一种智能切割流水线的控制方法与流程
本发明涉及海绵切割领域,特别涉及一种智能切割流水线的控制方法。
背景技术:
1、海绵,是一种多孔材料,具有良好的吸水性,能够用于清洁物品。常用的海绵按结构分为高密度海绵、中密度海绵以及低密度海绵三种。在海绵制品生产过程中,经过制作的发泡的海绵,一般还要根据工作人员使用的需要,在切割机上切割成需要的规格,而且随着发展的需求,不仅仅是需要形状规则的海绵制品,一些形状不规则的异形海绵制品的需求也越来越多。
2、目前,现有的异形海绵制品的加工过程一般为:首先,通过发泡的方式成型出一个大型的海绵块,然后通过切片机将海绵块切成一片一片的片状海绵,再将片状海绵利用环竖刀异形切割机对片状海绵进行切割,从而形成所需的异形海绵制品。在上述这一过程中,传统的加工都是独立开的,即先由切片机进行切片,切好的片状海绵送至仓库中进行暂存,当需要进行异形切割时,再从仓库中取出片状海绵并送至环竖刀异形切割机进行切割成型,切片机与环竖刀异形切割机之间相互独立,互不干涉。而随着智能化发展的需求,也出于生产效率的考量,现考虑将切片机与环竖刀异形切割机进行进行联动,形成流水线,实现自动连续化生产,因此急需一种控制方法来与流水线进行匹配,满足自动连续化生产的需求。
技术实现思路
1、本发明要解决的技术问题是提供一种智能切割流水线的控制方法,能够实现切片机与环竖刀异形切割机的协同工作,实现自动连续化生产。
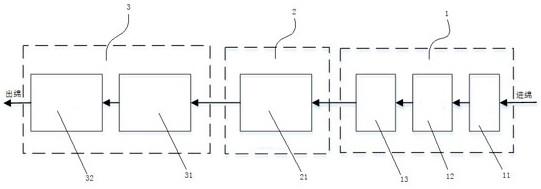
2、为解决上述技术问题,本发明的技术方案为:一种智能切割流水线的控制方法,其创新点在于:环竖刀流水线包括依次分布的切片分层工位、中转工位、异形切割工位;
3、所述切片分层工位包括依次分布的纠偏平台、切片机、吸绵机;
4、所述中转工位包括第一升降台,该第一升降台设置在吸绵机的出料口处;
5、所述异形切割工位包括环竖刀异形切割机、第二升降台,环竖刀异形切割机设置在第一升降台的出料口处;
6、所述环竖刀流水线还包括控制系统,该控制系统包括一工控机,纠偏平台、切片机、吸绵机、第一升降台、环竖刀异形切割机、第二升降台均与工控机相连,并由工控机控制进行动作,在纠偏平台、切片机、吸绵机、第一升降台、环竖刀异形切割机、第二升降台上还均安装有用于检测海绵的感应光电,各个感应光电均接入工控机,并通过信号进行数据的传输;
7、控制方法包括下述步骤:
8、s1 :工作准备
9、首先,初始化流水线,设置切片分层工位的步骤流程为切片机初始化、上料、切割、出料,设置切片分层工位的各步骤完成信号,设置异形切割工位的步骤流程为环竖刀异形切割机初始化、上料、切割、出料,设置异形切割工位的各步骤完成信号,设置流水线流程启动总信号,设置切片机切片分层步骤流程启动信号,设置环竖刀异形切割机的异形切割步骤流程启动信号;
10、其次,由控制系统判断整个流水线的各个部件是否存在异常,若均无异常,且已准备就绪,流水线流程启动总信号开启,进入步骤s2,即刻启动流水线模式;若检测出异常情况,则提示报警提示,不开启流水线模式;
11、s2 :切片分层加工:
12、底皮切割
13、在开启流水线模式后,首先由控制系统提示操作人员是否切割底皮,操作人员根据实际情况确认是否需要切割底皮,并在确认后流水线执行下一步;
14、海绵纠偏
15、纠偏平台上的感应光电检测到进绵信号后,将信号发送给控制系统,控制系统再发送信号给纠偏平台,由纠偏平台自动开启纠偏,对海绵的位置进行纠偏,纠偏结束后,纠偏平台传达纠偏完成信号至控制系统;
16、切片分层
17、控制系统将纠偏完成信号发送给切片机,切片机接收到纠偏完成信号后,切片机切片分层步骤流程启动信号开启,开启切片分层步骤,切片机自动执行初始化动作,切片机初始化动作完成后,切片机初始化完成信号置位;
18、控制系统检测到切片机初始化完成信号后,再发送信号给切片机,切片机自动执行上料动作,切片机上料完成后,切片机上料完成信号置位;
19、控制系统检测到切片机上料完成信号后,在发送信号给切片机,切片机自动执行海绵切片动作,并在切片机切片完成后,切片机切片完成信号置位;
20、控制系统检测到切片完成信号后,再发送信号给切片机,切片机自动执行出料;
21、控制系统判断是否需要启用吸绵位,若不启用吸绵位,吸绵机不执行吸绵动作,切片机将切片好的海绵片材直接运输至出料口,并进入步骤s3;若启用吸绵位,则切片机切割完成后,控制系统控制吸绵机自动开启,吸绵机的吸绵架下降抓取未切片的海绵块并上升,同时切片机将已切割片材运输至第一升降台进料口处,并进入步骤s3;
22、s3 :海绵片材中转:
23、若切片分层加工不启用吸绵位,切片机出绵侧的感应光电感应到海绵片材后,第一升降台上的输送皮带工作,切片机与第一升降台同步动作,海绵片材由切片机输送给第一升降台,直至输送至第一升降台的岀绵侧处,第一升降台岀绵侧处的感应光电感应到海绵片材后,发送信号给控制系统,在控制系统获得信号后,再发送信号给第一升降台,第一升降台自动执行上升动作;
24、若切片分层加工启用吸绵位,第一升降台接收到来绵信号,第一升降台的输送皮带开启,切片机与第一升降台同步动作,海绵片材直接输送至第一升降台的出绵侧,在切片机上的海绵片材输送给第一升降台后,吸绵机的吸绵架下降至绵块高度,吸绵机的吸绵开关关闭,释放绵块,吸绵机的吸绵架归位,当第一升降台岀绵侧处的感应光电感应到海绵片材后,发送信号给控制系统,在控制系统获得信号后,再发送信号给第一升降台,第一升降台自动执行上升动作;
25、当第一升降台上升到位后,第一升降台上的输送皮带将海绵片材输送给环竖刀异形切割机,当第一升降台出料完成,第一升降台完成信号置位,控制系统检测到第一升降台出料完成信号后,进入步骤s4,开启异形切割步骤;
26、s4 :异形切割加工:
27、控制系统发送信号给环竖刀异形切割机,环竖刀异形切割机自动执行初始化动作,环竖刀异形切割机初始化动作完成后,初始化完成信号置位;
28、控制系统检测到环竖刀异形切割机初始化完成信号,环竖刀异形切割机自动执行上料动作,并在环竖刀异形切割机自动上料完成后,上料完成信号置位;
29、控制系统检测到上料完成信号后,环竖刀异形切割机自动执行切割动作,环竖刀异形切割机切割完成后,切割完成信号置位;
30、控制系统检测切割完成信号后,环竖刀异形切割机自动执行出料,环竖刀异形切割机出料完成后,出料完成信号置位,等待流水线下一次切片机出料完成信号,完成一个周期的海绵切片、异形切割加工;
31、在步骤s1-s4中,控制系统实时追踪订单,将当前订单加工信息实时显示在当前加工订单列表,采用绿色状态表示当前已完成动作流程,采用黄色状态代表当前正在进行中的动作流程,实时掌握当前订单加工进度;
32、控制系统自动开启流水线模式后,循环检测流水线中是否存在异常与报警,当检测出异常/报警,流水线模式自动停止,当异常/报警消除后,控制系统执行初始化流水线程序。
33、进一步的,所述控制系统检测到流水线中存在异步处理订单异常时,该异步处理订单异常体现为环竖刀和切片机节拍不同步,此时采用异步处理模式,根据当前实时情况,在切片机完成当前订单后,若切片机存在下一订单且开启条件满足,则自动开启切片机下一订单流程,并在下一订单再次完成时,同样执行以上操作。
34、进一步的,所述控制系统检测到海绵发生切片破损或异形切割破损异常时,执行下述操作:
35、若海绵切片发生破损时,处理方式为:执行切片机暂停程序,切片机暂停当前流程步骤,使用切片机出料功能,由现场操作人员手动输入出料片数,若有剩余未切割完的订单,控制系统自动判断是否需要与其他订单合并切割,同时保留至加工任务列表中;
36、若海绵片材异形切割发生破损时,处理方式为:执行环竖刀异形切割机暂停程序,环竖刀异形切割机暂停当前流程步骤,使用环竖刀异形切割机出料功能,手动输入出料片数,若有剩余未切割完的订单,自动判断是否需要与其他订单合并切割,同时保留至加工任务列表中。
37、进一步的,所述控制系统检测到切片机出现断电异常时,执行下述操作:
38、若切片机上料过程中断电,触发切片机暂停程序,切片机重启后恢复切片机流程步骤,切片机自动执行初始化;
39、若切片机切割过程中断电,触发切片机暂停程序,切片机重启后使用切片机断点加工功能,并恢复切片机流程步骤,切片机切割步骤完成后自动对接工单加工流程;
40、若吸绵机工作过程中断电,触发切片机暂停程序,手动执行吸绵机动作,吸绵后控制系统弹窗提示“是否确定执行流水线自动出料”,操作人员人工确认后自动出料,吸绵机自动放绵回零位,海绵自动退回至上料位,等待人工选择订单继续加工。
41、进一步的,所述控制系统检测到环竖刀异形切割机出现断电异常时,执行下述操作:
42、若环竖刀异形切割机上料过程中断电,触发环竖刀异形切割机暂停程序,如果海绵片材还在第一升降台上,使用环竖刀异形切割机上料功能,上料完成后使用环竖刀异形切割机自动切割功能,切割完成后自动对接工单流程,同时恢复切片机流程步骤、第一升降台中转流程步骤、环竖刀异形切割机异形切割步骤;
43、若环竖刀异形切割机切割过程中断电,触发环竖刀异形切割机暂停程序,重启切割软件,由现场操作人员手动执行环竖刀异形切割机单机断点加工并取消环竖刀异形切割机暂停,自动对接工单流程。
44、进一步的,所述控制系统检测到订单的异形切割步骤需要发生变更时,执行下述步骤:
45、若需要修改订单数目:增加或减少海绵片材片数,此修改同步加工任务中片材的数量,当进入流水线模式中的订单需要变更时,使用第一升降台暂停功能,阻断切片机的出料以及环竖刀异形切割机的上料,当该订单完成切片分层步骤后,位于切片机出料口等待出料;
46、若需要插入工单:操作人员在控制系统中手动替换当前切割图形,触发第一升降台自动暂停程序,人工替换第一升降台上待加工的海绵片材,取消第一升降台暂停程序并恢复自动流程,待插入的工单上料后,再次触发第一升降台自动暂停程序,人工把替换下来的片材放回第一升降台,取消第一升降台暂停程序并再次恢复自动流程。
47、进一步的,当需要在流水线模式下进行单机操作时,执行下述操作:设备当前处于流水线加工模式时,若需要短期使用环竖刀异形切割机/切片机完成切割异形/切片,此时又需要保持流水线中设备当前加工状态,则使用环竖刀异形切割机暂停/切片机暂停功能,同时单机操作环竖刀异形切割机/切片机,并在操作结束后,返回流水线操作界面中取消环竖刀异形切割机暂停/切片机暂停模式,继续流水线切割。
48、进一步的,所述切片机在切割过程中实时检测海绵块剩余可切高度,当剩余可切高度小于设定值时,控制系统自动弹窗提示操作人员,根据海绵厚度自动计算切割高度、剩余高度。
49、进一步的,当程序中不需要人为干预时,启用订单无人值守/订单半自动模式;
50、无人值守模式:导入/创建/调整结束生产订单后,将当前订单设置为自动循环模式,一键启动,切片机/环竖刀异形切割机自动切割条件满足时,自动切割,自动完成当前订单所需切割数量,跳转至下一订单;
51、半自动模式:将当前订单设置为手动循环模式,每条订单结束时,下条订单需要手动开启切割,自动循环与手动循环可自由切换,手动模式下,当前订单中切片完成后,对应切片流程结束,切割流程处于等待状态,直接开启切割流程。
52、进一步的,所述流水线的加工任务列表中提供对需加工订单执行的各种操作,所述操作包括但不限于控制系统对订单任务提供图形预览、拆解、合并、组合切片、切片完成功能;
53、订单被预览图形时:预览订单中切片机、环竖刀异形切割机的切割图形,预览图形时,显示订单相关信息,包括订单编号、文件名称、所需要切割的海绵绵种、切片机切割绵泡绵长/绵宽/绵高、切割海绵片数/厚度,环竖刀切割异形幅面长/幅面宽以及异形切割时间;
54、当前海绵块尺寸完成不了当前订单任务时,订单提供将当前选中加工订单,根据选中行,设置拆解数量,将当前订单拆分为多个订单进行切割;
55、当前海绵尺寸多于当前订单任务时,当同一块绵泡被不同工单需要时,使用组合切片功能,在弹窗中设置需要参数,手动更改不同文件需求数量,手动设置海绵厚度,选中左侧需要合并切割高度,自动生成剩余高度,最后确认后自动组合订单,进行切片,减少浪费,缩短加工时间;
56、当前订单不需要经过切片分层步骤时,若需要手动跳过切片机切片步骤,设置目标加工任务出现的菜单栏中“切片完成”,该订单直接执行第一升降台中转步骤及环竖刀异形切割机的异形切割步骤,若环竖刀异形切割机当前无订单处于正在执行中状态,则环竖刀异形切割机直接执行当前“切片完成”订单,若环竖刀异形切割机正在执行某一订单,等待当前订单任务完成后,自动执行所设“切片完成”订单。
57、本发明的优点在于:本发明的控制方法,能够很好的将切片机与环竖刀异形切割机进行联动,实现切片机与环竖刀异形切割机的协同工作,实现自动连续化生产,为后续实现半自动甚至是全自动生产提供了良好的基础。
58、通过控制系统对流水线中出现的异步处理订单、切片破损、异形切割破损等多个异常状态进行检测,并提前设定好相应的操作程序,考虑到多种不同的异常状态,从而为后续整个流水线流畅的运行提供了基础,减少因出现异常而导致流水线出现中断、停机等不良现象的可能。
- 还没有人留言评论。精彩留言会获得点赞!