移动杆53和驱动电机54。转动丝杆51通过轴承座转动连接于安装架41的一侧,且转动丝杆51平行于安装架41的长度方向。导向杆52固定连接于安装架41的另一侧,且导向杆52与转动丝杆51相互平行。
43.参照图1,转动丝杆51和导向杆52均贯穿移动杆53,且移动杆53通过螺栓、螺母与刀具组411固定连接。转动丝杆51位于移动杆53的一端,导向杆52位于移动杆53的另一端,且转动丝杆51与移动杆53螺纹连接。驱动电机54通过螺丝连接于安装架41上,驱动电机54的输出端与转动丝杆51的端部键连接,以用于驱使转动丝杆51进行转动,从而驱使移动杆53带动刀具组411沿着转动丝杆51长度方向进行移动。
44.本技术实施例一种涂膜切割机构的实施原理为:
45.将承载有涂膜的测试板1放置于旋转板23上,控制定位气缸3的输出端伸出,使得划格板32稳定的将测试板1按压固定于旋转板23上。控制推动件42的输出端伸出,使得安装架41带动刀具组411逐渐靠近测试板1,刀具组411的刀片穿过通行口321并与测试板1上的涂膜相抵后,暂停推动件42。
46.控制驱动电机54的输出端正转,通过转动丝杆51驱使移动杆53带动刀具组411进行移动,使得刀具组411对测试板1进行刻划。然后控制推动件42的输出端收缩,使得刀具组411逐渐远离测试板1,并控制驱动电机54的输出端反转,以将移动杆53和刀具组411恢复原位。
47.控制定位气缸3的输出端收缩,使得划格板32逐渐脱离测试板1,并控制转动电机22的输出端转动,带动旋转板23和测试板1转动九十度。
48.然后,重复上述划格板32固定测试板1和刀具组411刻划测试板1的步骤,使得刀具组411两次刻划的线路相互交叉,以将测试板1上的涂膜切割成较小的方格,从而实现涂膜的便捷粉碎。
49.最后可通过刮刀或者铲刀之类的涂膜刮取器,将切割完毕的涂膜从测试板1上刮取下来,以便于进行涂膜的检测。
50.以上均为本技术的较佳实施例,并非依次限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1