自动化加工上水口防脱边夹具的制作方法
本技术涉及一种自动化加工上水口防脱边夹具。
背景技术:
1、现有技术中,为了在加工上水口时,对上水口进行定位,采用如图1所示的夹具设置于上水口底部,导向柱自上水口中心孔的底部插入固定,上水口顶部采用液压结构,防止上水口晃动影响加工。
2、但是该夹具在加工过程中,夹具本体1和导向柱3之间的夹角紧贴上水口底面与中心孔之间的夹角,容易使得上水口的该处夹角产生磨损,影响上水口产品质量。
技术实现思路
1、本实用新型要解决的技术问题是提供一种自动化加工上水口防脱边夹具。
2、为了解决上述技术问题,本实用新型采用的技术方案是:一种自动化加工上水口防脱边夹具,包括夹具本体、自所述夹具本体向一侧伸出的夹具座、自所述夹具本体向一侧伸出的用于插入上水口中心孔的导向柱,所述夹具本体靠近所述导向柱位置开设有一圈防脱边槽,所述防脱边槽贴设围设于所述导向柱周围,所述防脱边槽用于配合上水口中心孔底部边角。通过设置一圈防脱边槽,使得夹具本体不会直接贴紧上水口中心孔底部的边角,上水口安装或拆卸过程中,边角处都不会被磨损,对边角起到了很好的保护作用。
3、优选的,所述防脱边槽的外边缘处设置有一圈能够抵设于上水口底面的橡胶垫片,所述橡胶垫片的内边缘与所述防脱边槽的外边缘相齐平。橡胶垫片的设置使得夹具本体与所述上水口底面是软性接触,防止上水口底面被磨损。
4、优选的,所述防脱边槽的宽度为8-12mm。
5、优选的,所述导向柱为锥型导向柱,所述导向柱自所述夹具本体向外渐变渐窄。采用锥形的导向柱,在上水口安装和拆除过程中,上水口中心孔内壁与导向柱的接触面较小,降低中心孔内壁的磨损。
6、优选的,所述导向柱的外表面为一层橡胶层。
7、优选的,所述导向柱的内端部的半径与上水口的中心孔的半径相同。
8、本实用新型的范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本申请中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案等。
9、由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:1、本实用新型提供了一种自动化加工上水口防脱边夹具,通过设置一圈防脱边槽,使得夹具本体不会直接贴紧上水口中心孔底部的边角,上水口安装或拆卸过程中,边角处都不会被磨损,对边角起到了很好的保护作用;
10、2、橡胶垫片的设置使得夹具本体与所述上水口底面是软性接触,防止上水口底面被磨损;
11、3、采用锥形的导向柱,在上水口安装和拆除过程中,上水口中心孔内壁与导向柱的接触面较小,降低中心孔内壁的磨损。
技术特征:
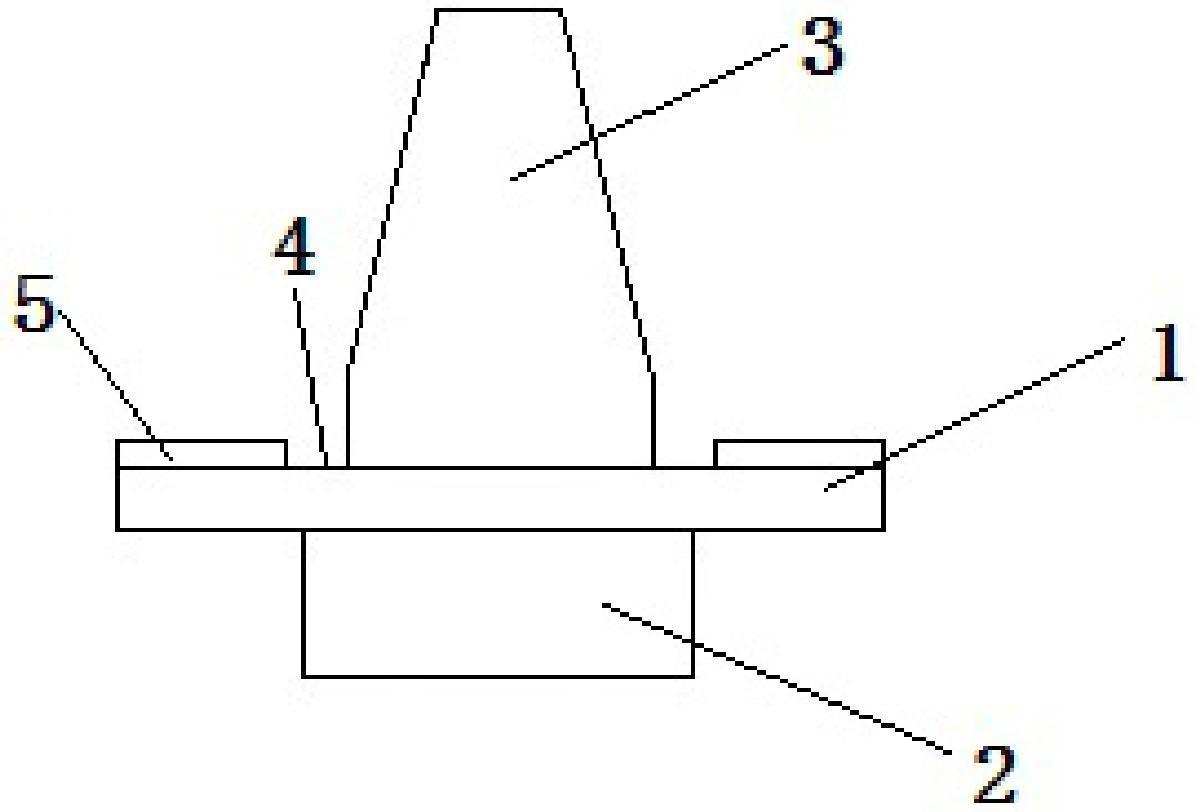
1.一种自动化加工上水口防脱边夹具,其特征在于:包括夹具本体(1)、自所述夹具本体(1)向一侧伸出的夹具座(2)、自所述夹具本体(1)向一侧伸出的用于插入上水口中心孔的导向柱(3),所述夹具本体(1)靠近所述导向柱(3)位置开设有一圈防脱边槽(4),所述防脱边槽(4)贴设围设于所述导向柱(3)周围,所述防脱边槽(4)用于配合上水口中心孔底部边角。
2.根据权利要求1所述的自动化加工上水口防脱边夹具,其特征在于:所述防脱边槽(4)的外边缘处设置有一圈能够抵设于上水口底面的橡胶垫片(5),所述橡胶垫片(5)的内边缘与所述防脱边槽(4)的外边缘相齐平。
3.根据权利要求2所述的自动化加工上水口防脱边夹具,其特征在于:所述防脱边槽(4)的宽度为8-12mm。
4.根据权利要求1所述的自动化加工上水口防脱边夹具,其特征在于:所述导向柱(3)为锥型导向柱(3),所述导向柱(3)自所述夹具本体(1)向外渐变渐窄。
5.根据权利要求1所述的自动化加工上水口防脱边夹具,其特征在于:所述导向柱(3)的外表面为一层橡胶层。
6.根据权利要求4所述的自动化加工上水口防脱边夹具,其特征在于:所述导向柱(3)的内端部的半径与上水口的中心孔的半径相同。
技术总结
一种自动化加工上水口防脱边夹具,包括夹具本体、自所述夹具本体向一侧伸出的夹具座、自所述夹具本体向一侧伸出的用于插入上水口中心孔的导向柱,所述夹具本体靠近所述导向柱位置开设有一圈防脱边槽,所述防脱边槽贴设围设于所述导向柱周围,所述防脱边槽用于配合上水口中心孔底部边角。通过设置一圈防脱边槽,使得夹具本体不会直接贴紧上水口中心孔底部的边角,上水口安装或拆卸过程中,边角处都不会被磨损,对边角起到了很好的保护作用。
技术研发人员:汪均海
受保护的技术使用者:上海宝明耐火材料苏州有限公司
技术研发日:20221212
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!