磁铁定位组装料盘的制作方法
1.本实用新型涉及磁铁组装技术领域,特别是涉及一种磁铁定位组装料盘。
背景技术:
2.常见的强磁铁是由稀土材料-钕铁硼等制作而成,具有单位质量内磁力大的特点。一般情况下可吸起自身重量600倍的物件,但此类磁铁强度小,易碎。磁铁应用领域也十分广泛,常用于电声领域、电子电器领域、电机领域、机械设备领域和医疗保健等领域。
3.磁铁在应用到产品上时需要进行组装,现有组装过程一般都是通过人工将磁铁取料组装,人工组装效率低,在自动化组装中,现有都是通过料槽进行供料,没有料盘供料的,因为一般来说磁铁容易相互干涉,影响自动取料,因此在一些自动化中需要料盘供料时,则需要对料盘结构做改进。
技术实现要素:
4.为解决上述问题,本实用新型提供一种设置多个定位槽用于放置磁铁,并设置隔磁框架将多个磁铁进行隔磁,预防在取料时出现相互干涉的现象,取料方便,解决了现有磁铁供料只能单个供料的问题的磁铁定位组装料盘。
5.本实用新型所采用的技术方案是:一种磁铁定位组装料盘,包括料盘本体、加固板、以及隔磁框架,所述料盘本体包括第一面、以及第二面,所述第一面朝向第二面沉入有定位槽,所述第一面对应定位槽开设有沉孔,所述隔磁框架由硅钢片加工形成,所述定位槽有多个,所述隔磁框架设有多个分隔条,所述分隔条将多个定位槽分隔。
6.对上述方案的进一步改进为,所述料盘本体由无磁材料加工成型,所述定位槽一体注塑成型在第一面。
7.对上述方案的进一步改进为,所述料盘本体由pvc或pet注塑形成,所述定位槽一体注塑成型在料盘本体的第一面上。
8.对上述方案的进一步改进为,所述定位槽与沉孔连接位置设有第一倒角。
9.对上述方案的进一步改进为,所述沉孔的开口处开设有第二倒角。
10.对上述方案的进一步改进为,所述定位槽由上至下逐渐缩小。
11.对上述方案的进一步改进为,所述加固板贴合于第二面,所述加固板为非磁性金属板,具体采用为铝板。
12.对上述方案的进一步改进为,所述加固板用于加强料盘本体的支撑强度。
13.对上述方案的进一步改进为,所述隔磁框架与加固板之间通过螺钉固定连接。
14.本实用新型的有益效果是:
15.相比现有的磁铁料盘,本实用新型用于磁铁的供料料盘,适用于磁铁自动组装,尤其是多个磁铁同时上料组装,设置多个定位槽用于放置磁铁,并设置隔磁框架将多个磁铁进行隔磁,预防在取料时出现相互干涉的现象,取料方便,解决了现有磁铁供料只能单个供料的问题,采用本身间距较大的设计,同时也设置隔磁结构,在取料时也采用夹持固定结构
进行固定,取料后也不会相互干扰,实用性强。具体是设置了料盘本体、加固板、以及隔磁框架,所述料盘本体包括第一面、以及第二面,所述第一面朝向第二面沉入有定位槽,所述第一面对应定位槽开设有沉孔,所述隔磁框架由硅钢片加工形成,所述定位槽有多个,所述隔磁框架设有多个分隔条,所述分隔条将多个定位槽分隔。采用了硅钢片进行隔磁,隔磁效果好。
附图说明
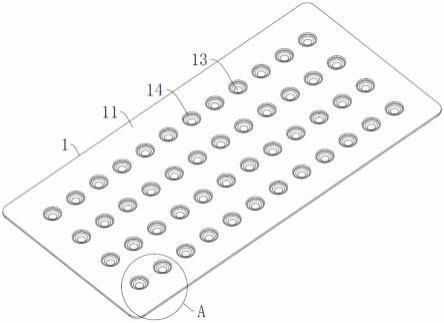
16.图1为本实用新型磁铁定位组装料盘的立体结构示意图;
17.图2为图1中磁铁定位组装料盘另一视角的立体结构示意图;
18.图3为图1中a处放大示意图。
19.附图标记说明:料盘本体1、第一面11、第二面12、定位槽13、第一倒角131、沉孔14、第二倒角141、加固板2、隔磁框架3、分隔条31。
具体实施方式
20.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
21.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
22.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。
23.如图1~图3所示,一种磁铁定位组装料盘,设置了料盘本体1、加固板2、以及隔磁框架3,所述料盘本体1包括第一面11、以及第二面12,所述第一面11朝向第二面12沉入有定位槽13,所述第一面11对应定位槽13开设有沉孔14,所述隔磁框架3由硅钢片加工形成,所述定位槽13有多个,所述隔磁框架3设有多个分隔条31,所述分隔条31将多个定位槽13分隔。
24.料盘本体1由无磁材料加工成型,所述定位槽13一体注塑成型在第一面11,本实施例中,采用无磁材料加工的料盘本体1,结构强度高,耐用性好。另外,将定位槽13一体注塑或加工成型在料盘本体1上,一体性好。
25.在另一实施例中,料盘本体1由pvc或pet注塑形成,所述定位槽13一体注塑成型在料盘本体1的第一面11上,与上述实施例不同在于,本实施例采用注塑成型的结构,结构成本低,适合大批量生产。
26.定位槽13与沉孔14连接位置设有第一倒角131,进一步改进为,沉孔14的开口处开设有第二倒角141,开设第一倒角131和第二倒角141方便将磁铁放入,同时也方便对位和取料,适用于自动化视觉检测定位。
27.定位槽13由上至下逐渐缩小,以便将磁铁居中在定位槽13内,保证定位效果。
28.加固板2贴合于第二面12,所述加固板2为非磁性金属板,具体采用为铝板,采用铝板对结构进行加固,加强了料盘本体1整体的结构强度,适用于自动化。加固板2用于加强料盘本体1的支撑强度,
29.隔磁框架3与加固板2之间通过螺钉固定连接,隔磁框架3加强了整体结构的强度,同时也能将间隔的磁铁形成隔磁环境,送料时互不干涉。
30.本实用新型用于磁铁的供料料盘,适用于磁铁自动组装,尤其是多个磁铁同时上料组装,设置多个定位槽用于放置磁铁,并设置隔磁框架3将多个磁铁进行隔磁,预防在取料时出现相互干涉的现象,取料方便,解决了现有磁铁供料只能单个供料的问题,采用本身间距较大的设计,同时也设置隔磁结构,在取料时也采用夹持固定结构进行固定,取料后也不会相互干扰,实用性强。具体是设置了料盘本体1、加固板2、以及隔磁框架3,所述料盘本体1包括第一面11、以及第二面12,所述第一面11朝向第二面12沉入有定位槽13,所述第一面11对应定位槽13开设有沉孔14,所述隔磁框架3由硅钢片加工形成,所述定位槽13有多个,所述隔磁框架3设有多个分隔条31,所述分隔条31将多个定位槽13分隔。采用了硅钢片进行隔磁,隔磁效果好。
31.以上实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1