一种校正组装方法及校正组装装置与流程
本发明涉及医疗耗材生产,特别是涉及一种校正组装方法及校正组装装置。
背景技术:
1、药剂针为用于注射药剂的医用耗材,例如:用于注射胰岛素的胰岛素针、试剂注射针、美容针等。药剂针被广泛地用于医疗领域,需求量巨大。因此,药剂针的自动化的组装对于药剂针实现大规模生产尤为重要。以用于注射胰岛素针的药剂针为例,其包括筒套组件及针座组件,其中,筒套组件包括保护套及筒套。筒套组件与针座组件通过导向筋与导向槽配合,保护套与筒套通过卡合部与配合部配合。对于药剂针的装配,需要尽可能保证各部分之间角度准确,如此才能得到合格的产品。
2、然而,在相关技术中,因筒套组件或针座组件无法通过供料过程筛选出特定方向,且药剂针的结构较为细小,在组装过程中筒套组件与针座组件之间的装配角度难以保证,无法一次组装定位。因此,最终组装得到的药剂针可能存在筒套组件与针座组件之间的装配角度不准确的问题,影响产品的组装合格率。目前普遍使用ccd视觉识别加角度校正的技术手段,先对筒套组件和针座组件装配前的角度进行检测校正,该方案成本较高并且需要额外增加ccd检测校正装置,使设备结构更为复杂。
技术实现思路
1、基于此,有必要针对上述的问题,提供一种校正组装方法及校正组装装置,解决相关技术中筒套组件与针座组件无法一次组装定位的问题,提高药剂针的组装合格率。
2、为解决上述问题,一方面,本发明提供一种校正组装方法,用于校正组装药剂针,所述药剂针包括针座组件及筒套组件,所述针座组件至少部分同轴套设于所述筒套组件内,所述针座组件与所述筒套组件中一者构造有导向筋,另一者构造有与所述导向筋配合的导向槽,所述校正组装方法包括以下步骤:
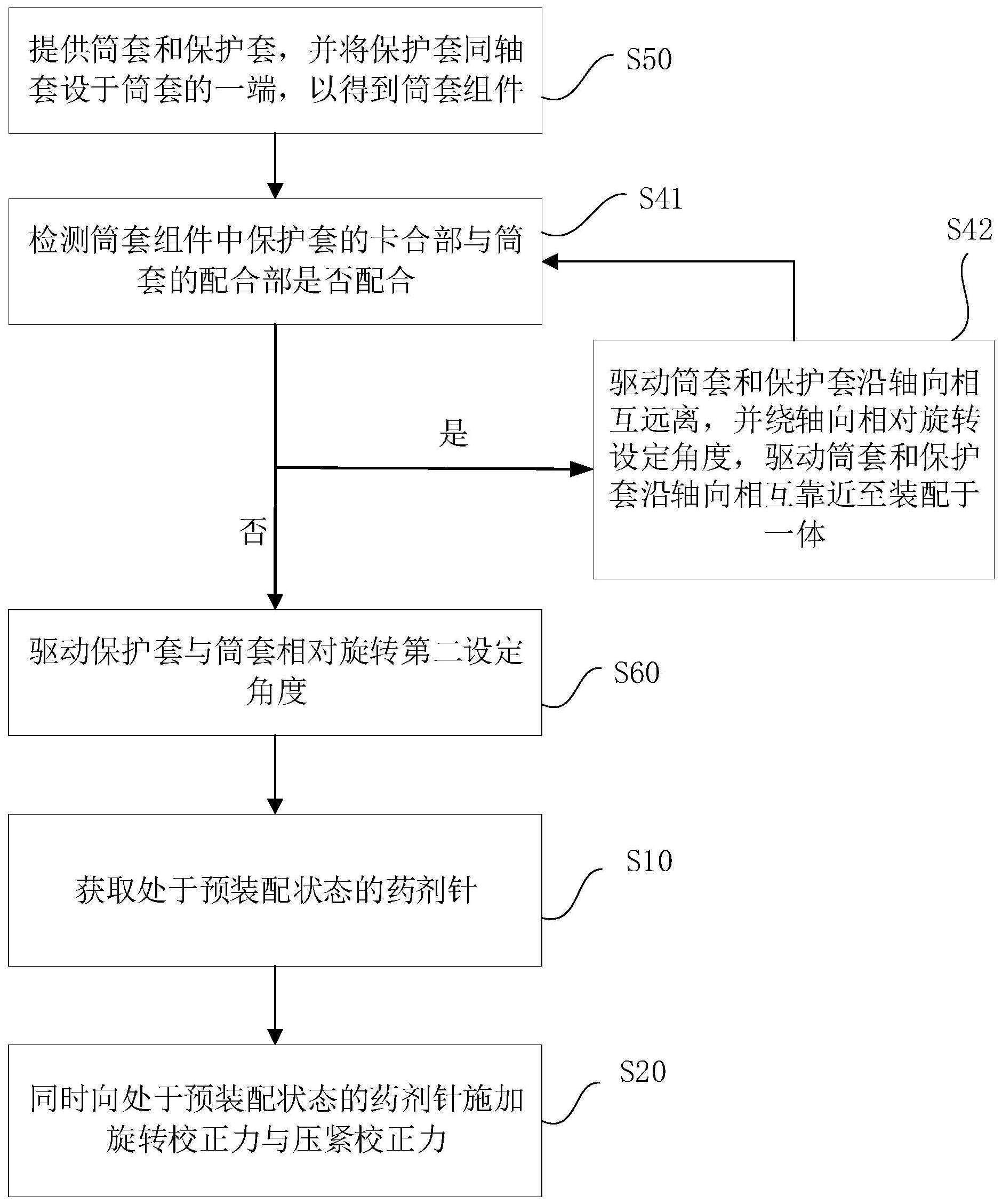
3、s10:获取处于预装配状态的所述药剂针;
4、s20:同时向处于预装配状态的所述药剂针施加旋转校正力与压紧校正力;
5、其中,在所述旋转校正力的作用下,所述针座组件与所述筒套组件具有绕轴向相对转动的运动趋势;在所述压紧校正力的作用下,所述针座组件与所述筒套组件具有沿所述轴向相互靠近的运动趋势,以校正所述筒套组件和所述针座组件之间的相对位置并完成组装。
6、与现有技术相比,采用该技术方案所达到的技术效果:上述校正组装方法,能够利用药剂针本身的结构特点,采用机械式的自动化位置校正手段进行校正组装。对于处于预装配状态的药剂针,若其针座组件与筒套组件装配角度没有对准,则在旋转校正力与压紧力的作用下,针座组件与筒套组件便会自动相对转动与相对移动至角度准确、装配到位的状态。如此,经过校正组装方法校正后,针座组件与筒套组件的装匹配角度准确率得到提高,药剂针的组装合格率也相应地提升。此外,校正组装方法不需要事先通过检测设备检测判断,而是直接进行校正组装,自动化校正方式简单且效率高。
7、在其中一个实施例中,所述步骤s20包括:
8、s21:同时向处于预装配状态的所述药剂针施加第一旋转校正力与压紧校正力;
9、s22:同时向处于预装配状态的所述药剂针施加第二旋转校正力与压紧校正力;
10、其中,所述第一旋转校正力与所述第二旋转校正力的方向相反。
11、与现有技术相比,采用该技术方案所达到的技术效果:先后施加方向相反的第一旋转校正力和第二旋转校正力,可以避免单一方向的旋转校正力可能存在的校正不准确的问题。经过两个方向的校正,能够更加确保针座组件与筒套组件之间的角度对准,安装到位。
12、在其中一个实施例中,所述第一旋转校正力及所述第二旋转校正力的大小均为固定值。
13、与现有技术相比,采用该技术方案所达到的技术效果:固定值大小的旋转校正力相当于针座组件与筒套组件装配是否到位的判断标准,凡是没有达到装配标准的处于预装配状态的药剂针,都将会在旋转校正力的驱动下转动。而对于安装到位的处于预装配状态的药剂针,则能够不被旋转校正力影响。
14、在其中一个实施例中,在所述步骤s20之后,还包括:
15、s31、驱动所述针座组件与所述筒套组件沿所述轴向相互远离,并绕所述轴向相对旋转n周,n为正整数;
16、s32、驱动所述针座组件与所述筒套组件沿轴向相互靠近至装配于一体。
17、与现有技术相比,采用该技术方案所达到的技术效果:在确保针座组件与筒套组件之间的角度准确后,驱动两者相互远离,使导向筋与导向槽相互脱离,针座组件与筒套组件能够再次相对转动。此时,驱动针座组件与筒套组件相对转动,便会带动两端分别连接针座组件与筒套组件的调位弹簧发生扭动,达到为调位弹簧增扭的效果。增扭后的调位弹簧,弹性力增强,使其能够满足驱动保护套的弹性触发要求。只有在外力的大小达到一定程度时,保护套才能够克服弹性力被触发。
18、在其中一个实施例中,在所述步骤s10之前,还包括:
19、s41:检测所述筒套组件中保护套的卡合部与构造于筒套上的所述导向筋是否配合;
20、s42:若所述卡合部与所述导向筋配合,则驱动所述筒套和所述保护套沿所述轴向相互远离,并绕所述轴向相对旋转第一设定角度,驱动所述筒套和所述保护套沿轴向相互靠近至装配于一体;若所述卡合部未与所述导向筋配合,则不动作。
21、与现有技术相比,采用该技术方案所达到的技术效果:能够通过简单的方式验证并校正保护套与筒套之间的装配关系,提高药剂针的组装合格率。
22、在其中一个实施例中,在所述步骤s42之后,还包括:
23、s60:驱动所述保护套与所述筒套相对旋转第二设定角度。
24、与现有技术相比,采用该技术方案所达到的技术效果:在旋转过一定角度后,保护套与筒套的卡合部与配合部相互卡合,完成保护套与筒套两者的定位。此时,保护套能够进行准确地伸缩活动。
25、另一方面,本发明还提供一种校正组装装置,采用上述校正组装方法对处于预装配状态的所述药剂针进行校正组装,所述校正组装装置包括:
26、驱动组件;及
27、夹持组件,所述夹持组件包括间隔设置的第一夹持件及第二夹持件,所述第一夹持件被配置为夹持所述针座组件,所述第二夹持件被配置为夹持所述筒套组件;所述第一夹持件与所述第二夹持件中至少一者与所述驱动组件传动连接;
28、其中,所述驱动组件能够驱动所述第一夹持件与所述第二夹持件相对转动,并还能够在驱动所述第一夹持件与所述第二夹持件相对转动的同时,驱动所述第一夹持件与所述第二夹持件相对移动。
29、与现有技术相比,采用该技术方案所达到的技术效果:上述校正组装装置,能够通过驱动组件驱动第一夹持件与第二夹持件相对转动的同时相对移动,以产生旋转校正力与压紧校正力,实现校正组装方法,对处于预装配状态的药剂针进行校正组装,得到角度对准、安装到位的药剂针。此外,由于药剂针的物料结构通常较为细小,并不便于人工操作,且人工操作更有可能导致工人在操作过程中受到刺伤。因此,采用校正组装装置进行校正组装,能够减少ccd设备的使用,成本更低,且更为简单、高效、安全。
30、在其中一个实施例中,所述驱动组件能够驱动所述第一夹持件与所述第二夹持件沿第一转向转动相对转动;
31、所述驱动组件还能够驱动所述第一夹持件与所述第二夹持件沿第二转向转动相对转动;
32、其中,所述第一转向与所述第二转向相反。
33、与现有技术相比,采用该技术方案所达到的技术效果:处于预装配状态的药剂针接受来自两个相反转动方向的校正,能够更加确保针座组件与筒套组件之间的角度对准,安装到位。
34、在其中一个实施例中,所述驱动组件为具有扭矩模式的伺服电机;
35、或,所述驱动组件(251)为具有额定扭力的弹性连接件、磁吸连接件或驱动源。
36、与现有技术相比,采用该技术方案所达到的技术效果:具有定扭矩模式的伺服电机或具有额定扭力的弹性连接件、磁吸连接件、驱动源可输出大小为固定值的旋转校正力,并将固定大小的旋转校正力作为准确的判断标准,凡是没有达到装配标准的处于预装配状态的药剂针,都将会在旋转校正力的驱动下转动,并在压紧校正力的作用下,在针座组件与筒套组件转动至角度对准时自动完成准确装配。
37、在其中一个实施例中,所述校正组装装置还包括检测组件及调节组件,所述检测组件被配置为检测所述筒套组件中保护套的卡合部与构造于筒套上的导向筋的配合情况;
38、所述调节组件包括主体、定位机构以及调整机构,所述定位机构固定连接所述主体,并被配置为夹持所述筒套;所述调整机构传动连接所述主体,并被配置为夹持所述保护套,所述调整机构能够在所述主体的驱动下相对所述定位机构转动及相对所述定位机构移动。
39、与现有技术相比,采用该技术方案所达到的技术效果:能够通过检测组件及时发现问题,通过调节装置进行调整,有助于提高药剂针的组装合格率。
40、综上所述,本技术上述各个实施例可以具有如下一个或多个优点或有益效果:
41、1.能够利用胰岛素针本身的结构特点,采用机械式的手段进行校正组装。对于处于预装配状态的药剂针,在旋转校正力与压紧力的作用下,自动确保其针座组件与筒套组件对准并安装到位。处于预装配状态的药剂针不需要事先通过检测设备检测判断,而是直接进行校正组装,方式简单且效率高。
42、2.能够自动化地实现胰岛素针的组装工作,高效且装配精准,合格率高。
43、3.采用自动化校正组装药剂针的零部件取代人工组装,组装准确度、效率和安全性都提高。
- 还没有人留言评论。精彩留言会获得点赞!