一种防静电高密度缓冲海绵及模切设备的制作方法
本申请涉及自动化裁剪设备,尤其涉及一种防静电高密度缓冲海绵及模切设备。
背景技术:
1、表面贴装时需要用到吸嘴吸取电子元器件然后放置到pcb板上,然后进行焊接。通过在吸嘴上设置缓冲的胶带如缓冲海绵,防止吸嘴吸取电子元器件时对其造成伤害进而影响元器件的可靠性。该缓冲海绵为消耗品,需要经常的更换,目前该类海绵通常采用模切设备裁剪而成,具体的采用具有双面刀刃的切刀进行裁切,该类型切刀在缓冲海绵的厚度低于0.5mm时尚能满足要求,在缓冲海绵较厚场合,如具有防静电功能的高密度缓冲海绵时,该类型的切刀裁剪的胶带在侧面有残留或侧面不是垂直的,这样其安装到吸嘴上后,对吸嘴吸取元器件具有影响,导致吸取的判断异常。
2、因此,需要对现有的模切工艺进行改进以适用防静电高密度缓冲海绵模切的场合。
技术实现思路
1、为克服上述缺点,本申请提供一种防静电高密度缓冲海绵(也称防静电缓冲海绵)及裁剪该海绵的模切设备,该模切设备裁剪的海绵一致性好,降低模切的外观瑕疵。
2、为了达到以上目的,本申请采用如下技术方案:
3、一种防静电高密度缓冲海绵,其用于吸嘴上(如贴付在吸嘴上),其包括:
4、基底,及贴合于所述基底上的防静电缓冲海绵,
5、所述基底包括防静电双面胶,
6、所述防静电缓冲海绵的厚度介于0.5-3.5mm,
7、所述防静电高密度缓冲海绵呈圆环状或四方体状,且其侧壁与所述基底所处平面垂直。该防静电缓冲海绵硬度介于20 -45度(邵氏硬度)。该防静电高密度缓冲海绵用于在吸嘴吸附电子元器件时防护元器件。
8、本申请实施例提供一种模切设备,用于模切上述的防静电高密度缓冲海绵,所述模切设备包括:
9、贴合设备,其包括:
10、主机架,其一端侧配置有第一上料装置,所述第一上料装置的转轴上缠绕有防静电双面胶,所述主机架上设有辅助支架,所述辅助支架上设置有第二上料装置,所述第二上料装置上缠绕有防静电缓冲海绵;
11、所述主机架上设有第一滚压装置、第二滚压装置及介于所述第一滚压装置与第二滚压装置间的第一传输平台,所述第一滚压装置用于将防静电缓冲海绵贴合到防静电双面胶,所述第二滚压装置用于滚压所述防静电缓冲海绵及防静电双面胶,及
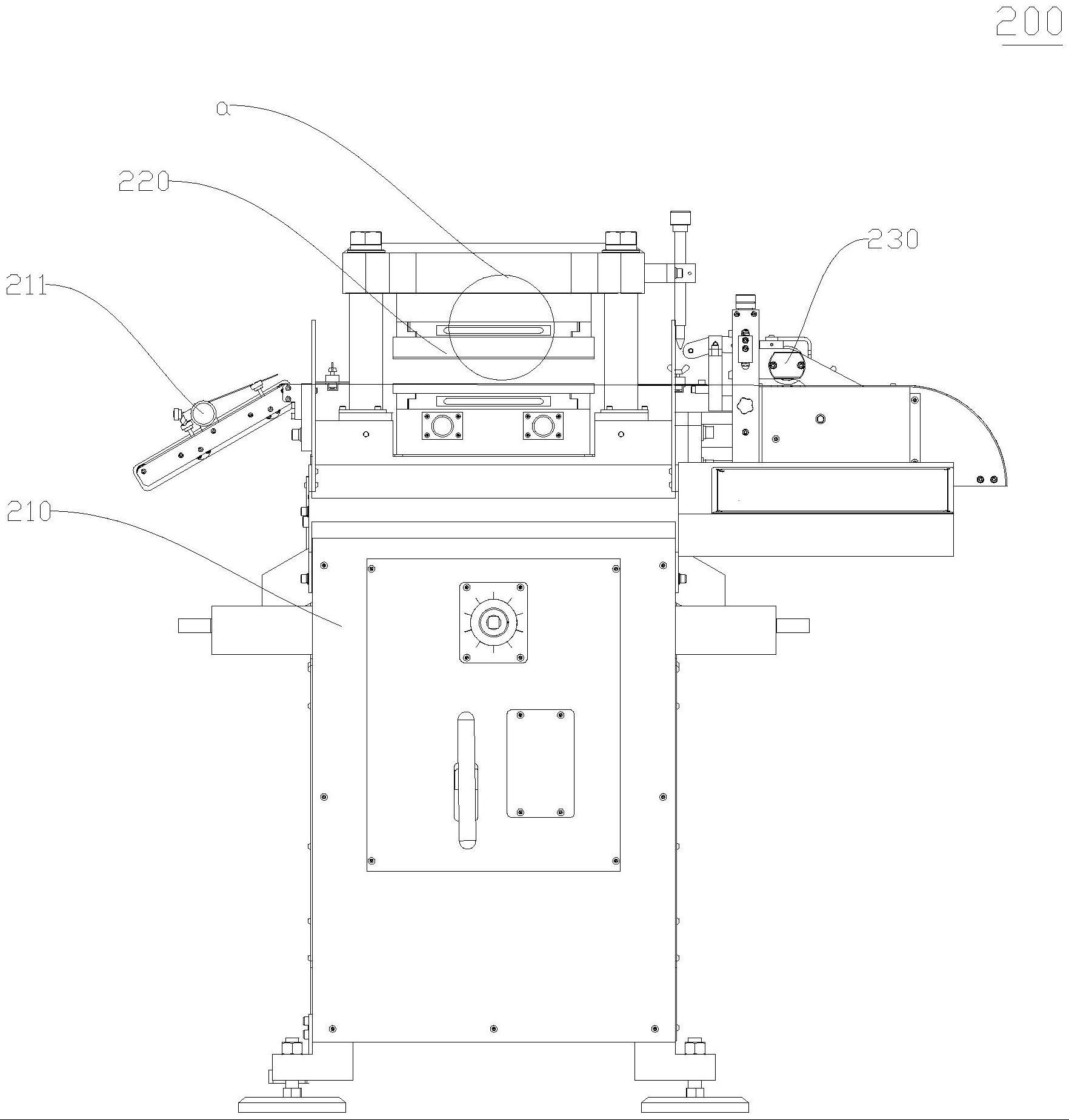
12、横切主机,其包括:
13、基座,其上设置有工作台及与工作台匹配的模切头,以待模切的贴合的防静电高密度缓冲海绵。
14、优选的,该一种模切设备还包括:
15、第三滚压装置及基于所述第三滚压装置与第二滚压装置间的第二传输平台。
16、优选的,该基座的一端侧设置有传料部件,其连接并传输待模切的防静电高密度缓冲海绵,将其传输至工作台,
17、所述基座的远离传料部件的一端侧设置有下料部件,其用以传递模切的产品
18、优选的,该第一传输平台具有第一端及第二端,所述第一端连接第一滚压装置,
19、所述第二端连接第二滚压装置。
20、优选的,该第一传输平台所处的平面高于所述第一滚压装置的第一滚轮与第二滚轮的接触点。
21、优选的,该模切头包括:
22、基板,所述基板上配置有复数规则设置的切刀组合,每个切刀组合包括同轴设置的分别呈筒状的第一切刀及第二切刀,且所述第一切刀设置的单侧刀刃与第二切刀设置的单侧刀刃相对。
23、优选的,该第一切刀的刀刃朝内,所述第二切刀的刀刃向外。
24、优选的,该第一切刀刀刃具有第一刀刃角及第二刀刃角,且所述第二刀刃角远离基板侧。
25、优选的,该第一切刀的刀刃角介于10°-15°,所述第二切刀的刀刃角介于20°-30°。
26、有益效果
27、与现有技术相比,本申请提出的模切设备的裁剪的防静电高密度缓冲海绵良品率高,其外侧面及穿孔的侧壁与基板所处平面垂直或几近垂直,这样其粘贴到吸嘴后,降低吸嘴误判的风险。
技术特征:
1.一种防静电高密度缓冲海绵,其特征在于,包括:
2.一种模切设备,其特征在于,用于模切如权利要求1所述的防静电高密度缓冲海绵,
3.如权利要求2所述的一种模切设备,其特征在于,还包括:
4.如权利要求3所述的一种模切设备,其特征在于,
5.如权利要求2所述的一种模切设备,其特征在于,
6.如权利要求5所述的一种模切设备,其特征在于,
7.如权利要求2所述的一种模切设备,其特征在于,
8.如权利要求7所述的一种模切设备,其特征在于,
9.如权利要求7所述的一种模切设备,其特征在于,
10.如权利要求8或9所述的一种模切设备,其特征在于,
技术总结
本申请提出一种防静电高密度缓冲海绵及模切设备。该防静电高密度缓冲海绵用于吸嘴上,其侧壁与基底所处平面垂直。该模切设备包括:贴合设备及横切主机,该贴合设备用于将防静电缓冲泡棉贴合到防静电双面胶上,并依次基于多个滚柱压平以确保贴合好,贴合后形成防静电高密度缓冲海绵,并传输至横切主机,利用横切主机的冲切模板进行模切,以裁剪出符合要求的尺寸的产品。本实施方式中,产品呈圆环状。利用该冲切模板裁剪/模切的产品侧面无残留,产品的侧面几近垂直,这样该产品用于吸嘴时,缓冲海绵的内外侧上无残留,降低其吸附元器件的被误判的风险。
技术研发人员:夏文帅,刘灵,杨云
受保护的技术使用者:苏州轩苏原电子材料有限公司
技术研发日:20221219
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!