基于光胶的特殊棱镜定位工装的制作方法
本技术涉及棱镜加工,尤其涉及基于光胶的特殊棱镜定位工装。
背景技术:
1、现有技术中在零件尺寸比较大的情况下,对于棱镜的磨砂抛光可以单件加工,对于尺寸较小的零件可以采用成盘加工的方式,即将多件棱镜成盘布置在一个加工盘上,提高加工效率。但是,对于特殊形状光学零件如何固定在加工盘上,并且在加工后保证多个光学零件加工精度的一致性比较困难,特别是对于形状较为特殊的棱镜产品。
技术实现思路
1、本实用新型旨在至少解决相关技术中存在的技术问题之一。为此,本实用新型提出一种基于光胶的特殊棱镜定位工装,旨在实现多个特殊棱镜的成盘加工,并且保证多个特殊棱镜加工精度的一致性。
2、根据本实用新型第一方面实施例的基于光胶的特殊棱镜定位工装包括:
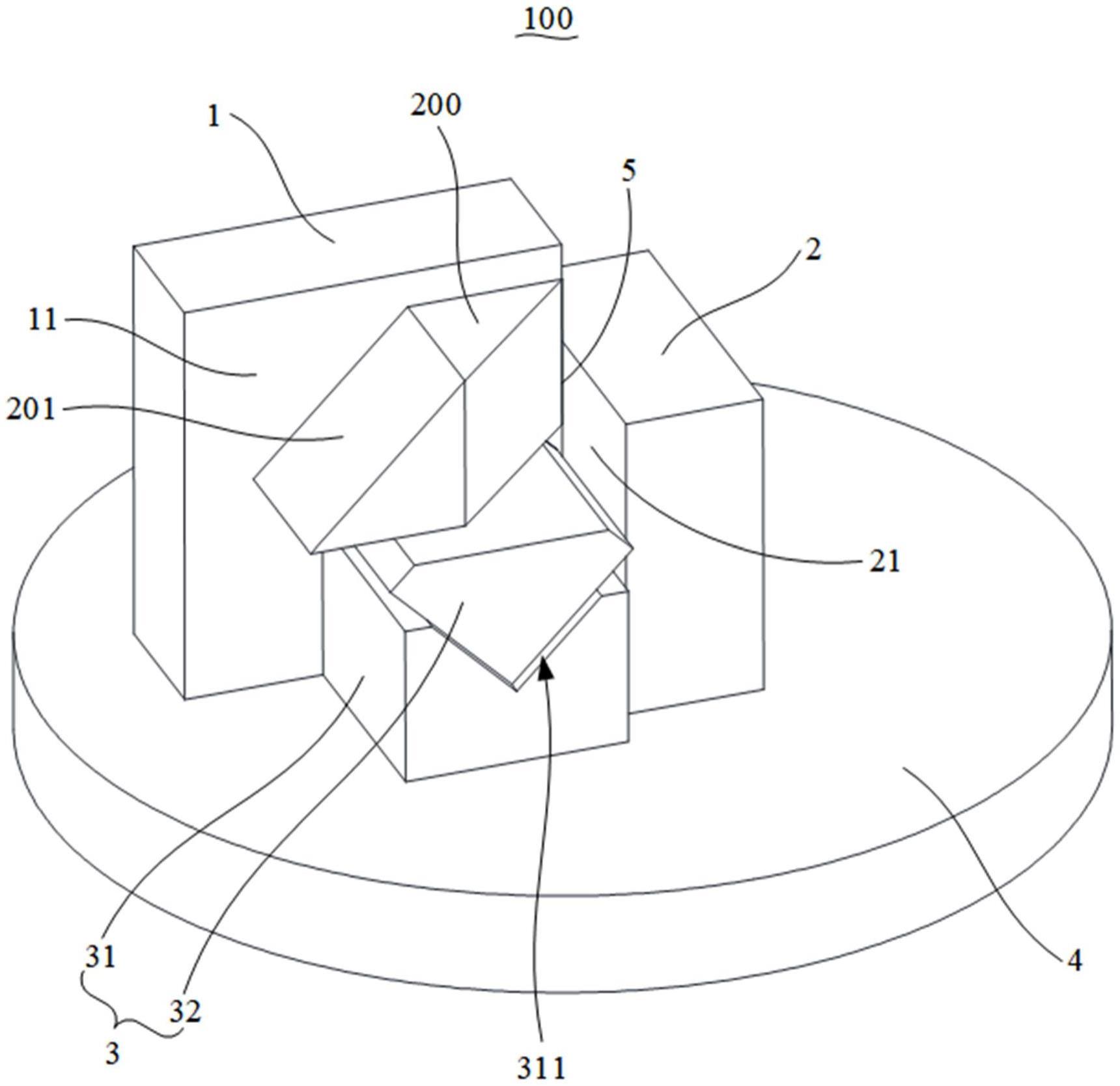
3、基座,包括具有平整的支撑面;
4、第一靠体,所述第一靠体光胶于所述支撑面上,所述第一靠体设有第一定位面,所述第一定位面垂直于所述支撑面;
5、第二靠体,所述第二靠体光胶于所述支撑面上,所述第二靠体与所述第一靠体至少粗光圈配合,所述第二靠体设有第二定位面垂直于所述支撑面,所述第二定位面与所述第一定位面垂直相交形成90度的定位角,所述定位角和所述第一定位面为所述特殊棱镜的定位提供基准;
6、垫板组件,所述垫板组件的底部光胶于所述支撑面上,并且所述垫板组件至少与所述第一定位面粗光圈配合,所述垫板组件的顶面设有平整的安装面,所述安装面用于与所述特殊棱镜光胶。
7、根据本实用新型实施例的基于光胶的特殊棱镜定位工装,基座具有平整的支撑面,用于供第一靠体和第二靠体以及垫板组件光胶定位固定。通过第一靠体和第二靠体分别设置第一定位面和第二定位面,第一定位面和第二定位面分别用于定位特殊棱镜,第一定位面和第二定位面均垂直于支撑面,同时,在垫板组件的顶面设置平整的安装面,待加工的特殊棱镜设于安装面上,并由第一定位面和第二定位面定位,以光胶在垫板组件上。此外,第一定位面和第二定位面垂直相交形成90度的定位角,为特殊棱镜定位提供基准。如此,通过第一定位面和第二定位面以及安装面同时定位安装特殊棱镜,将多个特殊棱镜分别光胶在多个垫板组件上时,可保证多个垫板组件与多个特殊棱镜光胶的一致性。
8、根据本实用新型的一个实施例,所述支撑面的平整度的精度、所述定位角的角精度、所述安装面的平整度的精度在所述特殊棱镜的角精度一半以内。
9、根据本实用新型的一个实施例,所述垫板组件包括第一垫板和第二垫板,所述第一垫板光胶于所述支撑面上,并且所述第一垫板的一个端面至少粗光圈配合于所述第一定位面上,所述第一垫板设有限位槽,所述第二垫板至少粗光圈配合于所述限位槽内,所述安装面设置于所述第二垫板的顶面。
10、根据本实用新型的一个实施例,所述第一垫板是v型块,所述限位槽为v型槽,所述v型槽具有相对设置的两个直角面,两个所述直角面的夹角为90度。
11、根据本实用新型的一个实施例,所述垫板组件还包括隔离块,所述隔离块设于所述限位槽内,所述隔离块至少粗光圈配合于所述第一定位面,所述第二垫板与所述隔离块至少粗光圈配合,所述特殊棱镜的第二待加工面贴合于所述第一定位面。
12、根据本实用新型的一个实施例,所述垫板组件与所述第二靠体间隔设置,所述垫板组件与所述第二靠体的间隔距离由所述特殊棱镜的尺寸确定,以当所述特殊棱镜的基准面光胶于所述安装面时,所述特殊棱镜的定位棱抵靠于所述定位角。
13、根据本实用新型的一个实施例,所述特殊棱镜定位工装还包括加工盘,当对特殊棱镜的第一待加工面进行抛光时,将光胶有所述特殊棱镜的所述第二垫板的靠近所述定位角的直角面光胶至所述加工盘上。
14、根据本实用新型的一个实施例,当对特殊棱镜的第二待加工面进行抛光时,将光胶有所述特殊棱镜的所述第二垫板的远离所述第一靠体的端面光胶至所述加工盘上。
15、根据本实用新型的一个实施例,所述第二垫板与所述第一定位面粗光圈配合,所述特殊棱镜的贴合所述第一定位面的面为成品面。
16、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种基于光胶的特殊棱镜定位工装,其特征在于,包括:
2.根据权利要求1所述的基于光胶的特殊棱镜定位工装,其特征在于,所述支撑面的平整度的精度、所述定位角的角精度、所述安装面的平整度的精度在所述特殊棱镜的角精度一半以内。
3.根据权利要求1或2所述的基于光胶的特殊棱镜定位工装,其特征在于,所述垫板组件包括第一垫板和第二垫板,所述第一垫板光胶于所述支撑面上,并且所述第一垫板的一个端面至少粗光圈配合于所述第一定位面上,所述第一垫板设有限位槽,所述第二垫板至少粗光圈配合于所述限位槽内,所述安装面设置于所述第二垫板的顶面。
4.根据权利要求3所述的基于光胶的特殊棱镜定位工装,其特征在于,所述第一垫板是v型块,所述限位槽为v型槽,所述v型槽具有相对设置的两个直角面,两个所述直角面的夹角为90度。
5.根据权利要求4所述的基于光胶的特殊棱镜定位工装,其特征在于,所述垫板组件还包括隔离块,所述隔离块设于所述限位槽内,所述隔离块至少粗光圈配合于所述第一定位面,所述第二垫板与所述隔离块至少粗光圈配合,所述特殊棱镜的第二待加工面贴合于所述第一定位面。
6.根据权利要求5所述的基于光胶的特殊棱镜定位工装,其特征在于,所述垫板组件与所述第二靠体间隔设置,所述垫板组件与所述第二靠体的间隔距离由所述特殊棱镜的尺寸确定,以当所述特殊棱镜的基准面光胶于所述安装面时,所述特殊棱镜的定位棱抵靠于所述定位角。
7.根据权利要求6所述的基于光胶的特殊棱镜定位工装,其特征在于,所述特殊棱镜定位工装还包括加工盘,当对特殊棱镜的第一待加工面进行抛光时,将光胶有所述特殊棱镜的所述第二垫板的靠近所述定位角的直角面光胶至所述加工盘上。
8.根据权利要求7所述的基于光胶的特殊棱镜定位工装,其特征在于,当对特殊棱镜的第二待加工面进行抛光时,将光胶有所述特殊棱镜的所述第二垫板的远离所述第一靠体的端面光胶至所述加工盘上。
9.根据权利要求4所述的基于光胶的特殊棱镜定位工装,其特征在于,所述第二垫板与所述第一定位面粗光圈配合,所述特殊棱镜的贴合所述第一定位面的面为成品面。
技术总结
本技术涉及棱镜加工技术领域,提供一种基于光胶的特殊棱镜定位工装,包括基座、第一靠体、第二靠体及垫板组件,基座包括具有平整的支撑面;第一靠体光胶于支撑面上,第一靠体设有第一定位面;第二靠体光胶于支撑面上,第二靠体与第一靠体至少粗光圈配合,第二靠体设有第二定位面,第二定位面与第一定位面垂直相交形成90度的定位角,定位角和第一定位面为特殊棱镜的定位提供基准;垫板组件的底部光胶于支撑面上,垫板组件至少与第一定位面粗光圈配合,垫板组件的顶面设有安装面,安装面用于与特殊棱镜光胶。本技术通过将多个特殊棱镜分别光胶在对应垫板组件上时,实现多个特殊棱镜的成盘加工,并且保证多个特殊棱镜加工精度的一致性。
技术研发人员:武锐,汤晓霞,张佩伟
受保护的技术使用者:北京创思工贸有限公司
技术研发日:20221108
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!