夹持装置、机械臂及工件的识别方法
本公开涉及医疗器械,具体涉及一种夹持装置、机械臂及工件的识别方法。
背景技术:
1、超声诊断技术已被广泛应用于医学检测领域,超声诊断是将超声检测技术应用于人体,通过测量了解生理或组织结构的数据和形态,从而发现疾病,并作出提示的一种诊断方法。传统的超声检查是通过人工手持超声探头进行检测,该方式依赖医生的经验和操作手法,并且长时间手持容易产生疲劳而导致成像不清晰,影响诊断结果。而机械臂因其具有能够多自由度位移,能够很好的代替人工检测。为了配合超声诊断,现有的超声诊断设备通过一个机械臂前端固定一个超声探头,并通过机械臂的多自由度运动来实现超声探头的智能化检测。
2、目前市场上由于超声探头种类繁多、尺寸不一、造型各异,但现有机械臂通常仅适用装夹一种型号的探头,无法根据不同患者的需求灵活更换不同的超声探头,因此导致其适配性差,超声诊断成本提高;而且现有机械臂在更换探头时操作繁琐,用时时间长,造成了诊断效率降低,用户体验差。
技术实现思路
1、为了解决相关技术中的问题,本公开实施例提供一种夹持装置、具有该夹持装置的机械臂以及工件的识别方法以克服现有技术中机械臂夹持末端存在的不足。
2、第一方面,本公开实施例中提供了一种夹持装置,用于装夹超声探头。
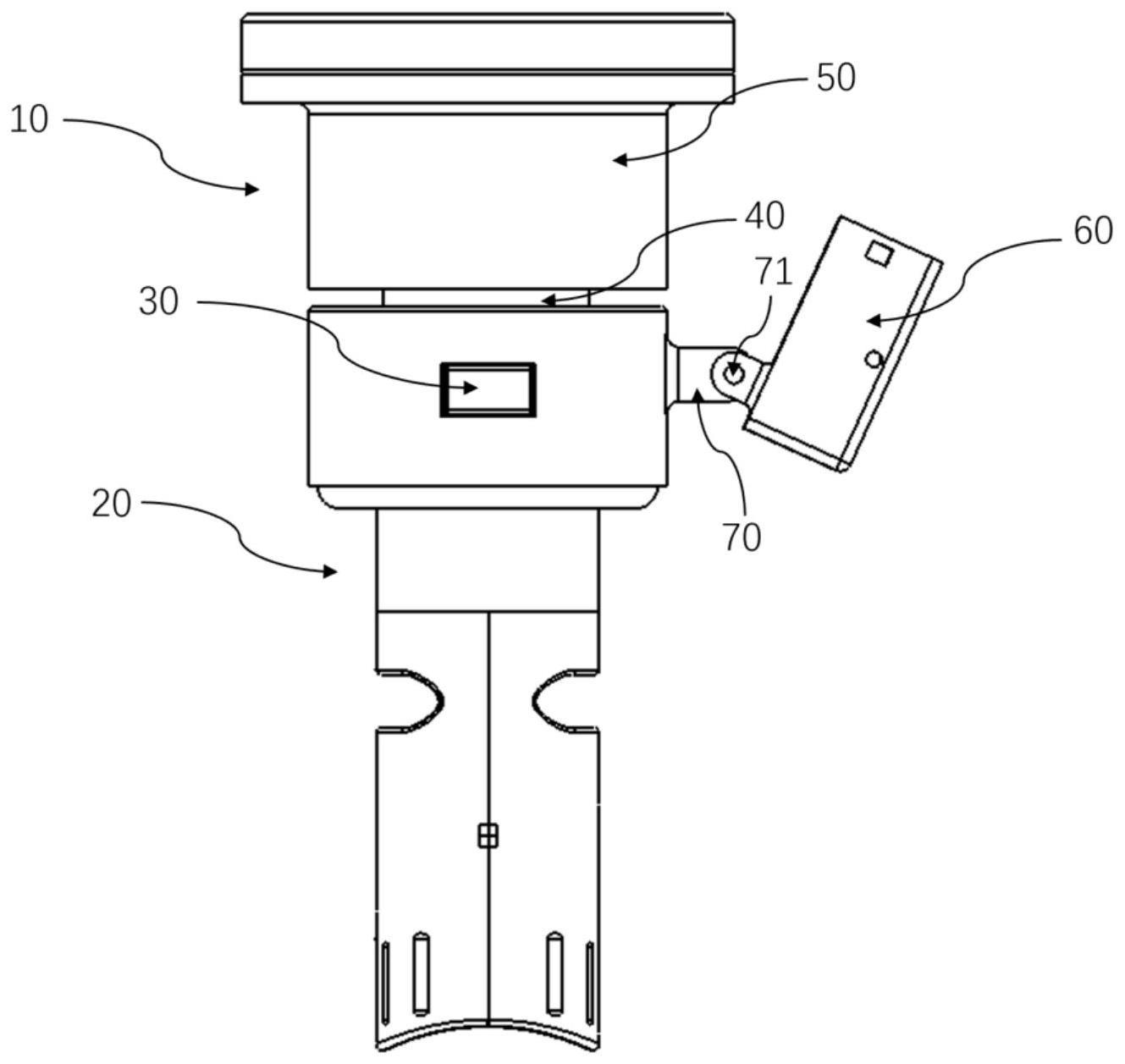
3、具体地,所述夹持装置具有固定部和夹持部,所述固定部至少包括第一固定部和与所述第一固定部相连接的第二固定部,所述夹持部包括夹持基座和夹持本体,其中,所述第一固定部与一机械臂末端固定连接,所述第二固定部与所述夹持基座之间通过一快拆锁止机构实现锁止固定,所述夹持本体被配置为夹持工件。
4、结合第一方面,本公开在第一方面的第一种实现方式中,所述快拆锁止机构包括至少一个锁接孔以及与所述锁接孔相适配的锁止卡扣。
5、结合第一方面的第一种实现方式,本公开在第一方面的第二种实现方式中,所述锁接孔设置于所述第二固定部和/或所述夹持基座上;以及所述锁止卡扣设置于所述夹持基座和/或所述第二固定部上。
6、结合第一方面、第一方面的第一种及第二种实现方式,本公开在第一方面的第三种实现方式中,所述夹持装置还包括传感器固定座和力传感器,所述传感器固定座设置于所述第一固定部和所述第二固定部之间,并被配置为安装固定所述力传感器。
7、结合第一方面的第三种实现方式,本公开在第一方面的第四种实现方式中,其中,所述传感器固定座形成有一容置腔室,所述力传感器容置于所述容置腔室内,并且其一端与所述夹持基座相连接。
8、结合第一方面、第一方面的第一种及第二种实现方式,本公开在第一方面的第五种实现方式中,所述夹持装置还包括激光测距器和安装座,其中,所述激光测距器被配置为测量工件尺寸;所述安装座被配置为固定安装所述激光测距器。
9、结合第一方面的第五种实现方式,本公开在第一方面的第六种实现方式中,所述安装座设置于所述第二固定部的侧壁处,并且为具有一枢接孔的凸耳结构。
10、结合第一方面的第六种实现方式,本公开在第一方面的第七种实现方式中,所述激光测距器通过所述枢接孔和一枢接轴与所述安装座枢转连接。
11、结合第一方面的第七种实现方式,本公开在第一方面的第八种实现方式中,所述激光测距器与安装座之间还设置一角度调节机构,被配置为自动调节激光测距器相对于所述第二固定部的角度。
12、结合第一方面的第八种实现方式,本公开在第一方面的第九种实现方式中,所述角度调节机构为旋转马达。
13、结合第一方面,本公开在第一方面的第十种实现方式中,所述夹持本体为一端开口的腔体结构。
14、结合第一方面、第一方面的第十种实现方式,本公开在第一方面的第十一种实现方式中,所述夹持本体上还设置有紧固机构。
15、结合第一方面的第十一种实现方式,本公开在第一方面的第十二种实现方式中,所述紧固机构至少包括形成在夹持本体上的若干紧固孔以及与所述紧固孔配合的紧固块,所述紧固块设置在所述紧固孔内,并且其内侧面压紧所述工件。
16、结合第一方面的第十二种实现方式,本公开在第一方面的第十三种实现方式中,所述紧固块为锁紧螺丝。
17、结合第一方面的第十三种实现方式,本公开在第一方面的第十四种实现方式中,所述锁紧螺丝的轴线方向形成有刻度线。
18、结合第一方面的第三种实现方式,本公开在第一方面的第十五种实现方式中,所述第一固定部为法兰盘,所述第一固定部上设有若干第一连接孔和第二连接孔,所述第一固定部通过所述第一连接孔与所述机械臂末端相连接;并且所述第一固定部通过所述第二连接孔与所述传感器固定座相连接。
19、第二方面,本公开实施例中提供了一种用于超声检测机器人的机械臂,其中,机械臂末端以及前述实施例中任一项所述的夹持装置,所述夹持装置的固定部连接于所述机械臂末端。
20、第三方面,本公开实施例中提供了一种工件的识别方法,所述识别方法用于超声探头的探测识别,包括以下步骤:
21、步骤s1:提供一工件感知末端,所述工件感知末端包括夹持装置和测量器具,其中,所述夹持装置包括固定部和夹持部,所述夹持部被配置为装夹待识别工件,所述测量器具设置于所述固定部上,并且具有转动的自由度;
22、步骤s2:调整所述测量器具的转动角度以对所述工件的轮廓进行探测识别,获得工件的第一特征值;
23、步骤s3:基于所述第一特征值,计算生成所述工件的第一特征数据。
24、结合第三方面,本公开在第三方面的第一种实现方式中,其中,所述夹持装置为前述实施例中任一项所述的夹持装置。
25、结合第三方面、第三方面的第一种实现方式,本公开在第三方面的第二种实现方式中,所述步骤s2中,具体包括以下步骤:
26、步骤s21:控制所述测量器具初始化至第一预设位置;
27、步骤s22:所述测量器具发射第一探测信号以探测识别所述工件的轮廓,并获得第一测量值i1;
28、步骤s23:将获得的所述第一测量值i1与预存储的基准值i0进行比较,若判断结果表明所述第一测量值i1不小于所述基准值i0时,控制所述测量器具沿第一方向旋转第一预设角度α1;
29、步骤s24:所述测量器具发射第二探测信号以探测识别所述工件的轮廓,并获得第二测量值i2;
30、步骤s25:将获得的所述第二测量值i2与所述基准值i0进行比较,当所述第二测量值i2满足不大于所述基准值i0条件时,将所述第一预设角度α1与阈值角度β进行比较,若判断结果为α1小于β,则确定所述第二测量值i2作为所述工件的第一特征值,其中所述阈值角度β为用于表征测量精度的预设阈值。
31、结合第三方面的第二种实现方式,本公开在第三方面的第三种实现方式中,在步骤s23中,还包括:将获得的所述第一测量值i1与一基准值i0进行比较,若判断结果表明所述第一测量值i1小于所述基准值i0时,控制所述测量器具沿与所述第一方向相反的第二方向旋转第二预设角度α2,之后,继续执行步骤s22。
32、结合第三方面的第二种及第三种实现方式,本公开在第三方面的第四种实现方式中,在步骤s25中,还包括:将获得的所述第二测量值i2与所述基准值i0进行比较,当所述第二测量值i2大于所述基准值i0时,控制所述测量器具沿所述第一方向旋转第三预设角度α3,之后,继续执行步骤s24。
33、结合第三方面的第二种及第三种实现方式,本公开在第三方面的第五种实现方式中,在步骤s25中,还包括以下步骤:将获得的所述第二测量值i2与所述基准值i0进行比较,当所述第二测量值i2满足不大于所述基准值i0条件时,将所述第一预设角度α1与阈值角度β进行比较,若判断结果表明α1不小于β时,控制所述测量器具沿与所述第一方向相反的第二方向旋转第四预设角度α4,之后,继续执行步骤s22。
34、结合第三方面的第二种实现方式,本公开在第三方面的第六种实现方式中,在所述步骤s2中还包括自动获取基准值i0的步骤。
35、结合第三方面的第六种实现方式,本公开在第三方面的第七种实现方式中,所述基准值i0用于表征所述夹持部的长度尺寸。
36、结合第三方面,本公开在第三方面的第八种实现方式中,所述识别方法还包括以下步骤:获取关于所述夹持部的第一特征值。
37、结合第三方面的第八种实现方式,本公开在第三方面的第九种实现方式中,所述夹持部的第一特征值为所述测量器具测量点至所述夹持部中心线之间的距离。
38、结合第三方面的第九种实现方式,本公开在第三方面的第十种实现方式中,在步骤s3中,具体包括以下步骤:基于所述工件的第一特征值,以及所述夹持部的第一特征值,计算生成所述工件的第一特征数据。
39、结合第三方面的第十种实现方式,本公开在第三方面的第十一种实现方式中,所述工件的第一特征数据为工件的长度尺寸数据。
40、结合第三方面的第四种实现方式,本公开在第三方面的第十二种实现方式中,所述第一预设角度α1等于所述第三预设角度α3;和/或,所述第一预设角度α1等于二分之一第二预设角度α2。
41、结合第三方面的第五种实现方式,本公开在第三方面的第十三种实现方式中,所述第二预设角度α2等于所述第四预设角度α4。
42、结合第三方面,本公开在第三方面的第十四种实现方式中,所述识别方法还包括获取所述工件的第二特征数据的步骤。
43、结合第三方面的第十四种实现方式,本公开在第三方面的第十五种实现方式中,所述获取所述工件的第二特征数据的步骤,具体包括:
44、提供一紧固机构,所述紧固机构具有测量用刻度线;
45、将所述紧固机构旋拧于所述夹持部,并且其内侧面抵接于所述工件表面;
46、获取所述紧固机构的刻度值;
47、计算生成所述工件的第二特征数据。
48、结合第三方面的第十五种实现方式,本公开在第三方面的第十六种实现方式中,所述工件的第二特征数据为所述工件的宽度尺寸数据。
49、本公开实施例提供的技术方案可以包括以下有益效果:
50、本公开的夹持装置,采用快拆锁止机构可以实现方便灵活地拆装、更换各种超声探头,操作简单、适配性高、使用便捷;本公开的具有高集成度感知末端的机械臂能够准确获得探头压力数据,且获得的压力数据精确度高;此外,本公开的工件识别方法能够自动识别测量超声探头的长度及宽度尺寸数据,便于自动生成超声探头模型,用以机械臂的控制算法中。
51、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
- 还没有人留言评论。精彩留言会获得点赞!