一种汽车零部件用对心装配装置及其装配方法与流程
本发明涉及汽车零部件装配设备,具体为一种汽车零部件用对心装配装置及其装配方法。
背景技术:
1、在对a、b结构件进行装配使得a、b结构件上的a、b孔的孔心重合的过程中,a、b结构件的轮廓因为受到冲压精度的影响,其轮廓线的位置精度并不是很高,若采用轮廓定位的方式很难使得a、b孔的孔心完全重合,当a、b孔的孔心偏差较大时,很难将柱销插入a、b孔中进行装配,所以采用对a、b结构件上的工艺孔进行定位可以很好的保证a、b孔的孔心重合。
2、现有的汽车零部件装配设备技术领域的其中一种汽车零部件用对心装配装置及其装配方法,该技术虽然能够通过设置的约束部与对心调节部对汽车结构件上的工艺孔进行调节同心,但该装置设置的对心调节部在对汽车零部件重合时工艺孔重合精度不高,不便于将汽车零部件之间工艺孔的孔心完全重合在一起,从而导致柱销不容易插入工艺孔内进行装配。
技术实现思路
1、本发明的目的在于提供一种汽车零部件用对心装配装置及其装配方法,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
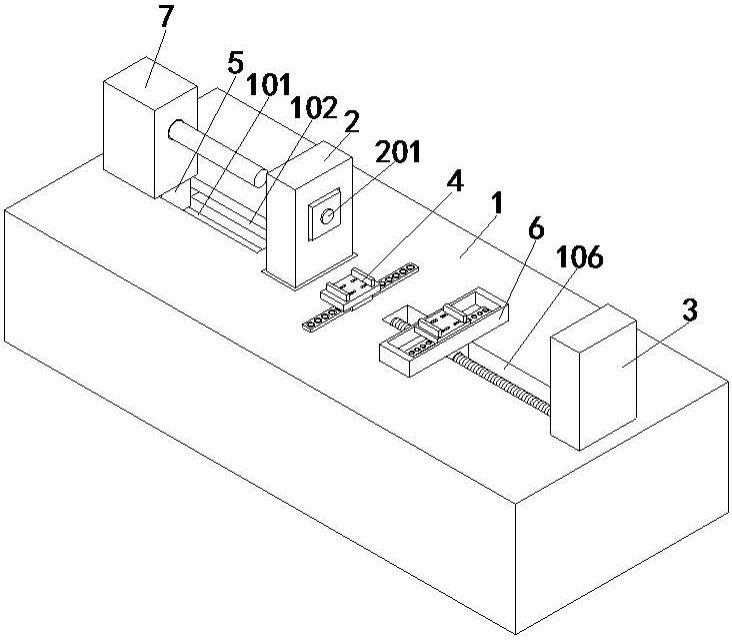
3、一种汽车零部件用对心装配装置,包括工作台,所述工作台上表面两侧分别开设有移动槽和第二固定槽,所述第二固定槽内设有移动组件,所述工作台上表面中央处与移动组件上方分别设有一个对心调节组件,两个所述对心调节组件位于同一平面,所述工作台内位于移动槽开设有第一固定槽,所述第一固定槽内设有联动组件,所述联动组件两端分别设有一个柱销上料机构与第一固定板,所述工作台上表面位于第一固定板处开设有与外壁相通的升降槽,所述移动组件用于带动一个对心调节组件移动,所述对心调节组件用于对零部件固定,所述联动组件用对带动柱销上料机构与第一固定板移动。
4、作为本发明优选的方案,每个所述对心调节组件包括电动滑轨,每个所述电动滑轨分别位于工作台上表面中央处与移动组件上,每个所述电动滑轨上表面设有滑块,每个所述滑块上表面均设有连接板,每个所述连接板上表面均匀开设有四个与外壁相通的第二滑动槽,每个所述连接板内均开设有一个与四个第二滑动槽相通的安装槽,每个所述安装槽内均连接有第一伺服电机,每个所述第一伺服电机的输出端连接有双向螺纹杆,每个所述双向螺纹杆外壁均套设有两个相对的第一螺纹板,每个所述第一螺纹板两端分别连接有一个连接杆,每个所述连接杆上端均穿出第二滑动槽外壁且延伸至外部连接有一个夹板。
5、作为本发明优选的方案,每个所述电动滑轨与工作台上表面中央处固定连接,每个所述滑块均与电动滑轨滑动连接,每个所述双向螺纹杆与安装槽内壁转动连接,每个所述第一螺纹板与双向螺纹杆螺纹连接,每个所述连接杆外壁均与第二滑动槽内壁滑动连接。
6、作为本发明优选的方案,所述移动组件包括第三伺服电机,每个所述第三伺服电机位于第二固定槽内,所述第三伺服电机的输出端连接有第三螺纹杆,所述第三螺纹杆上表面套设有第二螺纹套,所述第二螺纹套上端穿出第二固定槽延伸至工作台表面上方且连接有安装板,所述安装板上表面开设有与外壁相通的凹槽,所述凹槽内壁与对心调节组件中的电动滑轨相连接。
7、作为本发明优选的方案,所述第三螺纹杆与第二固定槽内壁转动连接,所述第二螺纹套与第三螺纹杆外壁螺纹连接,所述第二螺纹套外壁与第二固定槽内壁滑动连接。
8、作为本发明优选的方案,所述联动组件包括第二伺服电机,所述第二伺服电机位于第一固定槽内,所述第二伺服电机的输出端连接有第一螺纹杆,所述第一螺纹杆外壁套设有第一螺纹套,所述第一螺纹套远离第一固定槽的一侧连接有连接柱,所述连接柱的另一端连接有移动块,所述第一螺纹杆的另一端连接有限位板,所述限位板的另一侧连接有蜗杆,所述蜗杆的一侧设有第二螺纹杆,所述第二螺纹杆外壁位于蜗杆处套设固定有蜗轮,所述第二螺纹杆位于蜗轮下方套设有第二螺纹板。
9、作为本发明优选的方案,所述工作台位于连接柱处均开设有与第一固定槽和移动槽相通的第一滑动槽,所述连接柱远离第一螺纹套的一端穿出第一滑动槽且延伸至移动槽内与移动块相连接,所述移动块上端伸出移动槽且延伸至外部与柱销上料机构下表面相连接,所述工作台位于限位板处均开设有与第一固定槽相通的限位槽,所述工作台位于第二螺纹杆处均开设有与限位槽和升降槽相通的竖向转动槽,所述第二螺纹板远离第二螺纹杆的一端穿出竖向转动槽且延伸至升降槽内与第一固定板下表面相连接。
10、作为本发明优选的方案,所述第一螺纹杆与第一固定槽内壁转动连接,所述第一螺纹套与第一螺纹杆外壁螺纹连接,所述连接柱外壁与第一滑动槽内壁滑动连接,所述移动块外壁与移动槽内壁滑动连接,所述蜗杆与第一固定槽内壁转动连接,所述蜗轮与蜗杆啮合连接,所述第二螺纹杆与竖向转动槽内壁转动连接,所述第二螺纹板外壁与竖向转动槽内壁滑动连接。
11、作为本发明优选的方案,所述第一固定板靠近顶端面向对心调节组件的一侧外壁连接红外激光器,所述工作台远离柱销上料机构的一侧上表面边缘处连接有第二固定板,所述第二固定板面向对心调节组件的一侧外壁连接有红外线接收器,所述红外激光器与红外线接收器处于同一平面。
12、根据以上一种汽车零部件用对心装配装置的技术方案,还将提供一种汽车零部件用对心装配的装配方法,包括以下步骤:
13、s、零部件安装,工作人员将需要进行对心装配的汽车零部件放置在对心调节组件上方,使得对心调节组件将汽车零部件固定。
14、s、零部件对心调节,固定好汽车零部件后,外部控制器启动红外激光器向红外线接收器处发生红外激光,然后通过外部控制器启动对心调节组件对汽车零部件进行调节位置,直至红外激光器的红外激光可以通过汽车零部件的工艺孔照射在红外线接收器上。
15、s、零部件移动,当汽车零部件通过对心调节组件将汽车零部件的工艺孔调节到同一平面位置后,通过外部控制器启动移动组件推动一个对心调节组件向另一对心调节组件方向移动,将两个汽车零部件的工艺孔进行重合。
16、s、零部件插销连接,外部控制器启动联动组件工作,工作的联动组件带动柱销上料机构的柱体向汽车零部件的工艺孔处移动,同时第一固定板带动红外激光器向升降槽内移动,然后柱销上料机构的柱体将柱销插入汽车零部件的工艺孔内将其固定。
17、与现有技术相比,本发明的有益效果是:本技术通过将汽车零部件放置在对心调节组件上方,使其进行固定后调节两个汽车零部件的工艺孔,通过红外激光器与红外线接收器的配合使其两个汽车零部件的工艺孔进行平面重合,通过移动组件将重合后的两个汽车零部件进行位置重合相贴,再通过联动组件带动第一固定板与柱销上料机构移动,使柱销上料机构将插销插入汽车零部件的工艺孔内将其固定;
18、启动第一私服电机通过双向螺纹杆带动两个第一螺纹板向相对方向移动,移动的第一螺纹板通过连接杆带动夹板向相对方向移动,然后通过外部控制器启动电动滑轨工作,工作的电动滑轨通过滑块带动连接板移动;
19、启动第三伺服电机的输出端带动第三螺纹杆旋转,旋转的第三螺纹杆通过第二螺纹套带动对心调节组件移动;
20、第二伺服电机的输出端带动第一螺纹杆旋转,旋转的第一螺纹杆通过限位板带动蜗杆旋转,旋转的蜗杆通过啮合连接的涡轮带动第二螺纹杆旋转,旋转的第二螺纹杆带动第二螺纹板移动,同时旋转的第一螺纹杆带动螺纹连接的第一螺纹套移动,移动的第一螺纹套通过连接柱带动移动块移动,移动的移动块带动柱销上料机构向汽车零部件的艺术孔处移动;
21、通过对心调节组件对汽车零部件进行固定与位置调节,再通过红外激光器与红外线接收器使其可以配合对心调节组件将汽车零部件调节到正确位置,通过联动组件带动第一固定板下移的同时使柱销上料机构向汽车零部件处移动,使其可以更加精准的将汽车零部件进行重合装配,且柱销可以轻松对汽车零部件进行插入。
- 还没有人留言评论。精彩留言会获得点赞!