成型冲切模具的冲孔结构的制作方法
本技术涉及冲孔结构,尤其是涉及一种成型冲切模具的冲孔结构。
背景技术:
1、硬质复合材料产品的模具一般会分为成型模具和冲切模具两道工序,目的是为了使原材料在加热的预定的温度后将其放入冷成型模具中让原材料在其中冷却后为形成为稳定的产品型状,再利用冲切模具把产品的孔位和轮廓冲切到位,从而使产品达到公差要求范围,来得到合格的产品。
2、分成两道工作制作产品的方法,在现实中是最通用的,但是存在着工序多的问题,因此制作时间周期长,每序需要人工参与是不可避免的,因此增加人工成本,从而会导致批量生产的时候周期大,人工参与繁琐等因素。
3、基于此,为了解决以上问题,本领域技术人员致力于将两种工序合二为一,具体为将成型模具和冲切模具整合,用高低落差使产品先成型,再冲切,最终得到理想的产品,但是在实际的应用过程中,对于一些需要冲孔的产品,成型的质量不高,圆度不足,误差难以控制在公差范围内,不良率较高。
技术实现思路
1、本实用新型的目的就是为了提供一种成型冲切模具的冲孔结构,通过将圆柱冲切刀具的刀头部分设置为呈斜面状,从而形成一个高低落差,在达到模具冲切高度要求后,做了局部降低斜度处理的刀口开始发挥作用,先让远离材料拉伸大的圆弧边冲切,达到冲切要求并提前定位,在合模结束后,再让靠近材料拉伸大的圆弧边完成冲切,从而获得理想的孔位,提高冲孔的圆度。
2、本实用新型的目的可以通过以下技术方案来实现:
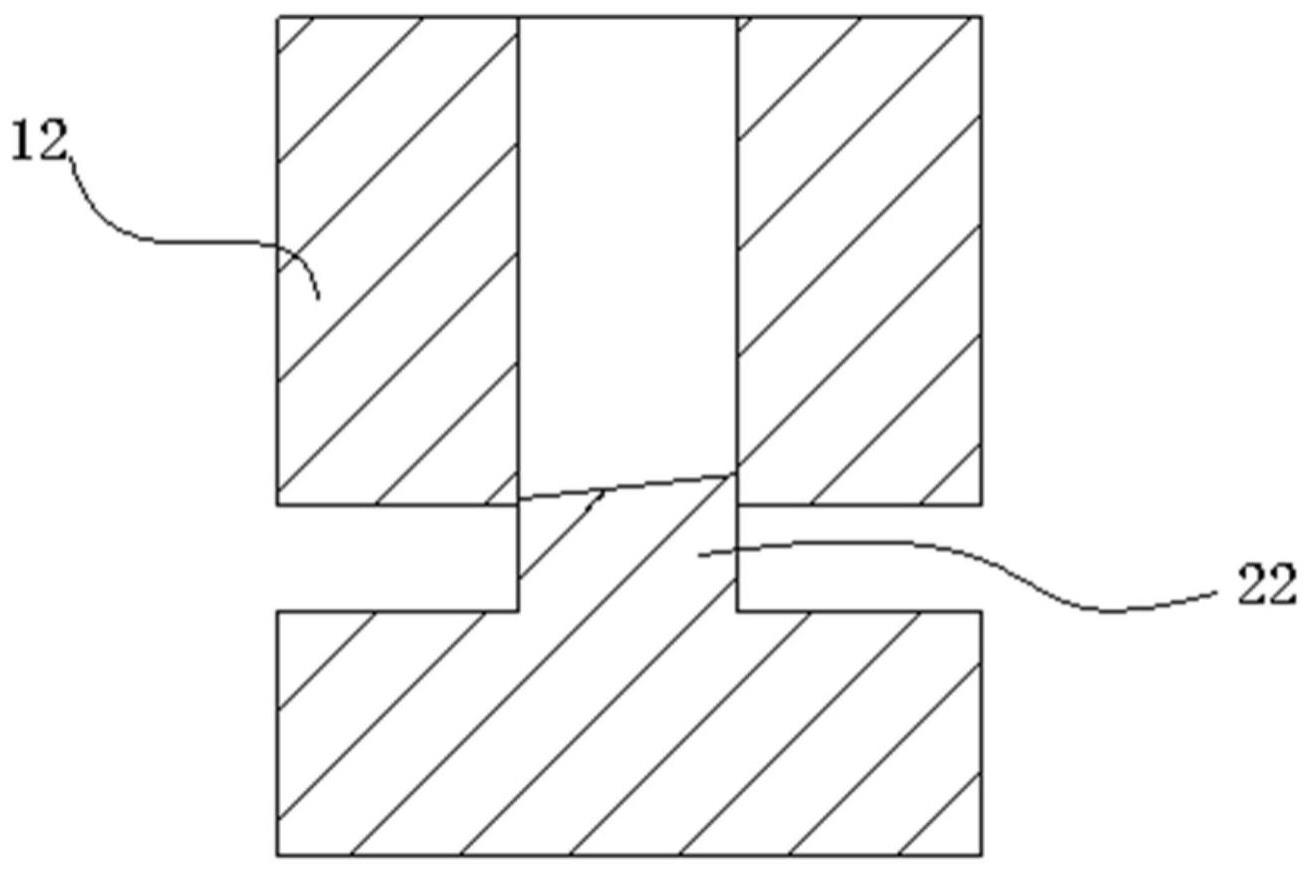
3、一种成型冲切模具的冲孔结构,包括上模和下模,所述上模中设有多个圆孔刀座,所述下模上设有多个与圆孔刀座配合的圆柱冲切刀具,各圆柱冲切刀具和圆孔刀座一一对应,且所述圆柱冲切刀具的刀头部分呈斜面状。
4、所述圆柱冲切刀具的刀头部分的上表面为一椭圆形的平面。
5、所述椭圆形的平面与圆柱冲切刀具轴线的夹角为70度到80度之间。
6、所述椭圆形的平面与圆柱冲切刀具轴线的夹角为75度。
7、所述下模上还设有用于支撑圆柱冲切刀具的支撑面,所述圆孔刀座的顶面与所述支撑面配合。
8、所述圆柱冲切刀具设于下模上成型区域的边缘处。
9、与现有技术相比,本实用新型具有以下有益效果:通过将圆柱冲切刀具的刀头部分设置为呈斜面状,从而形成一个高低落差,在达到模具冲切高度要求后,做了局部降低斜度处理的刀口开始发挥作用,先让远离材料拉伸大的圆弧边冲切,达到冲切要求并提前定位,在合模结束后,再让靠近材料拉伸大的圆弧边完成冲切,从而获得理想的孔位,提高冲孔的圆度。
技术特征:
1.一种成型冲切模具的冲孔结构,包括上模和下模,其特征在于,所述上模中设有多个圆孔刀座,所述下模上设有多个与圆孔刀座配合的圆柱冲切刀具,各圆柱冲切刀具和圆孔刀座一一对应,且所述圆柱冲切刀具的刀头部分呈斜面状。
2.根据权利要求1所述的一种成型冲切模具的冲孔结构,其特征在于,所述圆柱冲切刀具的刀头部分的上表面为一椭圆形的平面。
3.根据权利要求2所述的一种成型冲切模具的冲孔结构,其特征在于,所述椭圆形的平面与圆柱冲切刀具轴线的夹角为70度到80度之间。
4.根据权利要求3所述的一种成型冲切模具的冲孔结构,其特征在于,所述椭圆形的平面与圆柱冲切刀具轴线的夹角为75度。
5.根据权利要求1所述的一种成型冲切模具的冲孔结构,其特征在于,所述下模上还设有用于支撑圆柱冲切刀具的支撑面,所述圆孔刀座的顶面与所述支撑面配合。
6.根据权利要求1所述的一种成型冲切模具的冲孔结构,其特征在于,所述圆柱冲切刀具设于下模上成型区域的边缘处。
技术总结
本技术涉及一种成型冲切模具的冲孔结构,包括上模和下模,上模中设有多个圆孔刀座,下模上设有多个与之配合的圆柱冲切刀具,各圆柱冲切刀具和圆孔刀座一一对应,且圆柱冲切刀具的刀头部分呈斜面状。与现有技术相比,本技术具有提高冲孔的圆度等优点。
技术研发人员:高亚伟,杨贤林,陈启超,沈兴春
受保护的技术使用者:上海新安汽车隔音毡有限公司
技术研发日:20221222
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!