一种十字走料模切机及加工工艺的制作方法
本发明涉及模切,具体是一种十字走料模切机及加工工艺。
背景技术:
1、模切机又叫裁切机、数控冲压机,主要用于相应的一些非金属材料、不干胶、eva、双面胶、电子、手机胶垫等的模切、压痕和烫金作业、贴合、自动排废,模切机的工作原理是利用模切刀、钢刀、五金模具、钢线(或钢板雕刻成的模版),通过压印版施加一定的压力,将印品或纸板轧切成一定形状。目前针对一些多结构层的产品,传统的工艺需要分开复合模切,生产效率较低且分开模切加工也会经常用到保护膜,且不能回收利用,提高了产品的生产成本。
技术实现思路
1、本发明的目的在于提供一种十字走料模切机及加工工艺,以解决背景技术中的技术问题。
2、为实现前述目的,本发明提供如下技术方案:
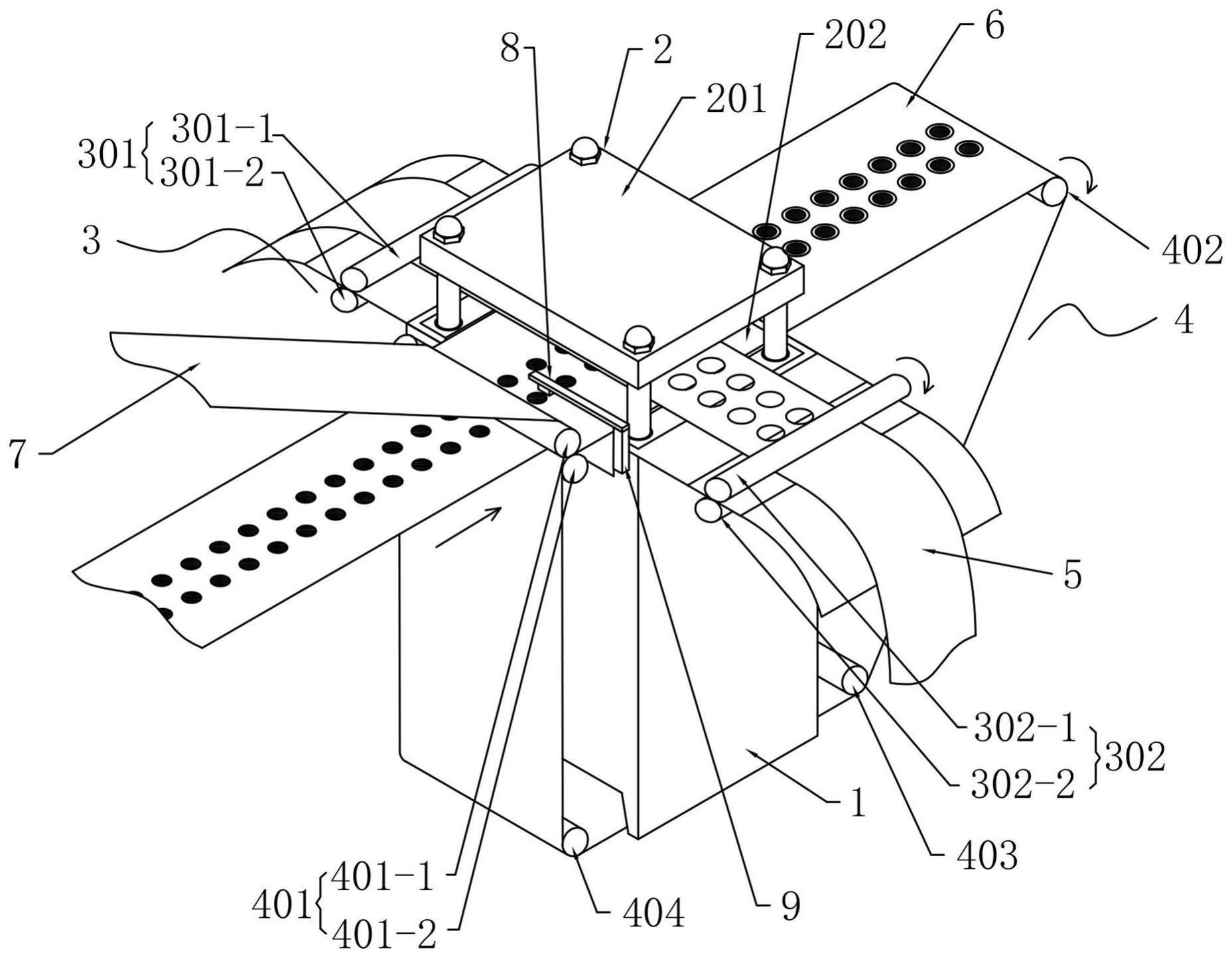
3、一种十字走料模切机,包括底座、冲压模具、第一走料机构和第二走料机构,所述第一走料机构和第二走料机构安装在底座的两侧,所述第一走料机构和第二走料机构的走料方向相互垂直交错,所述冲压模具安装在底座上,所述第一走料机构包括第一传动辊组件和第二传动辊组件,所述第一传动辊组件和第二传动辊组件分别安装在冲压模具的左右两侧,所述第二走料机构包括第三传动辊组件、输送辊和若干根张紧辊,所述第三传动辊组件安装在底座的前侧且在冲压模具的前侧,所述输送辊对应安装在冲压模具的后侧,若干根所述张紧辊安装在底座的下方,所述第三传动辊组件、输送辊和张紧辊形成一环形的循环传送结构。
4、所述冲压模具包括上模和下模,所述上模位于下模的正上方,所述下模固定在底座上,所述上模的下侧安装有模切刀具,所述下模的前侧安装有色标传感器,所述色标传感器通过定位支架与底座固定连接,所述色标传感器在第三传动辊组件的后侧且在其上方。
5、所述第一传动辊组件和第二传动辊组件结构相同,所述第一传动辊组件包括第一上压辊和第一下压辊,所述第一上压辊在第一下压辊的正上方,所述第二传动辊组件包括第二上压辊和第二下压辊,所述第二上压辊在第二下压辊的正上方;所述第三传动辊组件包括第三上压辊和第三下压辊,所述第三上压辊在第三下压辊的正上方。
6、所述张紧辊设有两根,分别为第一张紧辊和第二张紧辊,所述第一张紧辊和第二张紧辊安装在底座的前后两侧,所述第一张紧辊在输送辊的下方,所述第二张紧辊在第三传动辊组件的下方。
7、一种十字走料模切机的加工工艺,包括以下加工步骤:
8、步骤s1,将第一料带通过第一走料机构往冲压模具方向输送,将保护膜从第三上压辊和第三下压辊之间穿过后绕至输送辊,再从输送辊绕过第一张紧辊和第二张紧辊回到第三上压辊和第三下压辊上形成一循环使用的底材,保护膜在第一料带的下方,保护膜的胶面朝上,将第二料带从第三上压辊上方绕至第三上压辊和第三下压辊之间再穿至第三传动辊组件的前侧,第二料带与保护膜接触压合,第二料带包括底膜和预切的半成品;
9、步骤s2,第二料带通过第三传动辊组件的压合将半成品转贴在保护膜上;
10、步骤s3,将步骤二中粘贴有半成品的保护膜输送至冲压模具内,第一料带在保护膜上方,上模向下运动与下模压合冲切,冲切成第一料带和半成品全穿,保护膜不穿,得到的成品粘合在保护膜上;
11、步骤s4,冲切完成的成品随着保护膜的走料持续输送将产品带出。
12、所述保护膜为pet膜,所述保护膜的厚度为0.1-0.2mm,所述保护膜的粘接强度为1-40g/in。
13、所述第一料带与保护膜之间的高度为5-10mm。
14、与现有技术相比,本申请的一种十字走料模切机及加工工艺,利用环形输送结构让保护膜作为承载膜,将保护膜进行循环输送使用,节省了模切时的托底材料的使用,降低了生产成本,另外,通过色标传感器控制保护膜的前进,采用模内对两种材料进行冲贴,节省了对该类型结构产品加工工序,能够实现连续的大批量的生产过程,提高了产品的生产效率和保证了产品质量的一致性。
技术特征:
1.一种十字走料模切机,其特征在于:包括底座、冲压模具、第一走料机构和第二走料机构,所述第一走料机构和第二走料机构安装在底座的两侧,所述第一走料机构和第二走料机构的走料方向相互垂直交错,所述冲压模具安装在底座上,所述第一走料机构包括第一传动辊组件和第二传动辊组件,所述第一传动辊组件和第二传动辊组件分别安装在冲压模具的左右两侧,所述第二走料机构包括第三传动辊组件、输送辊和若干根张紧辊,所述第三传动辊组件安装在底座的前侧且在冲压模具的前侧,所述输送辊对应安装在冲压模具的后侧,若干根所述张紧辊安装在底座的下方,所述第三传动辊组件、输送辊和张紧辊形成一环形的循环传送结构。
2.根据权利要求1所述的一种十字走料模切机,其特征在于:所述冲压模具包括上模和下模,所述上模位于下模的正上方,所述下模固定在底座上,所述上模的下侧安装有模切刀具,所述下模的前侧安装有色标传感器,所述色标传感器通过定位支架与底座固定连接,所述色标传感器在第三传动辊组件的后侧且在其上方。
3.根据权利要求2所述的一种十字走料模切机,其特征在于:所述第一传动辊组件和第二传动辊组件结构相同,所述第一传动辊组件包括第一上压辊和第一下压辊,所述第一上压辊在第一下压辊的正上方,所述第二传动辊组件包括第二上压辊和第二下压辊,所述第二上压辊在第二下压辊的正上方;所述第三传动辊组件包括第三上压辊和第三下压辊,所述第三上压辊在第三下压辊的正上方。
4.根据权利要求3所述的一种十字走料模切机,其特征在于:所述张紧辊设有两根,分别为第一张紧辊和第二张紧辊,所述第一张紧辊和第二张紧辊安装在底座的前后两侧,所述第一张紧辊在输送辊的下方,所述第二张紧辊在第三传动辊组件的下方。
5.根据权利要求1-3任一所述的一种十字走料模切机的加工工艺,其特征在于:包括以下加工步骤:
6.根据权利要求5所述的一种十字走料模切机的加工工艺,其特征在于:所述保护膜为pet膜,所述保护膜的厚度为0.1-0.2mm,所述保护膜的粘接强度为1-40g/in。
7.根据权利要求6所述的一种十字走料模切机的加工工艺,其特征在于:所述第一料带与保护膜之间的高度为5-10mm。
技术总结
本发明提供的一种十字走料模切机及加工工艺,其中模切机包括底座、冲压模具、第一走料机构和第二走料机构,第一走料机构和第二走料机构安装在底座的两侧,第一走料机构和第二走料机构的走料方向相互垂直交错,第一料带在第一走料机构上进行输送,而保护膜通过第二走料机构进行循环输送使用,第二料带转贴至保护膜上与第一料带通过冲压模具压合冲切成型。本申请的一种十字走料模切机及加工工艺,利用环形输送结构让保护膜作为承载膜,将保护膜进行循环输送使用,降低了生产成本,另外,通过色标传感器控制保护膜的前进,采用模内对两种材料进行冲贴,节省了对该类型结构产品加工工序,提高了产品的生产效率和保证了产品质量的一致性。
技术研发人员:莫舒润,郝鲁冲
受保护的技术使用者:东莞六淳智能科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!