水冷器装配工装的制作方法
本技术涉及水冷器装配,特别是涉及一种水冷器装配工装。
背景技术:
1、混合动力汽车上需要使用双面水冷控制器,双面水冷控制器将发电机控制器与驱动电机控制器集成。组装双面水冷控制器是难度较大的工序,组装时间往往会超过4小时,且在组装过程中igbt组件的pin针的位置容易发生偏移,导致水冷器的装配精度差,进而导致igbt组件的pin针插入pcba板相对困难,无法满足批量生产要求。
技术实现思路
1、本实用新型为了解决上述现有技术中水冷器的装配精度差的技术问题,提出一种水冷器装配工装。
2、本实用新型采用的技术方案是:
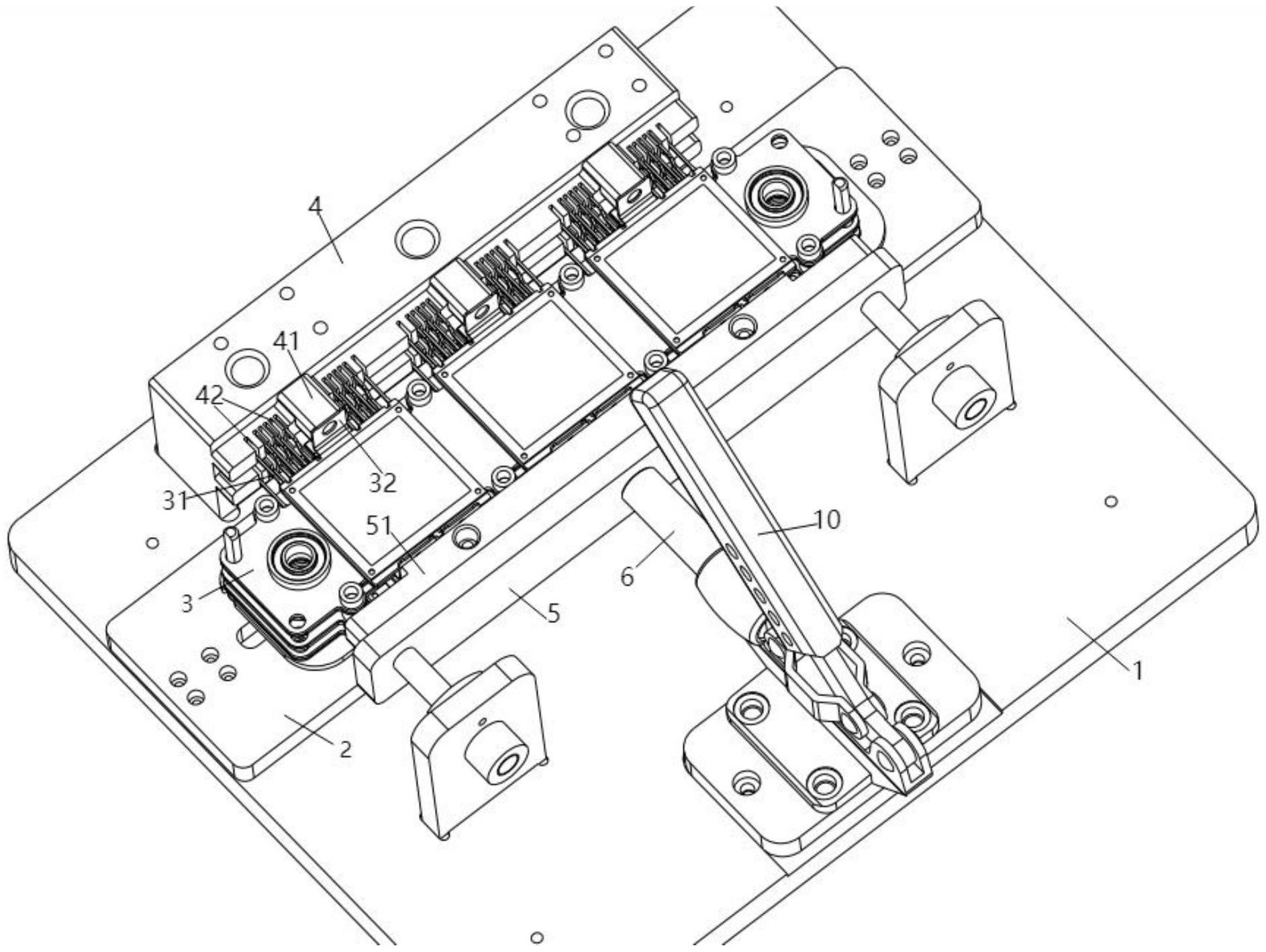
3、本实用新型提出了一种水冷器装配工装,包括:基板,滑动设置在所述基板上的底板,固定在所述基板上的输出端定位块,固定在所述底板上的输入端定位块,所述底板用于放置igbt组件,所述输入端定位块可向所述输出端定位块一侧移动使所述igbt组件夹紧在所述输入端定位块和所述输出端定位块之间,所述输出端定位块上设有放置所述igbt组件的pin针的限位槽。
4、进一步的,还包括带动所述输入端定位块靠近或远离所述输出端定位块一侧的移动组件。
5、进一步的,还包括向下压紧所述igbt组件的压紧组件。
6、进一步的,所述输出端定位块上设有凸块,所述输入端定位块与所述输出端定位块夹紧所述igbt组件时,所述凸块与所述igbt组件的输出铜排贴合。
7、进一步的,所述输入端定位块上设有凸条,所述输入端定位块与所述输出端定位块夹紧所述igbt组件时,所述凸条与所述igbt组件的输入铜排贴合。
8、进一步的,所述凸条上设有定位柱,所述定位柱卡设在两个间隔设置的所述输入铜排之间。
9、优选的,所述移动组件包括:连接所述输入端定位块的伸缩杆,连接所述伸缩杆并控制所述伸缩杆移动的扳手,所述伸缩杆带动所述输入端定位块移动,所述扳手设置在所述基板上。
10、优选的,所述压紧组件包括:设置在所述输出端定位块顶部的安装座,与所述安装座转动连接的转动杆,设置在所述转动杆上的压紧部,设置在所述安装座上并控制所述转动杆转动的扳手,所述转动杆带动所述压紧部上下移动,所述压紧部向下挤压所述igbt组件。
11、与现有技术比较,本实用新型提出的水冷器装配工装使igbt组件在组装过程中的位置固定,因此在装配过程中igbt组件上的pin针不会发生偏移,从而保证了整个水冷器的装配精度高,igbt组件上的pin针也容易插入pcba板。
技术特征:
1.一种水冷器装配工装,其特征在于,包括:基板,滑动设置在所述基板上的底板,固定在所述基板上的输出端定位块,固定在所述底板上的输入端定位块,所述底板用于放置igbt组件,所述输入端定位块可向所述输出端定位块一侧移动使所述igbt组件夹紧在所述输入端定位块和所述输出端定位块之间,所述输出端定位块上设有放置所述igbt组件的pin针的限位槽。
2.如权利要求1所述的水冷器装配工装,其特征在于,还包括带动所述输入端定位块靠近或远离所述输出端定位块一侧的移动组件。
3.如权利要求1所述的水冷器装配工装,其特征在于,还包括向下压紧所述igbt组件的压紧组件。
4.如权利要求1所述的水冷器装配工装,其特征在于,所述输出端定位块上设有凸块,所述输入端定位块与所述输出端定位块夹紧所述igbt组件时,所述凸块与所述igbt组件的输出铜排贴合。
5.如权利要求1或4所述的水冷器装配工装,其特征在于,所述输入端定位块上设有凸条,所述输入端定位块与所述输出端定位块夹紧所述igbt组件时,所述凸条与所述igbt组件的输入铜排贴合。
6.如权利要求5所述的水冷器装配工装,其特征在于,所述凸条上设有定位柱,所述定位柱卡设在两个间隔设置的所述输入铜排之间。
7.如权利要求2所述的水冷器装配工装,其特征在于,所述移动组件包括:连接所述输入端定位块的伸缩杆,连接所述伸缩杆并控制所述伸缩杆移动的扳手,所述伸缩杆带动所述输入端定位块移动,所述扳手设置在所述基板上。
8.如权利要求3所述的水冷器装配工装,其特征在于,所述压紧组件包括:设置在所述输出端定位块顶部的安装座,与所述安装座转动连接的转动杆,设置在所述转动杆上的压紧部,设置在所述安装座上并控制所述转动杆转动的扳手,所述转动杆带动所述压紧部上下移动,所述压紧部向下挤压所述igbt组件。
技术总结
本技术公开了一种水冷器装配工装,包括:基板,滑动设置在基板上的底板,固定在基板上的输出端定位块,固定在底板上的输入端定位块,底板用于放置IGBT组件,输入端定位块可向输出端定位块一侧移动使IGBT组件夹紧在输入端定位块和输出端定位块之间,输出端定位块上设有放置IGBT组件的PIN针的限位槽。本技术提出的水冷器装配工装使IGBT组件在组装过程中的位置固定,因此在装配过程中IGBT组件上的PIN针不会发生偏移,从而保证了整个水冷器的装配精度高,IGBT组件上的PIN针也容易插入PCBA板。
技术研发人员:韩永杰,刘钧,孙庆贺
受保护的技术使用者:上海威迈斯新能源有限公司
技术研发日:20221205
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!