一种跳切机的制作方法
本技术涉及机械加工领域,更具体地说,涉及一种跳切机。
背景技术:
1、本部分的描述仅提供与本实用新型公开相关的背景信息,而不构成现有技术。
2、跳切加工技术广泛应用于医疗、汽车、电子、电器、产品制造领域中,尤其是平面制造领域,跳切加工应用更为广泛。可用于对导电布、泡棉、扩散片、反射面、双面胶带、pet、pc、pe绝缘纸、铜/铝箔等材料的裁切。然而在裁切材料时,会出现在裁切之后边缘会吸附到裁切刀上,当裁切后,裁切刀抬起来的时候,会拉扯到已经裁切好的产品,导致产品严重变形,从而影响产品的切割良率。现有方法是人工喷射脱模剂,保证不会粘到裁切刀上,然而随着家电显示行业的发展,需求的尺寸越来越大,在背光模组需求胶带的尺寸越来越大,在使用人工喷涂脱模剂就会导致喷涂不均匀就会导致有的喷好有的未喷好,导致部分还会粘刀,继续拉扯产品。存在喷涂时间过长浪费较大,没办法提高裁切效率和浪费脱模剂增加成本的问题。
3、应该注意,上面对技术背景的介绍只是为了方便对本实用新型的技术方案进行清楚、完整的说明,并方便本领域技术人员的理解而阐述的。不能仅仅因为这些方案在本实用新型的背景技术部分进行了阐述而认为上述技术方案为本领域技术人员所公知。
技术实现思路
1、本实用新型要解决的技术问题是提供了自动喷淋脱模剂跳切机。
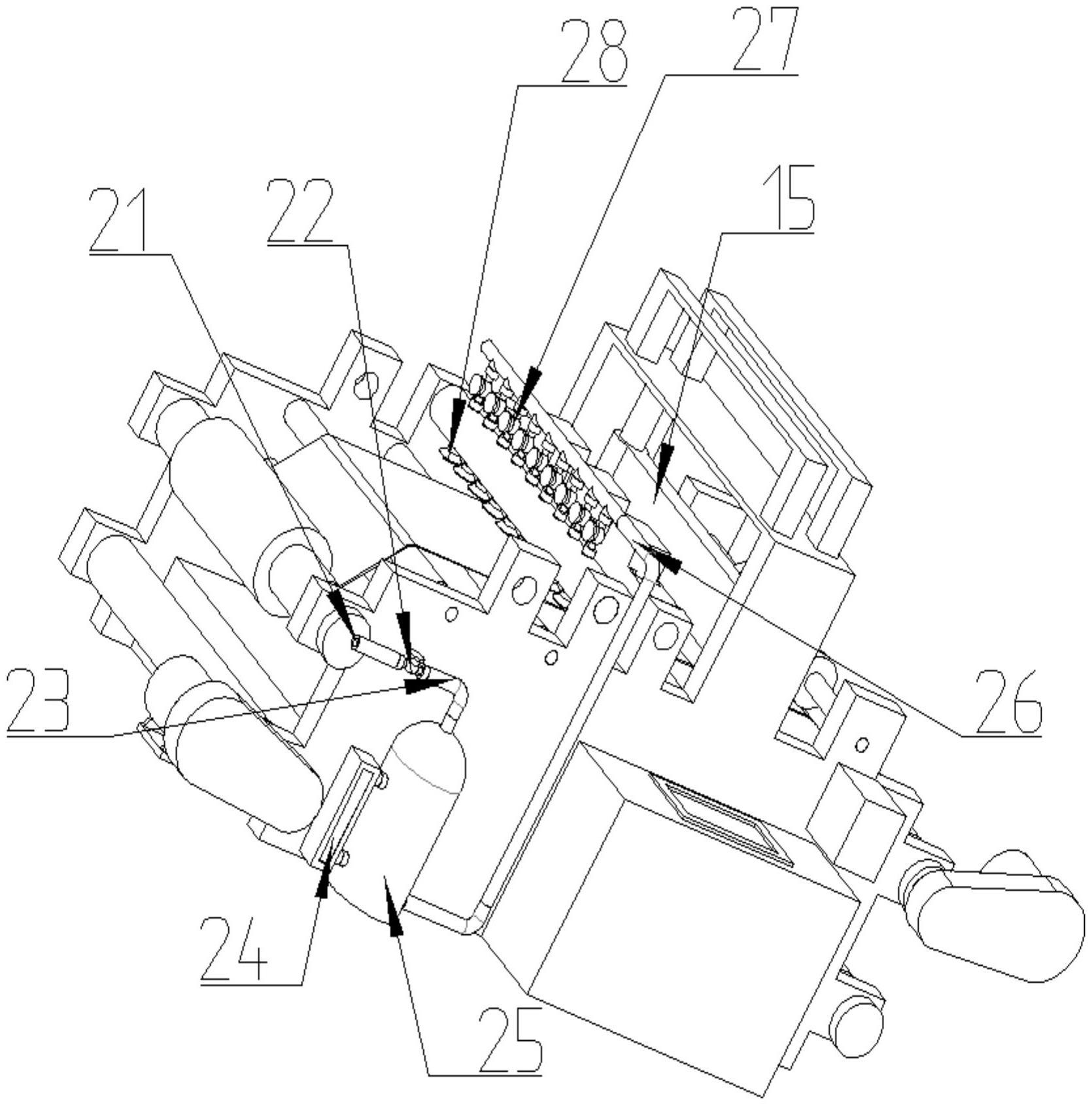
2、为了解决上述技术问题,本实用新型提供了一种跳切机,用于裁切带材,所述的跳切机包括框架、设于框架上的第一气胀轴和第二气胀轴,所述的第一气胀轴用于绕卷带材的未加工端,所述的第二气胀轴用于绕卷带材的成品端,所述的第一气胀轴和第二气胀轴之间设置有裁切刀,所述的跳切机包括喷淋系统,所述的喷淋系统包括一排喷嘴,所述的喷嘴位于所述的第一气胀轴与所述的裁切刀之间。
3、优选地,一排所述的喷嘴的排列方向与所述的带材的行进方向相互垂直,所述的喷淋系统还包括用于存放脱模剂的压力罐,所述的压力罐与通过一输液管与喷嘴相连通,所述的压力罐上还设置有一用于测量压力罐内液位的液位计。
4、优选地,所述的喷淋系统还包括安装在压力罐入口处的多个第二调压阀及第一调压阀,多个第二调压阀与喷嘴一一对应设置,用于分别控制对应的喷嘴。
5、优选地,所述的跳切机还包括厚度检测仪,所述的厚度检测仪设于所述的喷淋系统与所述的裁切刀之间,所述的厚度检测仪用于测量带材中脱模剂的厚度。
6、优选地,所述的跳切机还包括橡胶轴、压在橡胶轴上侧的夹紧轴,所述的带材经过所述的橡胶轴与夹紧轴之间,所述的橡胶轴被一伺服电机驱动。
7、优选地,所述的跳切机还包括用于控制所述的第一气胀轴的第一扭矩控制器、用于控制所述的第二气胀轴的第二扭矩控制器、用于带动第一气胀轴旋转的第一电机,以及用于带动第二气胀轴旋转的第二电机。
8、借由以上的技术方案,本实用新型的有益效果如下:
9、本实用新型的跳切机解决了现有技术中脱模机喷涂不均匀、浪费较大及效率底下的问题,本申请使用自动喷淋的方式来喷涂脱模剂,在材料裁切过程中用一排喷头方式,将脱模剂喷洒到材料上,并且喷淋后增加测厚检查,可以很大程度上解决人工喷涂不均匀的问题。由于使用自动喷淋方式也可以解决喷涂时间问题,可以根据设备裁切的速度,来调节不同压力来保证加工效率。这样也可以保证脱模剂的计量,来保证成本的降低。
技术特征:
1.一种跳切机,用于裁切带材,所述的跳切机包括框架、设于框架上的第一气胀轴和第二气胀轴,所述的第一气胀轴用于绕卷带材的未加工端,所述的第二气胀轴用于绕卷带材的成品端,所述的第一气胀轴和第二气胀轴之间设置有裁切刀,其特征在于,所述的跳切机包括喷淋系统,所述的喷淋系统包括一排喷嘴,所述的喷嘴位于所述的第一气胀轴与所述的裁切刀之间。
2.根据权利要求1所述的跳切机,其特征在于,一排所述的喷嘴的排列方向与所述的带材的行进方向相互垂直,所述的喷淋系统还包括用于存放脱模剂的压力罐,所述的压力罐与通过一输液管与喷嘴相连通,所述的压力罐上还设置有一用于测量压力罐内液位的液位计。
3.根据权利要求2所述的跳切机,其特征在于,所述的喷淋系统还包括安装在压力罐入口处的多个第二调压阀及第一调压阀,多个第二调压阀与喷嘴一一对应设置,用于分别控制对应的喷嘴。
4.根据权利要求1所述的跳切机,其特征在于,所述的跳切机还包括厚度检测仪,所述的厚度检测仪设于所述的喷淋系统与所述的裁切刀之间,所述的厚度检测仪用于测量带材中脱模剂的厚度。
5.根据权利要求1所述的跳切机,其特征在于,所述的跳切机还包括橡胶轴、压在橡胶轴上侧的夹紧轴,所述的带材经过所述的橡胶轴与夹紧轴之间,所述的橡胶轴被一伺服电机驱动。
6.根据权利要求1所述的跳切机,其特征在于,所述的跳切机还包括用于控制所述的第一气胀轴的第一扭矩控制器、用于控制所述的第二气胀轴的第二扭矩控制器、用于带动第一气胀轴旋转的第一电机,以及用于带动第二气胀轴旋转的第二电机。
技术总结
本技术提供了一种跳切机,用于裁切带材,所述的跳切机包括框架、设于框架上的第一气胀轴和第二气胀轴,所述的第一气胀轴用于绕卷带材的未加工端,所述的第二气胀轴用于绕卷带材的成品端,所述的第一气胀轴和第二气胀轴之间设置有裁切刀,所述的跳切机包括喷淋系统,所述的喷淋系统包括一排喷嘴,所述的喷嘴位于所述的第一气胀轴与所述的裁切刀之间。本技术的跳切机解决了现有技术中脱模机喷涂不均匀、浪费较大及效率底下的问题,使用自动喷淋的方式来喷涂脱模剂,在材料裁切过程中用一排喷头方式,将脱模剂喷洒到材料上,并且喷淋后增加测厚检查,可以很大程度上解决人工喷涂不均匀的问题。
技术研发人员:邱硕,邱丹,毛新磊,林煜旋,李运峰
受保护的技术使用者:苏州孝义家光电科技有限公司
技术研发日:20221226
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!